目前许多地方使用的塑料再生机普遍存在着生产工艺落后,电能及人力浪费严重等情况。塑料再生机大多数是圆筒形机体,外边套有电阻加热环,体内有一条经变速箱由17kW电动机拖动的搅龙,搅龙是物料的输送装置。当加热环温度适宜时,从出料口加工出来的塑料条互不贴合,经水冷却后即得到成品。但由于加热环的温度不受任何控制,当加热环及机体的温度过高时,从出料口出来的塑料条就会粘合在一起而造成废品。
本文介绍一种用于改造旧式塑料再生机的自动控制电路。该控制系统动作灵敏,切换速度高,电路的温度控制范围为0℃~350℃,精度为±(0.1℃~0.5℃),电路简单实用,使用安全可靠。
自动控制电路原理见附图。对原塑料再生机的控制电路进行技术改造时,分别给机器的塑料预热环RL1和熔化加热环RL2各安装一套恒温控制系统,将控制系统的测控温元件t1、t2分别安装在距RL1、RL2各为10cm左右的机体护板上进行间接测温,经调试,将可调试电接点玻璃水银温度计t1、t2的温度值予以设定。工作时,合上开关S1、S3,电源供电。此时,因电阻器预热环RL1和熔化加热环RL2的温度低于t1、t2的温度设定值,水银电接点断开,交流参数固态继电器PS1的3、4脚之间的外接电阻阻值为无穷大,输出开关端5、6脚接通,交流接触器K2通电吸合,电加热器RL1通电加热;同时,交流参数固态继电器PS2的3、4脚之间的外接电阻也为无穷大,输出开关端5、6脚接通,交流接触器K3通电吸合,电加热器RL2通电加热,指示灯H2、H4点亮。当RL2的发热温度达到t2的设定值时,t2内水银柱与电极接通,相当于PS2的3、4脚之间的外接电阻阻值为零,输出开关断开,接触器K3断电,RL2停止加热,同时指示灯H4灭,H3亮。此时按启动按钮SB2,接触器K1吸合,电动机M启动运转,操作工人开始从投料口往机内填入塑料。随着电动机拖着搅龙运转,塑料向前推进,机体温度下降,t2又呈断路状态……输出开关又接通,RL2通电加热,如此循环,使RL2处于恒温状态。当已加热的塑料送到RL1再经过适当加热,RL1的工作过程与RL2完全相同。由于RL2与RL1的温度控制得当,所以从出料口生产出的是合格的产品。改装后,废品率大大降低,同时节约了电能和人力。
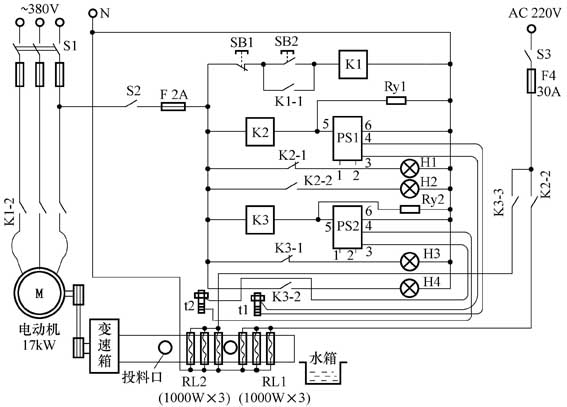
t1、t2为可调式电接点玻璃水银温度计,测控温范围为0~300℃。PS1、PS2为交流参数固态继电器,简称PSSR,采用PSSR5A、220V。交流接触器K2、K3采用CJ10-20、220V。Ry1、Ry2为压敏电阻。
文/张国清