磁录音式程序控制是利用电子技术实现自动控制的许多简单而有效的方法之一。这里介绍一种磁录音式程序控制车床的设备。
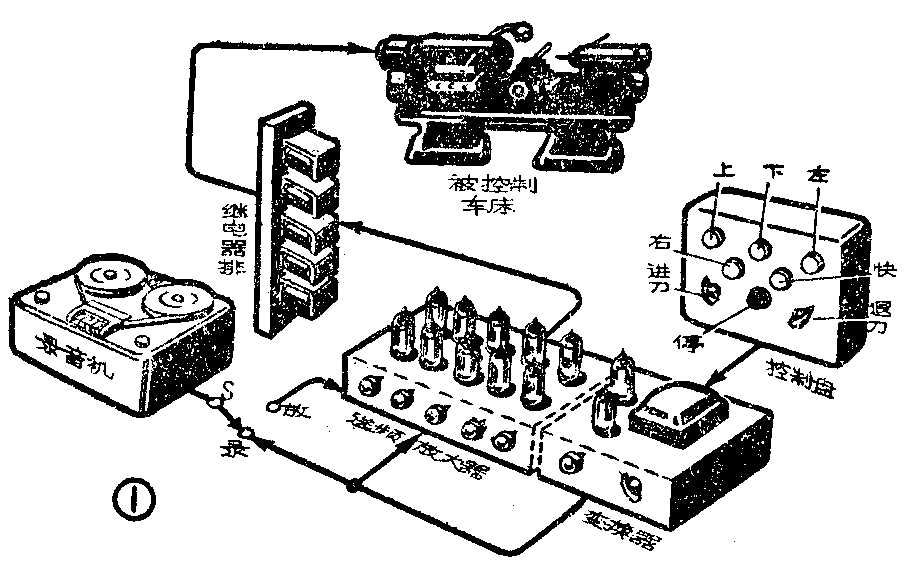
全套设备结构原理示于图1。它是由录音机,选频放大器,继电器排,控制盘,变换器和被控制车床等组成。其工作程序为:
(1)编制程序。先把转换开关S及录音机按钮投在“录”的位置,然后由熟练工人按动控制盘上的各个电钮,如进刀、退刀、停车等。这种按动不同电钮的动作通过变换器变成不同频率和相应持续时间的电信号,一路送到录音机被“记录”下来,另一路送到选频放大器。后者的任务是选出并放大相应频率的控制信号去启动继电器,使其控制车床,完成加工某一零件的任务。由于在控制机床的同时控制信号也被录制,因此录音磁带上所录下的信息就是制造这种零件的控制程序。
(2)复放程序先把转换开关S及录音机按钮投在“放”的位置,把车床调到零位(即开始加工的位置),然后开动录音机,就开始了自动控制过程:代表不同操作动作的不同频率的信号由录音机输出,经过选频放大器和继电器去控制车床。因为从录音机送出的信号与编制程序时由变换器所来的信号完全一样,因此车床也就和编制程序时一样的工作。以后每加工一个零件,只需上好胚料,调好车床,开动录音机便可。当生产任务有变动时,只要让熟练工人按另一程序完成一次实际操作就行。
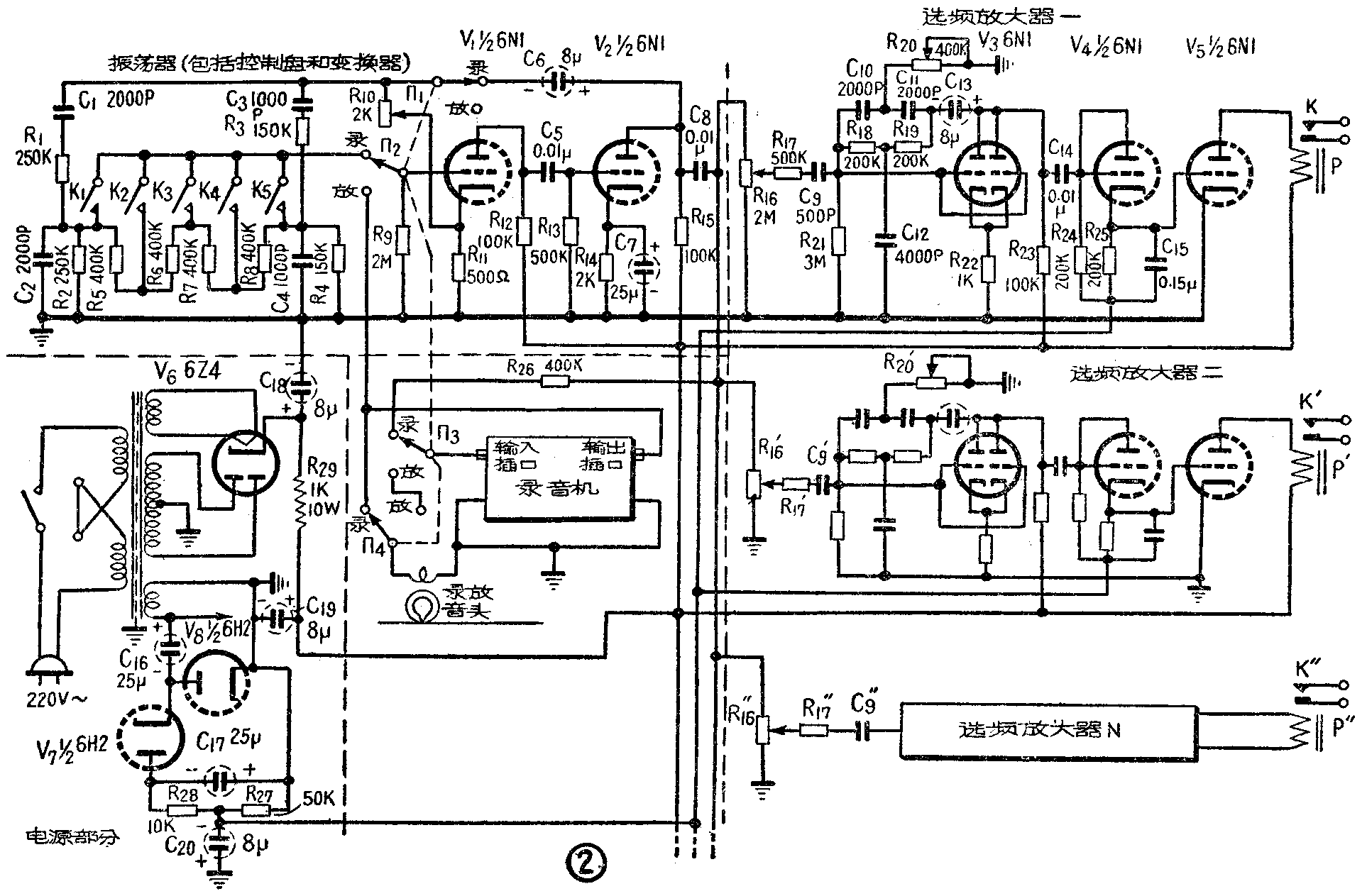
全机电路示于图2。电子管V\(_{1}\)和V2组成一个RC音频振荡器(该振荡器即为图1的控制盘和变换器部分),其振荡频率由程序控制按钮K\(_{1}\)、K2……等控制。这些按钮就是图1控制盘上的电钮。振荡信号由C\(_{8}\)输出,一路经R26和Π\(_{3}\)送至录音机去录制,另一路则经电位器R17、R\(_{17}\)'……等通向后面的选频放大器。这种放大器有好几个(视被控动作的多少而定),形式完全一样,它们分别调在不同的频率上,以便选取由K1、K\(_{2}\)……等送来的相应信号。被放大了的信号由C14输出,加至由三极管V\(_{4}\)连成的二极管整流器的输入端。显然,电阻R25上的整流电压有上正下负的极性,因此有信号输入时,V\(_{4}\)便向直流放大器V5的栅极输入正电压。平时,V\(_{5}\)的栅极通过R25与栅负压电源的分压器R\(_{27}\)、R28相连(栅负压电源由半波倍压整流器K\(_{7}\)、V8组成,其交流输入是电源变压器的6.3V电压),从R\(_{27}\)上取得的负压约有12V左右,故能使V5屏流截止。当有信号时,R\(_{25}\)上的电压降将抵消部分或全部负压,这就使得V5导电,屏流畅通(可达12ma以上),从而带动继电器工作,再由后者去控制车床。
复放程序时,把四刀双掷开关投向“放”的位置,此时V\(_{1}\)和V2又被换接成前置放大器,它把录音机输出的控制信号放大,并经C\(_{8}\)输出送至各选频放大器,完成和录制程序相同的控制作用。
这种控制设备所采用的RC振荡器的工作原理见图3。我们知道,一定强度的正反馈是产生振荡的必须条件。图3有两级放大器,故能满足这个要求。不过为了得到频率单一,波形良好的正弦振荡信号,就要通过有选频特性的网络(C\(_{1}\),R1,C\(_{2}\),R2)来实现正反馈。由于C\(_{1}\),R1是串联的,而C\(_{2}\),R2是并联的,故频率过低的信号将难于通过C\(_{1}\)、R1,而频率过高的信号通过C\(_{1}\),R1后又会被C\(_{2}\)旁路入地。因此只有某一“折衷”频率的信号才能在V1的栅极上产生足够强的正反馈信号,使振荡在这一频率附近发生。线路中还引入了由R\(_{3}\)和R4组成的负反馈网络。由于电阻反馈没有频率特性,故此负反馈对所有频率的正反馈都起抑制作用。适当调整R\(_{3}\),便能抑制除振荡频率之外所有其他频率的正反馈,获得良好的波形。因此图3中的R3(即图2中的R\(_{1}\)0)应调在刚好能使振荡可靠发生的位置上。谐振频率可以按公式f=\(\frac{1}{2π}\)\(\sqrt{R}\)1R\(_{2}\)C1C\(_{2}\)来计算。当R1=R\(_{2}\) =R,C1=C\(_{2}\)=C时,f= 1/2πRC。
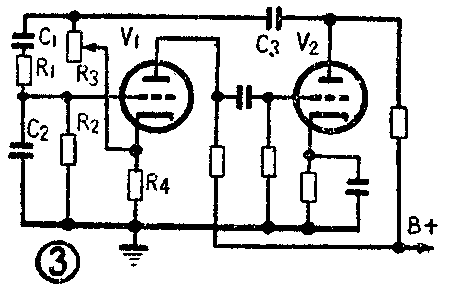
为了用同一振荡器得到不同频率的信号,图2的振荡器与图3有几点不同:①它有两个频率网络——C\(_{1}\)R1C\(_{2}\)R2和C\(_{3}\)R3C\(_{4}\)R4,前者调在300赫上,后者调在1000赫上;②在这两个网络间加入了分压器R\(_{5}\)-R8;③V\(_{1}\)栅极通过K1,K\(_{2}\)……等与分压器的不同点接通,轮流按动K1-K\(_{5}\)就可得到300—1000赫的五个(必要时可增至10个)不同频率的信号。
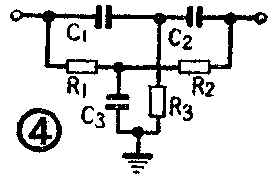
选频放大器是利用双T形网络(图4)来实现选频作用的。由图4可见,C\(_{1}\)C2R\(_{3}\)一路通高频阻低频,而R1R\(_{2}\)C3一路则是通低频,旁路高频,所以频率较高和较低的信号将分别“选道”C\(_{1}\)C2及R\(_{1}\)R2而过,只有某一“折衷”频率的信号难于通过这个网络,即此网络具有带阻特性。R\(_{1}\)=R2=R,C\(_{1}\)=C2=C,R\(_{3}\)=\(\frac{1}{2}\)R,C3=2C时f=1/2πRC。
实用上这个网络是接在电子管放大器V\(_{3}\)的屏栅极之间的(见图2),因此对所有易于通过双T网络的信号都有负反馈作用,而仅对频率f=\(\frac{1}{2πRC}\)的信号反馈最小,于是就使得这一频率的信号得到显著的放大,达到选频放大的目的。
旋动图2中R\(_{2}\)0的动臂可以把每个选频放大器准确地调节在其所对应的频率上。增大R21的数值可以使选择性变得更尖锐。
最后有两个问题需要说明一下。
(1)本文介绍的程序控制设备,虽然可按任意先后次序分别控制K\(_{1}\)、K2……等按钮,但因为只有一个振荡器所以不能同时控制某两个或两个以上的动作(例如同时左行和进刀等)。如果必须同时完成两个以上的控制动作,就应该相应增加振荡器的数量。
(2)控制设备使用过程中发现的主要问题,是电源电压涨落对磁带走速、从而对放音时控制信号的频率稳定性影响较大。因此若无稳压设备,每次使用前最好能预放一次程序信号,同时微调一下R\(_{2}\)0(及R20'等),以使谐振效果为最好。另外,如果被控制动作不多,还可以放宽信号频率间隔,同时适当减小R\(_{21}\)(及R'21等),使选频级的通频带加宽,以保证控制机在电源电压波动较大时仍能正常工作。(田进勤)