电子管为什么烫手?
你装好了一架收音机,正在兴致勃勃地听着音乐,可是一不留心,手臂碰到了强放管的外壳,把你烫得哭笑不得。为什么电子管会烫手呢?你或许会说:因为电子管里有烧红的灯丝啊!但是,如果你把整流管拔去,强放管的灯丝虽然仍然烧得发红,但这个电子管却会慢慢冷却下来,一会儿就不烫手了。可见,烫手的热量并不是从灯丝上来的。那么,为什么电子管烫手呢?原来当屏极加有很高的正电压时,阴极发出的电子就被屏极吸引,以很高的速度轰击屏极,于是动能变成热能,把屏极轰热了。拔掉整流管后,屏极上失去了正电, 电子就不再轰击屏极,电子管也就不烫手了。
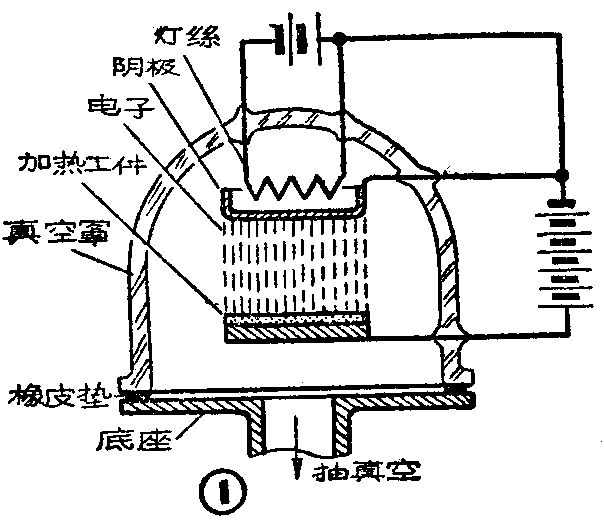
难道不能利用电子轰击发出的热量来加热材料和零件吗?完全可以。例如,把需要加热的金属代替电子管的屏极,象图1所示的那样,就构成了一个最简单的电子轰击加热炉了。
在这个简单的道理的基础上出现了一门现代的尖端技术。这就是电子轰击加热技术。这种加热技术是工业中的一种最新的强力武器。人们现在已经可以利用电子做“炮弹”,对准金属或其它材料“射击”。能使材料炽热、熔化、甚至汽化。不管金属的熔点多么高,在“电子炮弹”的作用下,都得听任摆布,要那一点烧红就烧红,要那一处熔化就熔化。已经制造出了各种利用电子轰击技术的电子束熔炼炉、电子束焊机、电子束钻床、铣床等等。电子轰击技术解决了生产中的一系列难题,在科学领域内作出了重大的贡献。
提高屏压
一个玻璃瓶从桌面的书上滚到桌面,可能完整无恙;从桌上滚到地下,就要破裂;从楼上跌落下来,就会粉身碎骨。这是因为高度提高后,落到地面时的速度增加了,而动能与速度的平方成正比,所以冲击的力量也就加大了。
同样,要提高电子轰击时所得到的温度,就必须提高电子的动能,也就是要提高电子的速度。电子从阴极射向屏极的速度和两个电极间所加电压有关。屏极正电压越高,速度就越高。例如,当屏极电压为250伏时,阴极电子到达屏极时的速度为9500公里/秒;屏压加大到2500伏,速度为30000公里/秒,已经达到光速的1/10了。速度增加时,电子的功能和速度的平方成正比地增加。所以屏极电压提高后,热量显著增加。因此在一般电子管特性表中,都对屏压规定一个最大的极限值,使用电子管时如果屏压超过这个极限,屏极就会过热,甚至有烧坏的危险。而在电子轰击加热装置中,我们需要的是极高的温度,所以必须尽量增高阳极(屏极)电压。在现代的加热装置中,阳极电压一般达到10—20千伏,有的甚至高达150千伏。
集中火力
在电子轰击加热装置中,当阴极发射出大量的电子后,由一套聚焦装置,将所有电子聚集成狭小的细束,打在阳极的极小的一点上。由于在这一点上集中了全部电子的动能,所以单位面积上的热量非常巨大,或者说能量密度很大,能把熔点极高的材料轰熔。在这一方面,电子轰击加热比现有的一切热源都优越。例如,乙炔氧焰的最小加热面积为1毫米\(^{2}\),电弧的为0.1毫米2,而电子束的最小加热面积可达到0.00001毫米\(^{2}\);乙炔氧焰的加热点最大能量密度为0.5千瓦/毫米2,电弧的为1千瓦/毫米\(^{2}\),而电子束的最大能量密度为6000千瓦/毫米2。
电子枪的结构
电子轰击加热装置的种类目前已有不少,但任何一种型式都少不了最关键的电子发射武器——电子枪。有些设备装有一个电子枪,有些设备装有两个、三个甚至更多的电子枪。电子枪的型式也互不相同。有的电子枪装有静电式透镜,有些装有电磁式透镜,有些装有一级加速阳极,有些装有两级加速阳极。不管怎样,它们的目的都是根据不同的加热对象,来满足电子束直径的要求,满足单位面积上功率密度大小的要求以及其它的一些特殊要求。
电子枪的型式虽多,但基本上都是由发射阴极、聚焦电极(或聚焦线圈)和加速阳极三者所组成。具有聚焦电极的结构原理见图2。
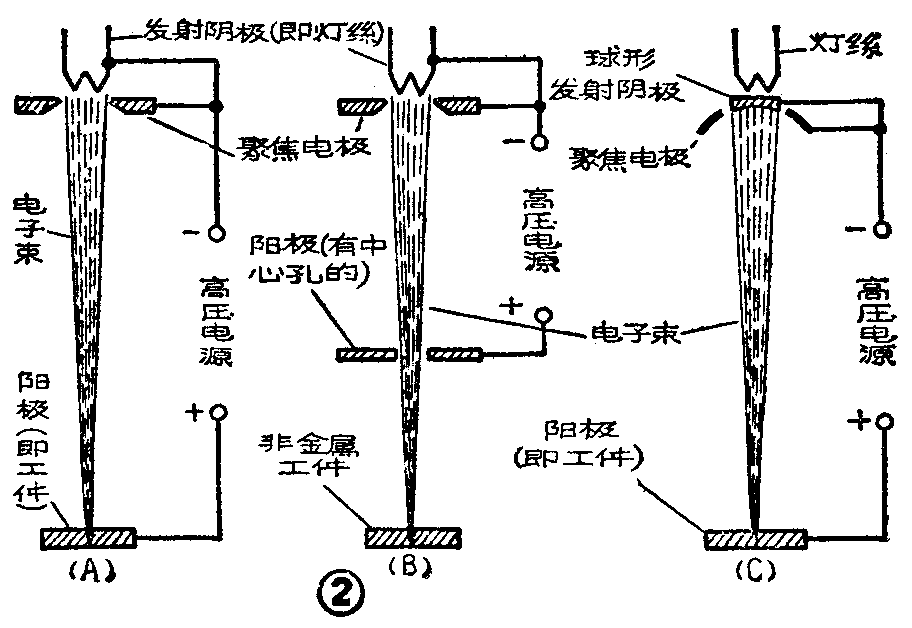
阴极是发射电子的基地,一般是用钨、钽或铼等材料制成。加热至2600—2800℃后能发射出大量电子。有些阴极是由灯丝直接发射电子的,这种阴极适宜于功率较小(约10千瓦以下)、阳极电压较高的电子枪(见图2A和B)。有些阴极电灯丝间接加热后发射电子,好像傍热式电子管的阴极一样。这种阴极对于功率较大、要求“光学性能”良好、以及阳极电压低于20千伏的电子枪比较适宜。图2C就是具有这种阴极的电子枪示意图。
阳极往往就是被加热的金属工件本身。阳极上加有很高的直流正电压,能将电子进行加速,因此又称加速电极。目前采用的电压值通常分为低压(低于15千伏)和高压(高于15千伏)两类。低压的比较简单,高压的通常带有复杂的静电透镜或电磁透镜,所以能满足良好的聚焦要求。
加热非金属的材料时(如对金刚钻钻孔加工),工件上无法加正电压。这时可用一带孔的阳极将电子进行加速,使电子束仍能射向工件上(见图2B)。
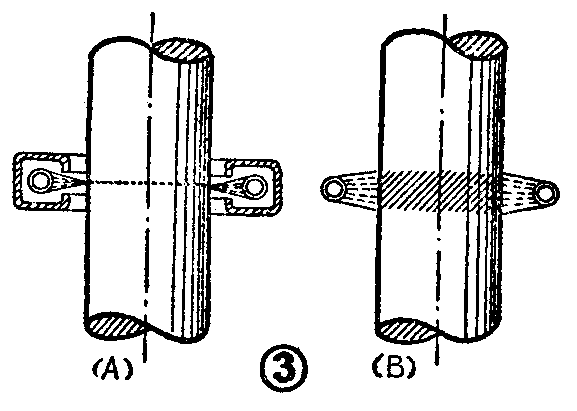
对于圆柱形工件,可采用环状电子束来进行加热。如图3所示,被加热工件放在一个环状电子枪中央,沿工件的圆周上都能同时受到电子轰击。图3A是电子束密集加热的情况,可用来进行材料的区域提纯或切割。图3B是分散加热的情况,可用来进行保温、烧结或其它热处理。
有些电子枪上还装有电子束射线的偏转装置,使电子束能够准确地击中需要加热的位置,做到“弹”无虚发。偏转装置的原理和阴极射线管中的相似。
解决了一系列难题
电子轰击加热具有特殊的本领,能帮助我们解决技术上的一系列难题。
宇宙飞船、人造卫星、火箭导弹、喷气式发动机、原子能发动机等,都需要各种超高强度和耐高温的材料。这些材料具有很高的熔点,要对它们进行熔炼。焊接和加工,就不是一件简单的事,非得要有极高的温度不可。特别是在高温时,这些材料和氧、氮情深谊厚,只要一见面,就会产生氧化物和氮化物,使材料腐蚀或变脆,丧失了使用的价值。此外,在熔炼或焊接这些材料时,绝不允许有杂质混入,而且还要通过冶炼,把以前夹杂在材料里的气体和杂质彻底清除出去,否则就无法保证材料的性能。电子轰击加热能够很好地满足这些苛刻的要求。因为这种加热方法的能量能够高度集中,所以能够对高熔点的金属或非金属材料进行精炼。加热是在高真空中进行的,所以加热体不致受气体和杂质的影响,特别宜于活性金属的熔炼和焊接。另外,在电子轰击加热的过程中,材料中的杂质会被电子冲击而离子化,离子又被电子吸引而排除出去,使被冶炼的材料纯度提高。
电子束很容易精密地调节,直径可以控制到及小,这对于焊接特别有利,使焊接能获得很大的深度——宽度比(能到达20:1)。对于不同厚度的材料,也可调节电子束直径,使焊接恰到好处。焊接的焊缝宽度均匀,正反面都光洁平整、没有熔口,显微镜下也难以发现气泡。目前电子束焊接已广泛应用来焊接高熔点活性材料、原子反应堆的燃料箱等。
精密仪器上用的超小型金刚钻轴承或蓝宝石轴承,这些都是高熔点(约6000℃)和坚硬无比的材料。如果要将它们进行精炼或要在上面钻一个直径为0.01毫米甚至是0.001毫米的发孔,这简直是一件不可思议的事情。但是,随着电子轰击技术的发展,这个问题就迎刃而解了。利用电子束来钻孔、铣削是目前和将来一项重要的新加工工艺。这种加工方法最为精密,不需消耗工具,能加工极小的孔。并且在加工时受高热影响的区域极小,因此工件不致变形。
无线电设备的微小型化是现代无线电电子学的一个重要发展方向。微小型化中的各项技术,如薄膜元件、“固体线路”等,都需要极纯的材料和及精细的加工工艺。能在真空中进行精密加工的电子轰击加热,是微小型化技术中不可缺少的工艺过程。
晶体管或其它半导体器件的制造,需要有极高纯度的半导体材料。过去应用感应加热熔炼进行提纯,但由于功率输送困难,熔区较宽,因此工作不够稳定,得不到满意的结果。现在已经开始利用电子束轰击的热能来进行区域提纯,效果得到显著提高,并且设备的功率可以减小很多。
电子轰击技术是近年来才开始发展的一项新技术,具有很大的发展前途和巨大的潜力。上面所介绍的只不过是几小例子而已。电子轰击技术对科学技术上作出的贡献,为无线电电子学的发展增添了光辉的一页。(邱松根)