编者按:音箱,是整个音响系统的喉舌,其性能对于音响系统来说占有举足轻重的地位,因而它的价格往往在整个系统中占有很大的比例。由于一系列因素,现在很多名牌厂家生产的音箱的价格一直居高不下,使得一部分发烧友只能“望箱兴叹”。因此,很多朋友都喜欢自己动手来制作音箱,这样不但可以省下一部分“银子”来升级其他的器材,而且还可以同时体验亲自动手的乐趣。在自己制作音箱时,只要选用优质扬声器,再加上良好的制作工艺,其音质完全可以和成品音箱媲美甚至超过品牌音箱。本刊从本期起介绍几款采用优质扬声器自制的音箱,供音响爱好者参考。
这期我们先介绍一例采用南京电声股份有限公司生产的南鲸牌扬声器制作的三分频倒相式音箱。
材料准备
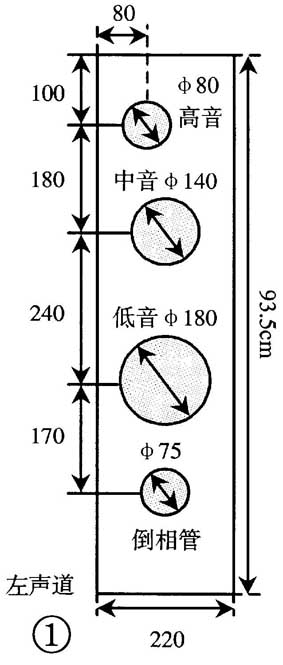
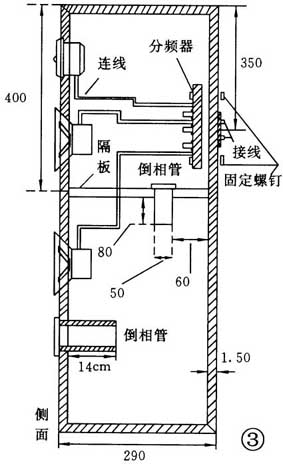
扬声器均为南鲸牌。低音扬声器选用8英寸长冲程石磨强化PP盆低音扬声器,型号为YD200-8XPC;中音选用音色淳厚的涂胶盆6.5英寸扬声器,型号为YD176-8X;高音扬声器选用音色柔和、细腻的软膜球顶高音扬声器,型号为YDQG20-8GL,各扬声器参数见表1。要想使音箱在工作时只发出乐器的声音,而没有其他不必要的声音的话,制作音箱的板材一定要坚实,不易变形,通常情况下,采用厚度15mm以上的中密度板(MDF)即可满足要求,市面上最常见的规格是1220mm×2440mm(4英尺×8英尺),对于本文介绍的这款音箱,一张这种规格的中密度板正好够用(剪裁之前要先规划好,否则,可能不够用);倒相管采用市售成品倒相管(规格如图1所示)。
箱体制作
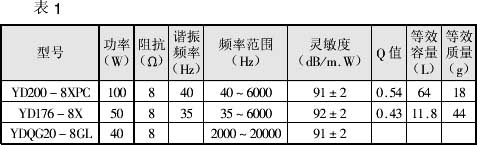
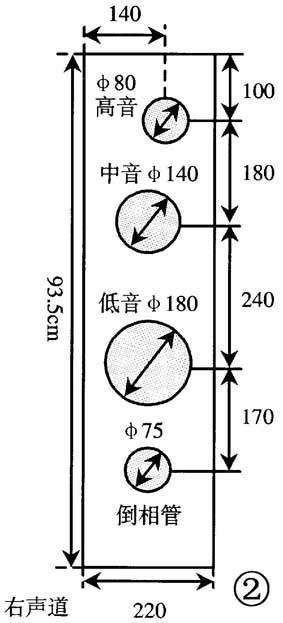
本音箱的高、深、宽分别为930mm×290mm×220mm(有效容积约45L)。为了提高音箱的音像聚集能力,该音箱的左右两只音箱高音单元的排列采用镜相式对称设计,左右音箱前面板尺寸分别如图1、图2所示。由于音箱箱体较大,为了提高箱体的稳定性,故笔者在音箱内部加入了一层隔板(在制作时应稍微倾斜一下,以消除平行共振),这层隔板不但可以起到加强筋的作用(比用单纯的木条效果要好得多),而且倾斜的木板把箱体内部(低音与中高音分腔工作)低音与中高音工作室分开,将因低音与中高音单元在一起工作而引起的“声染色”现象降至最低,若在这个倾斜的隔板上再加装一只倒相管(如图3所示),还可以使低音腔室与中高音腔室形成两个独立的亥姆霍兹共振腔,箱内声波产生两次谐振,从而使音箱的低频下限更低。整机侧面视图如图3所示。
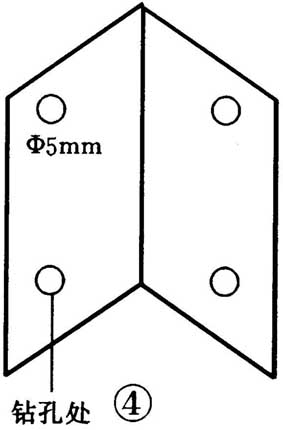
按照图1所示尺寸将各小块板裁好后并挖好扬声器孔(可以用电钻或车床,也可以用钢丝锯)后,就可以组装箱体了。通常,发烧友在自制音箱时,箱体各个板的连接大都采用木螺钉连接或胶水粘接的方式,用这两种方法连接的箱体刚性都不是太好(小体积箱体还勉强凑合),更严重者还会使箱体在扬声器振动发声时也“形影相随”地振动,使重放出来的声音变劣;尤其是当播放大动态的低频声音时会使箱体发生“谐振”现象,从而使重放出来的声音带有浓重的“嗡嗡”声。在此,介绍一种笔者独创的“钢板夹持法”,使用该法制作的箱体,可以完全避免由螺钉固定或胶粘等方法制作时的弊端。其方法如下:截取12段(视情况而定)各长约10cm的三角铁(即“V”形铁),在它的每个面的两端如图4所示钻4个直径为5mm的孔(视螺钉粗细而定,三角铁也可用从家具店购得的“铁角板”代替),而后用带螺帽的平头螺钉(只能用平头螺钉,以便使钉头沉入木板内不影响外表装饰)如图5所示把各板夹持起来。施工时先将前、后、左、右四侧用钢板夹持好,然后,上、下底面用普通木螺钉固定即可。
箱体制作完工后,就可以往箱内灌入一些熔化的沥青,把各个缝隙都灌实,使箱体真正地密不透风。为了防止初次操作者被灼热的沥青烫伤,笔者在此简要介绍一下操作方法:把一空漆盒(或者其他金属容器)放在煤炉或者电炉上,往容器中慢慢添加固态沥青(若一次性添加很多,则会使其熔化很慢),待沥青完全熔化后,用长柄尖嘴钳提着漆盒把沥青从扬声器孔中倒入音箱内,而后稍微旋转一下箱体即可使沥青流至各个缝隙中,重复几次以上操作,直到把各个缝隙都填满。
至于箱体外部的装饰,视个人喜好而定,可以在箱体外贴精美绝伦的对纹名贵原木皮,也可以贴取材容易的音箱专用塑料贴皮或绒布贴皮。笔者的作法是在两个侧面和上下底贴上音箱专用贴面,在前后板上喷一层黑色亚光漆(清漆与黑漆1∶1)。音箱内还需要铺设一些吸音材料,它既可以有效地消除箱体驻波,又可改变音箱的阻尼特性。笔者通常就是在箱内铺上一层约1cm厚的薄海绵来作为吸音材料。由于吸音材料的吸音系数及放置方法各有不同,因此,吸音材料的多少,一般还得在实际调试中最后确定。
若条件许可,可以在每个音箱底部装上4个铜质脚钉,这样既可以有效的减轻音箱的共振,也可以有效地防止地面潮气浸入音箱。
分频器的制作
扬声器单元及箱体确定后,就可以根据扬声器的频响曲线来设计制作分频器了。图6是该款音箱的分频器电路图。分频器采用了12dB/cot(-6dB)降落点交叉分频方式。分频点分别为620Hz、2200Hz。元器件的电感量 、电容量及电阻值如表2所示。由于分频器元器件不多,所以在没有印制电路板的情况下可以采用搭棚焊接。需要注意的是:为了将电感之间的互感耦合减至最低,L1与 L4,L2与L3电感线圈最好相互垂直安装。由于电感不是标称值,在购买时可能有困难,在此,笔者介绍一下电感的制作方法:因为电感L1、L3的电感量很大,若自制的话,体积将会大得惊人,因此不推荐自制。经过测量和试用,笔者发现可以用规格为15A/250V的TDK拆机电源滤波器(很容易买到,约15元)代用,这种电源滤波器的内部电路如图7所示,其中的两个电感的电感量正好都是3.1mH,因此L1、L3可以它来代替(每只音箱只需1个电源滤波器即可),这种电源滤波器有4个接线端子(在上盖上分别标为1、2、3、4),其中有两个是输入端子(标注为LINE),另两个是输出端子(标注为LOAD),当做分频电感时的接线如图6所示(电感L1、L3两端数字代表电源滤波器接线端子)。需要注意的是,两只电感的接线顺序必须一致(即要么都是LINE进,LOAD出;要么都是LOAD进,LINE出),否则音箱发出声音的声场将会变得混乱,而且难以调整。电感L2、L4需要自制,自制时,先按照图8所示制作一个“工”字形的骨架(中间轴是直径为35mm的圆柱绝缘体,实际制作时在该尺寸的圆形塑料管上用胶水把硬纸板粘牢即可充当骨架),然后用直径为1.2mm的高强度漆包线在骨架上紧密绕118匝(一定要排列紧密,不能有重叠现象),若条件许可的话,最好用电感表校准一下。
C4~C6为高频耦合电容,此电容对音质影响极大,即使选用极品电容也不为过,笔者使用的是法国 Solen 金属化聚丙烯电容器。其它电容器采用普通无极性电容器即可。高音耦合电容在该电路中采用了两个电容(C5、C6)并联的方式,这样可以减少电容高频内阻对高频信号的影响,提高高音的透明度,使其更亮。
安装调试
将箱体安装好之后(灌入沥青并贴好贴面),就可以把分频器电路板安装进音箱内了,至于分频器的位置,只要不是装在正对倒相管的位置就不会对音质有影响,固定时可以用长约10mm的小号木螺钉紧固。安装扬声器的螺丝不推荐用木螺钉安装,因为木螺钉不能提供统一的扭矩、而且不能经历多次拆卸、安装。应该使用T型螺母固定在孔的另外一边,再使用内六角螺栓固定扬声器。如果倒相管没有预留安装孔的话,可以将它用“哥俩好”胶把它紧紧地粘在面板上。为了使扬声器与音箱前面板结合得密不透风,可以在安装扬声器之前在安装槽下面垫上一层橡胶垫(用自行车胎剪制即可)。
音箱装配完毕后,就可以调整倒相管的长度来使音箱阻尼系数达到适当的值,业余情况下,很难判断阻尼系数是否合适,在此介绍一个如何判断阻尼系数是否合适的方法:用一节1.5V干电池接触扬声器接线柱,若电池断开瞬间(不是刚接通时)扬声器发出的是清脆的“哒”声,则表示音箱的整机阻尼系数良好,这时就不需要进行调试了;若发出的是拖长的“嘭”声,则表明扬声器在与箱体共同产生的两个谐振峰中有一个明显偏高,这时可采取调整倒相管长度或改变吸音材料的填充量多寡来调整。
音箱制作完工后,要先用功放机的小音量放音几个小时(即煲机),此后,音箱就可进入最佳工作状态了。
(科林)