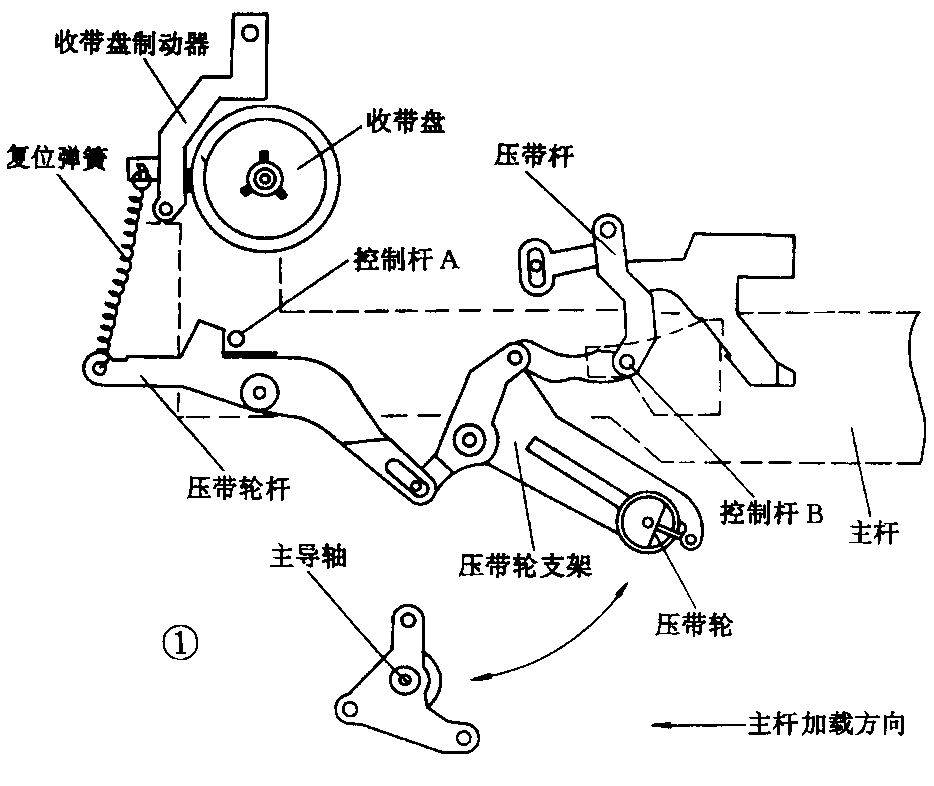
松下NV-M系列摄像机压带轮机械控制主要由主杆、压带轮杆、复位弹簧、压带轮支架、压带轮和驱动臂反冲杆等组成。摄像机在重放或摄录状态时压带轮机械控制过程相同,本文以重放状态为例介绍压带轮机械控制过程。
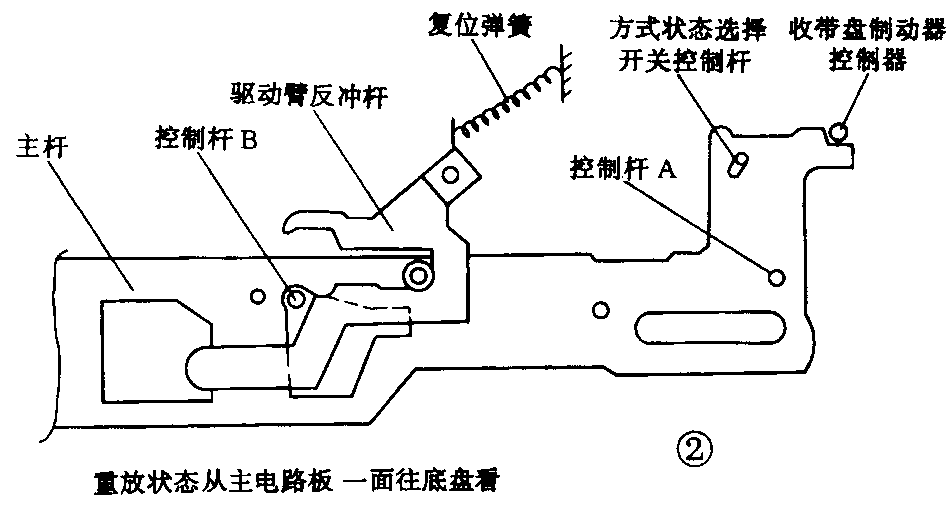
接通电源开关,插入带盒,按下重放键,系统控制微处理器输出磁带加载指令,加载电机立即带动凸轮齿轮往反时钟方向转动,凸轮齿轮底部曲线凹槽带动主杆和方式状态选择开关向右移动,固定在主杆上的控制杆A推动压带轮杆上的触头往反时钟方向移动,并带动压带轮支架往顺时钟方向传动一个位置,随着主杆向右移动,主杆推动固定在压带杆上的控制杆B向左移动,并带动压带轮支架往主导轴方向移动,然后压带轮将磁带压向主导轴表面,如图1所示。在主杆带动压带轮向右移动的同时,压带杆上的控制杆B移到图2示出的位置(从主电路板一面往底盘方向看),驱动臂反冲杆将压带控制杆B锁在一定的范围内,当主杆带动方式状态选择开关移动到重放状态位置时,加载电机停止转动,机器进入重放状态。
机器正常重放时按下停止键,加载 电机带动凸轮齿轮往顺时钟方向转动,凸轮齿轮底部曲线凹槽带动主杆和方式状态选择开关向左移动,压带轮逐渐离开主导轴,在复位弹簧弹力的作用下,压带轮杆带动压带轮支架退回到停止状态位置,当方式状态选择开关从重放状态位置移动到停止状态位置时,加载电机停止转动,机器处于停止状态,从而完成压带轮机械控制过程。下面介绍常见故障检修实例。
例1.机型NV-M9000
故障现象:接通电源开关,电源指示灯亮,插入带盒按重放键,磁带加载完毕电子寻像器内出现静止图像,3秒钟后接着卸载。
分析与检修:磁带加载完毕电子寻像器内出现静止图像,3秒钟后接着卸载,估计故障出在磁带走带机构。弹出带盒,卸下带仓盖上两只紧固螺钉并取下带仓盖。检查走带机构发现机器处于停止状态时压带轮已压向主导轴表面,用手拨动压带轮支架,发现收带盘制动器的复位弹簧塑料挂钩已断裂,因此造成在停止状态时压带轮组件不能复位,按重放键,磁带加载时压带轮不能将磁带压向主导轴,于是出现上述故障现象。更换收带盘制动器并挂好压带杆的复位弹簧后压带轮机械控制恢复正常。
例2. 机型NV-M1000
故障现象:插入带盒拍摄,磁带走动时机内发出吱吱声,寻像器屏幕画面有噪波带,几秒钟后停机保护。
分析与检修:磁带走动时机内发出吱吱声,怀疑是带盒机械性能不良引起的。弹出带盒,换上一盒机械性能好的带盒插入带仓重放,上述故障现象仍然存在,从吱吱声发出的方位判断,估计故障出在压带轮机械控制机构内。为了便于观察压带轮机械传动过程,弹出带盒,卸下带仓盖,在带仓弹出状态下模拟带盒进仓加载,其步骤如下:①接通电源开关;②用小螺丝刀将安装在带仓机架右下方带仓锁定杆(白色)往下压住,同时用左手伸入仓内将带仓锁定板压下,机构随即发出“啪”声,说明带仓已下降到位并锁定,带仓下降开关已接通;③取两小片黑色胶布将安装在带仓机架左右两边的带头、带尾检测孔封住;④按出盒键待微处理器发出带仓位置检测指令后再按重放键就能模拟磁带加载并进入重放状态(注意,采用上述这种模拟磁带加载方法,当按下停止键,磁带卸载时应立即揭下带头或带尾任意一边检测孔上的黑色胶布,卸载完毕重新封上,以便再次按重放键模拟磁带加载),观察压带轮机械控制过程,发现磁带加载完毕压带轮上部没有完全靠向主导轴表面,进一步观察发现压带轮轴已倾斜变形,因此造成压带轮压向主导轴表面上下压力不均匀,于是出现上述故障现象。卸下压带轮支架,仔细校正压带轮轴后重新装好,然后解除模拟带盒进仓,其步骤如下:①揭下带头、带尾检测孔上的黑色胶布;②取一弯钩钩住锁定板的带仓锁定销(黑色),然后用左手按出盒键,右手同时向上钩起锁定销(不要用力太猛)即可,插入带盒重放,机器工作恢复正常。(黄福森)