多点加热系统是生产现场应用较多的控制系统。最近我们设计了用PLC和触摸屏监控器的新系统,使硬件费用大幅度下降,操作简便,精度和稳定性都达到预定指标。
系统的硬件软件性能
多点加热系统又称矩阵加热系统。矩阵∑\(_{M×N}\)系统是指有N行、M列,共M×N个加热点的系统。一般都用δji表示第i行、第i列的某个加热点。如果能做到对δ\(_{ji}\)进行精确稳定的控制,那么整个∑M×N系统的温度也必定是精确和稳定的。
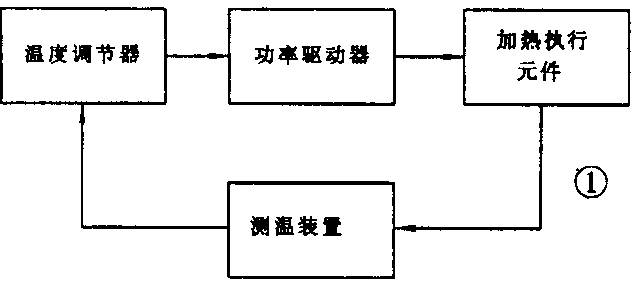
图1是原来的加热系统硬件组成框图。它由温度调节器、功率驱动器、加热执行元件和测温装置(热电偶或铂电阻等传感器)组成。它的硬件费用大,例如在M=10、N=10,∑\(_{M×N}\)有100个加热点时,就要100只温度调节器和100只测温传感器。如果M、N值更大,需要的器件更多,连线也更复杂。
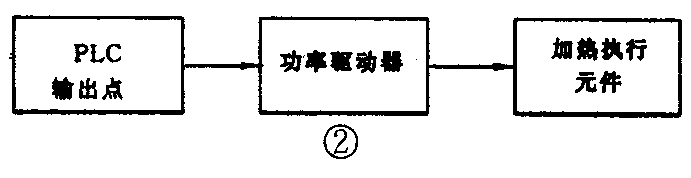
新方案改用PLC的硬件设置见图2。它由PLC、功率驱动器和加热执行元件组成。10×10的矩阵系统只需4只小型PLC(每只可提供32路输出)和1只传感器。系统连线比原来的系统节约500根连线。所以系统的第一个优点是:硬件方面改用PLC,使硬件费用下降,接线简单,可靠性提高。
其次,在算法即软件方面,新方案采用的是控制t时刻加热点上电压占空比的方法达到控制加热功率的目的。这样就可以直接使用PLC的数字开关量输出,避免使用模拟量输出。但是一个大的加热系统,系统比较复杂,占空比的运算工作量很大,而且系统的精度还受温度波动的影响。为了减轻运算工作量,提高稳定度,系统决定采用模糊算法,具体方法是采用模糊算法修正表的方法。也就是事先按不同输入值用模糊算法求出结果,再使它表格化后成为一张修正表。实际应用时,根据输入值从修正表中找出实际的控制值。所以系统的第二个优点是:软件方面采用恒压斩波占空比控制和模糊算法修正表辅助的方法,可以用PLC的数字输出模块取代模拟输出模块,运算工作量小,响应快,精度和稳定度都能达到要求。
模糊算法修正表存入PLC的数据区内,运行中由PLC的CPU实时调用,及时对电压占空比进行修正。每次更换加热执行元件时,要对修正表中的参数进行修改。
触摸屏监控器使系统更完善
为了控制矩阵加热系统,δ\(_{ji}\)的很多参数,如δji的温度设定值、δ\(_{ji}\)的特性参数、δji点上的模糊控制量等,都要随时进行设定和修改。如果用传统的方法,就要使用大量开关、按钮、电位器等。这就会使系统的硬件更复杂,连线增多,可靠性降低,新方案的优点得不到发挥。
经过反复比较论证,决定选用新型的PLC触摸屏图形监控器作PLC的人机介面。用了触摸屏监控器之后,系统的电路转换可以不用开关、按钮和电位器,使接线大为简化。而且能在屏幕上显示PLC的实时状态,还能在屏幕上用触摸操作进行启动、关闭、设定、选择修改等各种控制操作。操作方法也很简便。
所以系统的第三个优点是:采用触摸屏监控器,硬件接线费用低,连接简单。能实现PLC的在线输入和显示PLC的实时状态信息,还能在屏幕上进行各种控制操作,操作又极简便,使新方案的优越性得到充分发挥。
新系统的组成和性能
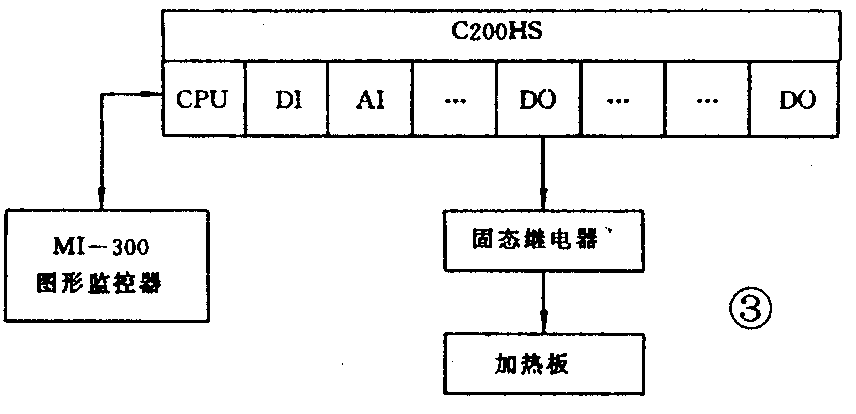
按上述设计方案,我们用日本OMRON C200HSPLC和台湾和可公司MT-300型触摸屏图形监控器为某厂组成一个多点加热模糊控制系统。系统为∑\(_{2}\)0×10即10行、20列、共200个加热点。
系统的硬件连接图见图3。MT-300型监控器有一个9.4英寸液晶显示屏,带电阻式触摸屏,能自动检测出触摸点并计算出具体位置值。有RS-232、RS-485和打印机接口,前二个用于和PLC及计算机连接;后者接打印机,实现MT-300的实时和离线数据打印。
MT-300还有随机的专用软件一“Easy Builder”,它可在微机上借助WINDOW软件开发所需的应用软件。开发采用菜单介面式,十分简易。介面开发后传入MT-300即可运行,无需任何专业设备。
MT-300能为C200HS提供所有的人工设定输入,包括动作执行按钮的输入、数据输入、模糊控制数值输入、电压占空比控制的PID参数输入等。MT-300还能显示C200HS中的实时控制状态和所有的温度值以及报警信号等。
系统的MT-300与C200HS是通过RS-232口连接的,连接距离为10m。系统的技术指标为:δ\(_{ji}\)调节范围:0℃~500℃,调节精度:±0.5℃。经实地使用后实测均达到技术要求,用户较为满意。作者联系电话:025-2207469。(章双满)