金属板材在剪切、冲压成型加工过程中,有时会出现二片以上金属板料重叠输入,造成刀具崩裂、模具损伤甚至损坏机床。
本文介绍的电子式金属叠片检测器,利用电磁学原理进行检测,能及时发现金属叠片输入,及时发出告警信号并切断机床或传送带的电源,保护刀具、模具和机床,适用于金属板料加工的自动流水线上。
工作原理
(1)工作原理和电路组成
金属叠片检测器是利用电涡流原理进行工作的。大家知道,金属板放在交变电磁场内会产生电涡流。涡流的大小与振荡频率f、金属板的导磁率μ、电阻率ρ、厚度d以及金属板和振荡线圈的距离x等参数有关。如果只有其中的一个参数发生变化,就可以根据涡流的大小来测定这个参数。
金属叠片检测器由一个主控制器和二个线圈组成。二个线圈中一个是发射线圈L1,一个是接收线圈L2。控制器中包括振荡、放大、检波、比较、输出以及电源电路,见图1。
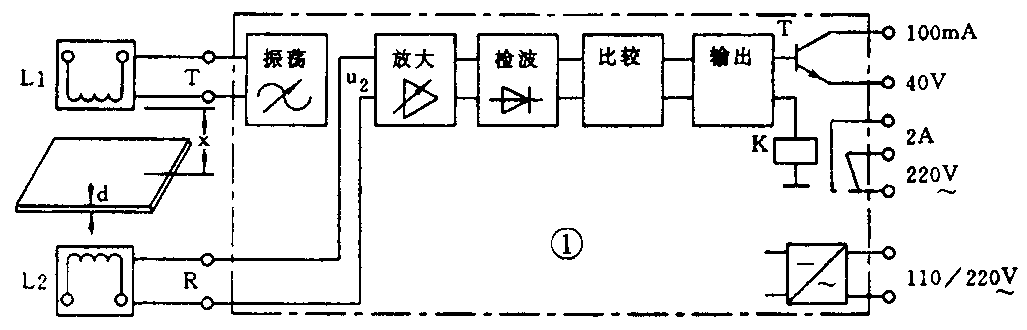
将线圈L1、L2分置在金属板通过路径的上下部位,构成检测区,使金属板在加工前先经过检测再进入剪切或模具加工工序。
当一片金属板进入检测区,并给发射线圈L1通入交流电流时,在线圈周围的空间就产生了一个交变磁场,并在金属板内产生涡流。涡流损耗磁场能量,使贯穿金属板的磁力线减少,但仍有一部分透过金属板到达接收线圈L2,使L2的两端产生感生电压U2。这个感生电压U2进入控制器,经放大、检波后送到比较器输入端。如果调整放大器的放大量使送到比较器输入端的电压略高于比较器的参考电平(或门限电平)时,比较器的输出就是低电平,使输出NPN管截止,输出控制继电器K不动作。这时长条指示灯显示绿色,表示工作正常。
在保持其它参数不变和放大量不变的条件下,一旦发生二片以上金属板进入检测区时,由于金属板厚度加大,电涡流加大,磁能损耗加大,透过金属板到达L2的磁力线也大大减弱。于是L2两端的感生电压U2也降低,经放大检波后送到比较器输入端的电压也降低到远低于参考电平,使比较器翻转输出高电平,输出NPN管导通,继电器K动作。长条指示灯显示红色表示告警。如果事先已把声光告警电路接入输出NPN管电路、把机床电源接入继电器的常闭接点,这时就能立即告警,并切断机床电源,保护了刀具、模具和机床。
(2)板厚和其它参数的关系
根据电磁场原理,透过金属板到达线圈L2的磁力线强弱和激励频率f、板的导磁率μ、电阻率ρ、厚度d以及板和线圈的距离x等参数有关。
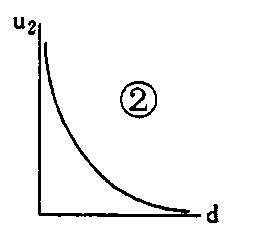
在线圈固定好以后,板和线圈的距离x就是不变的。在检测同一种材料时也可认为导磁率μ和电阻率ρ是不变的。在以上三个参数不变的条件下,感生电压U2和厚度d的关系见图2。可以看到,U2是随着d的增加按指数规律下降的。所以被检测的金属板越厚,放大器的放大量就应调得越高。
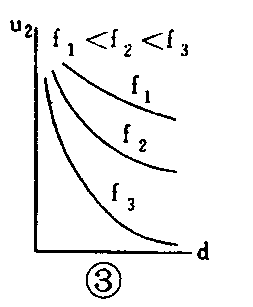
再看U2和激励频率f的关系,见图3。可以看到,在同样厚度的情况下,频率越高,磁能损耗越大,U2值越低。所以在检测不同厚度的同一种材料时,较厚的板材应该选用较低的频率。
最后,在距离x、频率f、厚度d不变的情况下,U2的数值还和金属材料的电磁性能有关:导磁率μ越高、电阻率ρ越低,涡流越大,磁能损耗越大,U2的值越低。所以使用时还要根据金属板材的性能来变换放大量:对导磁率高、电阻率低的铁质板材,一般应加大放大量;对铝、铜等非铁材料,因磁能损耗相对较小,放大量可以减小一点。
金属叠片检测器主要是按透射方式工作的。为了取得较高的透射效果,它的贯穿深度应该大,所以必须使用较低的激励频率,一般使用的都是音频范围。因此它是一种低频透射式涡流传感器。
性能介绍
KT-001型金属叠片检测器是一种非接触式的电子检测装置。能对0.1mm~5mm厚的铁、不锈钢、铝、铜(包括铜箔板)等各种金属板材、卷材作叠片检测。它的检测范围大、抗干扰能力强、不受油污等介质的影响。结构简单,安装调整方便,安全可靠。可用于金属板材加工机床或流水线上。
(1)主要技术性能
本检测器有DD-30(指检测头外径为30mm)和DD-18(外径18mm)两种。
①可检测材料:铁、不锈钢、铝、铜、黄铜等。
②可检测厚度:0.1~5mm。
③标准设定距离:30mm(DD-30型);20mm(DD-18型)。
④最小检测面积:50mm\(^{2}\)(DD-30型);30mm2(DD-18型)。
⑤响应时间:不大于50ms。
⑥输出:(a)晶体管输出:100mA,40V DC;(b)继电器输出:2A,220V AC。
⑦电源:110V/220V AC。
⑧检测头引线长度:标准线5m。
(2)控制器面板组成
KT—001型金属叠片检测器由一个控制器和二个检测头组成。检测头就是检测线圈,接到控制器“T”端就成为发射线圈,接到“R”端就成为接收线圈。
控制器有控制钮、指示灯和接线端子,面板示意图见图4。上部左侧为指示灯,有电源指示灯、叠片告警指示灯和一排条形单、双片指示灯。单片时指示绿色,双片时指示红色。上部中间为“厚度调节”(DISTANCE)大电位器。它是个多圈电位器,是调节放大量的。上部右侧为“灵敏度调节”(SENSITVITY)小电位器。它是调节发送端振荡频率的。上面标有“厚”(THICK)、“薄”(THIN)和1~5的刻度。标“厚”的一端是低频端,“薄”的一端是高频端。
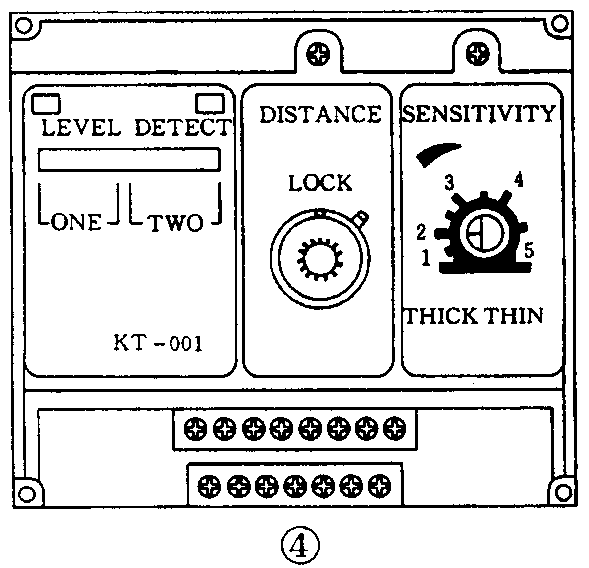
控制器下部有两层接线端子。上层是T、R端和输出NPN管接线端;下层是交流电源和输出继电器接点的接线端子。
叠片检测器的使用
(1)使用方法
①将两个检测线圈分别固定在金属板材通过途径的上下方。根据板材的厚度以及板材颤动的情况等条件选用DD-30或DD-18型检测头。
②将线圈分别接到控制器T、R端,接通220V交流电源。
③将小电位器拧到“1”,大电位器拧到零(逆时针拧到头)。
④将一片金属板材送入检测区。根据板材厚度和材料的质地,按说明书给出的表中所要求的位置去调节小电位器。例如0.5mm~2mm的铁板,小电位器应置于“3”上。
⑤顺时针拧动大电位器,使条形指示灯的绿灯部分点亮1~3格。
⑥再将2片金属板重叠送入检测区。这时条形指示灯的红灯部分点亮3~4格,右上角红色告警灯点亮,并可听到继电器动作的声音。
⑦反复试验几次,调整到动作准确无误。
⑧最后用卡销锁住大电位器。用手轻轻把卡销的钮顺时针拨动,听到“嗒”的一声表示大电位器已被锁住。
⑨按需要接上声光告警器件,把机床或传送带驱动电机电源接入继电器接点电路后就可正常使用。
(2)注意事项
①检测头的安装是保证工作稳定可靠的关键。一是必须牢固地固定住,二是位置要适中,要保证离板材的边缘有50mm以上的距离。
②控制器的电源线、检测头的引线最好敷设在专用的管道内,不能和其它动力线混装在同一管道内。必要时可以加屏蔽。
③如果有两对以上检测头平行安装时,必须按照说明书的规定,使两对检测头之间保持足够距离,以免相互干扰。作者联系电话:025-2207469。 (于鹤飞)