社会拥有量较大的京华JW-93型随身听,采用小型塑料机心。该机设计精巧,独具匠心,一改常规机心传动方式,用一条传动带驱动主导机构、盘心机构,实现录放音、倒带、快进功能。本文着重介绍该机心驱动原理和有关故障检修实例。
一、三种走带状态下的驱动原理
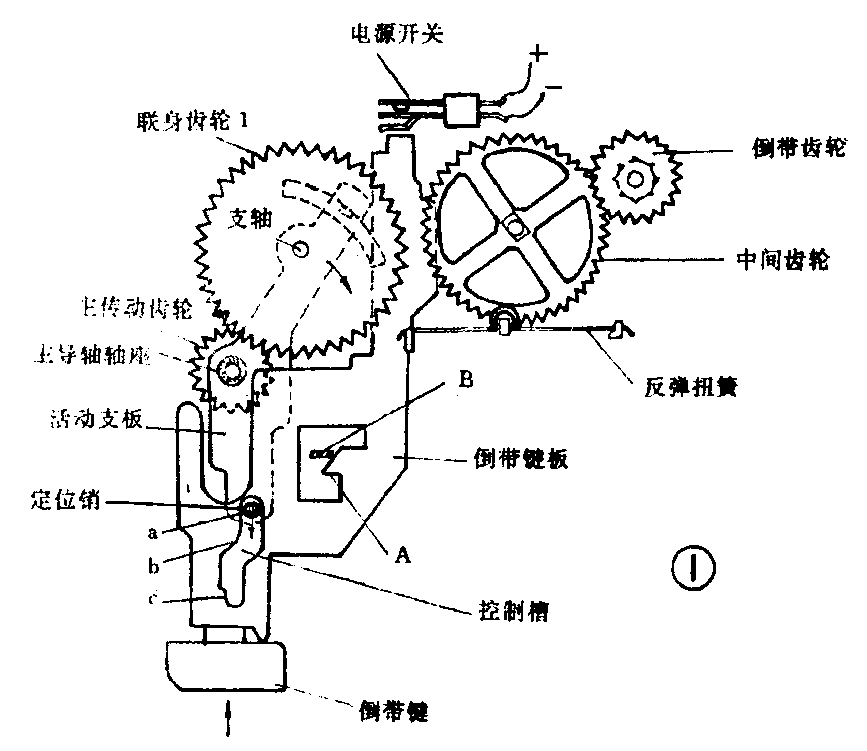
图1为该机心驱动机构结构原理图。电机通过一条传动带驱动飞轮、主导轴旋转。在塑料飞轮的上端面设有与其一体的主传动齿轮,主传动齿轮与联身齿轮1啮合,联身齿轮2和卷带齿轮构成长期啮合对。中间齿轮与倒带齿轮为长期啮合对。从图1中不难看出,该机心录放音和快进状态的传动路线完全一致。当按下放音键后,磁头滑板前进,接通电机电源,同时带动压带轮与主导轴压贴。固定在电机轴头上的传动轮驱动传动带,带动飞轮旋转,由主传动齿轮带动联身齿轮1转动,联身齿轮2带动卷带齿轮转动。主导轴驱动压带轮牵引磁带,卷带帽将牵引出的磁带及时统进带盒盘心。
快进时,只要按下快进键便可接通电机电源,这时磁头滑板、压带轮均不参与工作,此时只有主传动齿轮通过上述齿轮传递路线,将动力输送到卷带帽,使之绕带,实现快进功能。
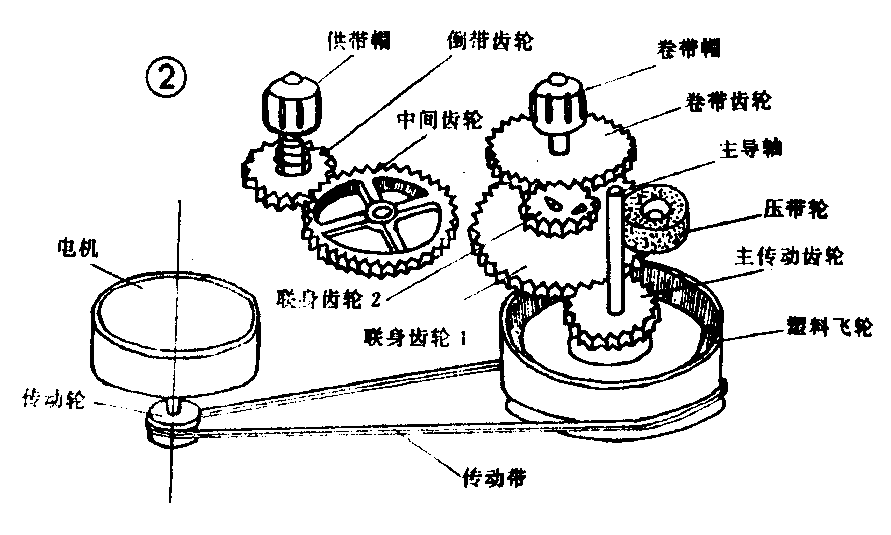
图2是倒带机构驱动简图。中间齿轮与倒带齿轮始终处于长期啮合状态。活动支板安装在倒带键板下部,并套在主导轴轴座上。活动支板另一端设有支轴,上面安装着联身齿轮。倒带键板上的控制槽套在与活动支板一体的定位销上。当推动倒带键时,倒带键板向图2所示的上方移动,同时控制槽所设置的曲面由a~b~c依次经过定位销,迫使定位销带动活动支板绕主导轴轴座向图2所示的右方摆动,当控制槽c面到达定位销后,联身齿轮1恰好与中间齿轮啮合到位,与此同时倒带键接通电源开关,由主传动齿轮带动联身齿轮1,驱动中间齿轮、倒带齿轮,使供带帽顺向旋转。倒带键板上的A与锁键板上的B处自锁定位,实现倒带功能。
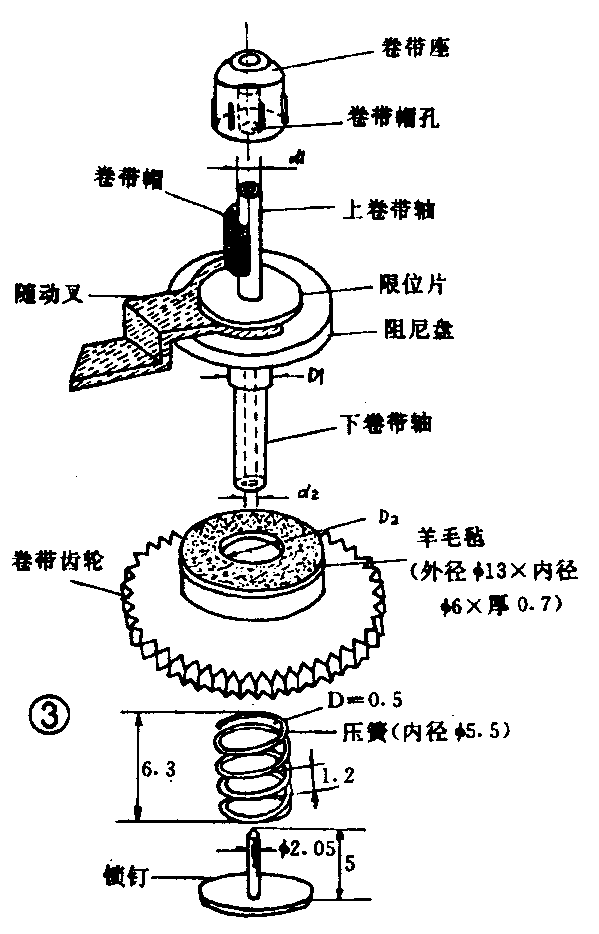
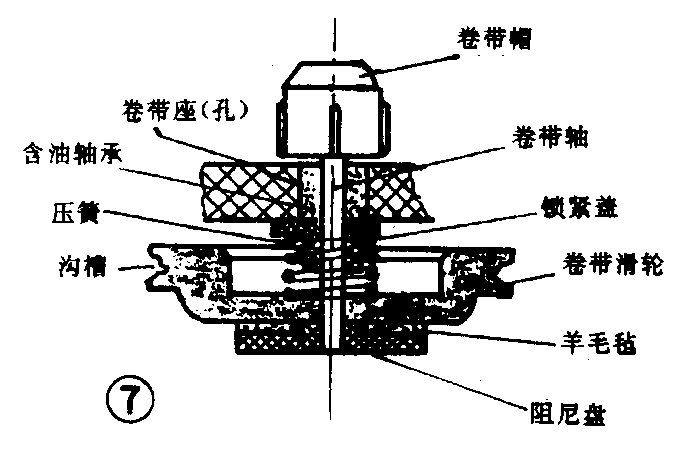
该机心录放音时的摩擦打滑机构设在卷带齿轮内部,其结构如图3所示。阻尼盘安装在卷带轴上与其构成一体,随动叉插在阻尼盘与限位片之间,互为摩擦对。只要轻轻拨动随动叉,卷带齿轮便随之转动。羊毛毡粘贴在卷带齿轮的端面上,卷带齿轮D\(_{2}\)孔与卷带轴D1滑动配合,压簧压在卷带齿轮端面,锁钉端面推压压簧,其2.05轴压入卷带轴孔d\(_{2}\)内紧配合。上卷带轴d1装入卷带座与其滑动配合,卷带帽孔压入d\(_{1}\)轴与其一体。当盘心卷径发生变化时,羊毛毡与阻尼盘便发生摩擦打滑,使卷带帽始终保持均匀绕带。
二、二种走带状态下均能实现自动停机
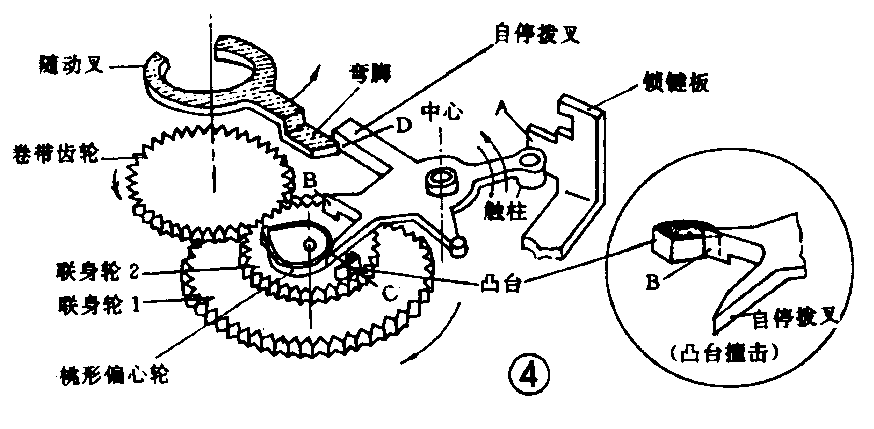
图4为该机自停机构结构原理图。由于该机心录放音、快进传动路线完全一致,因此设置在其间的自停机构可以实现这两种走带终了时的自动停机。前已述明,夹持在阻尼盘与限位片之间的随动叉,当卷带齿轮旋转后,其随动叉便随之转动。并保持着向逆时针旋转的趋势。由于随动叉带有弯脚,弯脚始终挡住自停拨叉的D处,由于录放音或快进状态下,卷带齿轮均为逆时针旋转,因此,随动叉的弯脚对自停拨叉D总是施加一定的推力,使自停拨叉绕其中心倾向受力,自停拨叉的C面贴合于桃形凸轮外缘,桃形凸轮每转一周,通过其偏心作用推起自停拨叉C处一次,使之沿凸轮外缘轨迹运行。这时的自停拨叉尖角B远离自停凸台,走带机构处于正常的录放音或快进状态。当供带盘磁带运行至终了后,卷带帽首先停止转动,随动叉失去对自停拨叉的约束力,在桃形凸轮最大升程(桃尖处)将自停拨叉顶起后,其C处脱离凸轮外缘,自停拨叉停止摆动,尖角B正好处于自停凸台运转半径之内,当凸台与B处撞击后(图4),自停拨叉绕中心逆向偏转,由于自停拨叉上的触柱与锁键板A相接,使之带动锁键板右移,打开录放音或快进按键上的锁片,按键自动复位、自动停机。
三、故障检修实例
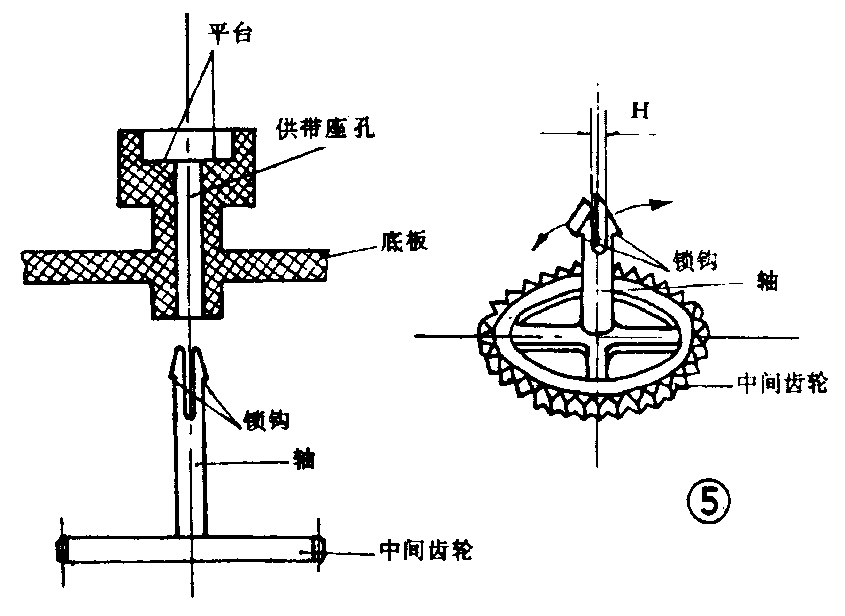
1、倒带失灵。按下倒带键后不能实现倒带功能,此时仍能聆听到传动齿轮啮合声,但供带帽不转。拆开机器后发现中间齿轮脱落,说明故障由此产生。该传动齿轮轴与齿轮属一体注塑成型件,轴端设有锁钩,其中心开有隔离槽H(见图5),锁钩略大于轴和供带座孔的尺寸,装配时轴头对正孔下按,锁钩向隔离槽收缩,轴可入孔,待锁钩到达平台面时达到自锁,使中间齿轮不致脱落。经对脱落的中间齿轮重新安装后,倒带正常,但使用一段后又出现上述故障现象。为使倒带工作可靠,锁钩不再次顺轴孔下滑,用一暖风机吹烤锁钩,并向图5所示箭头方向掰调,使H处加大(强制变形增加锁钩弹性),经检修后重新装复使用,故障彻底排除。
2、卷带帽绕带无力,呈断续性绕带,放出的声音含混不清。检修时可采用两种方法试调:(1)增大摩擦打滑机构中的压簧压力(图3)。将压簧拆下测量,如自由长度小于6.3毫米,应将其拉长至要求尺寸,然后装机再试,若工作一段时间又出故障现象,再次拆下压簧,若长度尺寸发生变化,说明压簧失效,应参照图3有关尺寸配制或自制。(2)如果不是压簧有问题,则可能是图3中锁钉Φ2.05轴尺寸缩小或阻尼盘中的d\(_{2}\)内孔变旷,只要其中一处发生变化,锁钉轴与孔就会改变配合状态,压簧受力时锁钉就会稍稍退出,尽管锁钉不致脱落,但压簧对羊毛毡正压力却大大变小,造成故障,应重新更换或配制锁钉。若一时不能选配,可用钳子夹持锁钉轴端,用力夹1~2下,使轴头产生塑性变形,当轴压入d2孔时,就不会再产生松动现象,故障便可排除。
3、自停机构失灵。无论是录放音或是快进工作状态,只要开机便产生自停动作。从故障现象说明,这是因安装在阻尼盘与限位片之间的随动叉(图3、图4)配合间隙过大所致。当卷带帽转动后,由于阻尼盘与限位片之间应具有的摩擦力消失,尽管阻尼盘仍向逆时针方向转动,但不能带动随动叉使其对自停拨叉D施加压力(图4),随动叉停留某处,自停拨叉也停止了摆动,于是便发生了不应当自停的自停动作。检修时,先将随动叉拆下,沿其配合面均匀涂抹一层阻尼脂,如果手感随动叉与其配合处有间隙,应更换新的随动叉,也可采取补救措施,用尖型冲头在其配合面处均匀冲出些小麻点,以弥补随动叉与阻尼盘配合面之间的旷动间隙,然后涂抹阻尼脂。这样处理后故障现象消失。
四、典型故障的检修实例
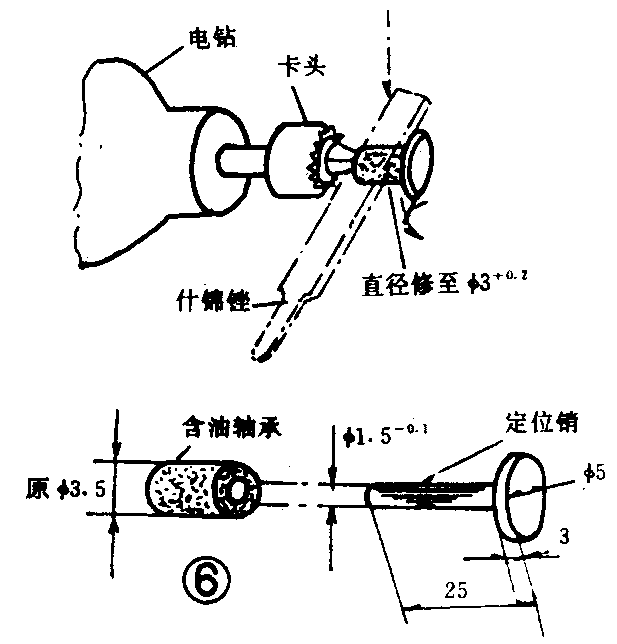
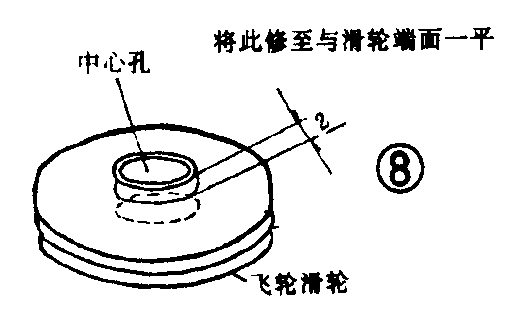
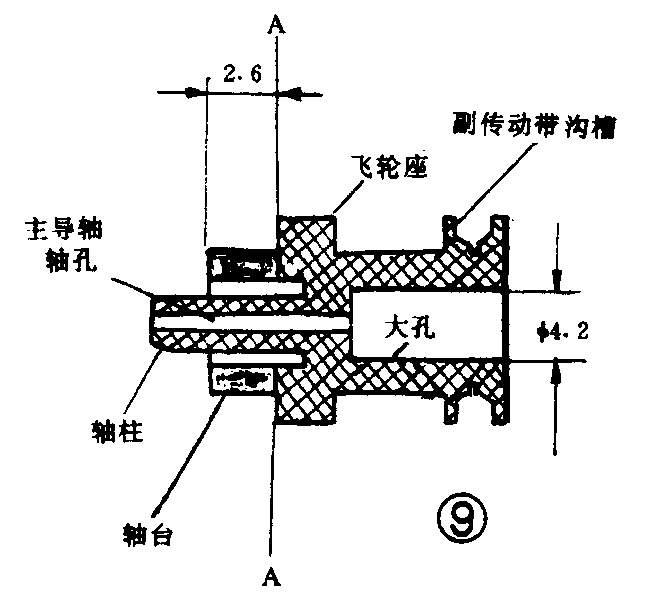
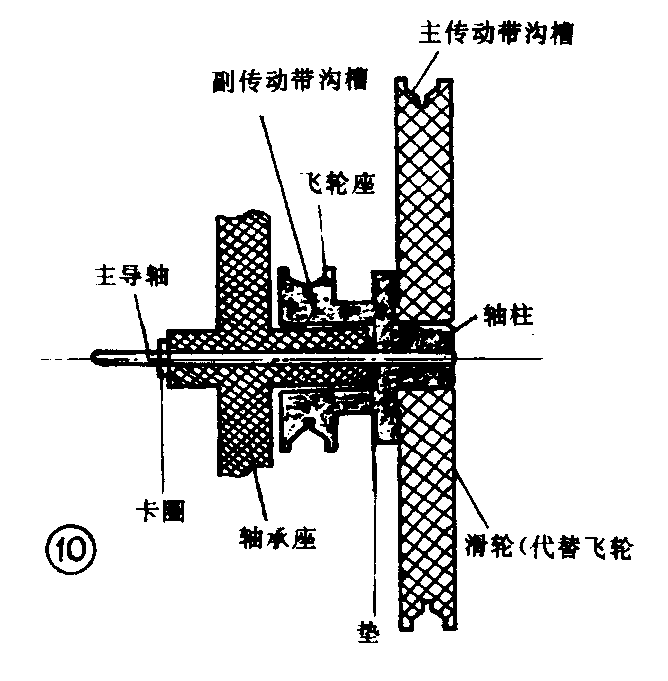
在该机心检修中,曾有这样一例故障。据用户介绍,随身听摔到地下后再放音时就出现“咔嗒—咔嗒”声,且伴有周期性的停止走带现象,不能正常录放音。笔者拆机后发现卷带齿轮摔掉2个齿牙,说明故障由此产生,应更换卷带齿轮。在一时选不到原机卷带齿轮的情况下,选择TN-6C机心摩擦打滑机构、飞轮滑轮、飞轮座、副传动带;选TN-33Z机心中的离合器含油轴承,用重新设计传动方式的办法,使该机实现了正常录放音等功能。具体改进办法是:(1)将被修机心中的摩擦打滑机构按图3拆除,将各零部件妥善保管。对保留在机心衬板上的卷带座进行测量,其内孔为Φ3毫米。由于TN-6C机心卷带轴为Φ1.5毫米(见《无线电》 1994第8期),若与该机配合旷量太大,不能工作。应设法将卷带座孔内压入一轴套。经选择配件,认定TN-33Z机心离合器中的含油轴承内孔与TN-6C卷带轴配装正好为滑动配合,但由于含油轴承外径为Φ3.5毫米,欲想压入被修机心卷带座,必须让其外径达到Φ3\(^{+}\)0.2毫米才能配装入座。我们配制一个如图6所示的定位销,插入轴承孔内,将定位销夹紧在电钻卡头上,用什锦锉贴压轴承外缘,开动电钻进行加工(图6)。边加工边随时测量外径,至规定尺寸(Φ3+0.2)为止。将含油轴承压入机心卷带座孔内(图7),然后改变TN-6C摩擦打滑机构零件的装配方向,按图7所示装成。(2)由于受该随身听结构所限,原机心飞轮不能与新配制的卷带机构联合使用,故将其拆下妥善保管。选TN-6C机心的飞轮滑轮(与被修机心飞轮直径一致),将高度2毫米的轴台修平(图8)。再选TN-6C机心的飞轮座,用什锦锉沿其圆周将2.6毫米的轴台修平至A面(图9),使飞轮座的轴柱完全能压入飞轮滑轮的中心孔内。再沿飞轮座大孔修到Φ4.2毫米(使被修机心轴承座与大孔留有间隙)。(3)将飞轮座的轴柱压入飞轮滑轮中心孔,再将主导轴压入中心孔(边压边检测主导轴卡圈位置,至合适为止),套上TN-6C副传动带,将已装好的主导轴飞轮组插入被修机心轴承座内,装好主导轴卡圈(图10)。(4)将TN-6C机心的副传动带一端套入飞轮座沟槽,另一端套入卷带滑轮沟槽。主传动带一端套在飞轮滑轮上,另一端套在电机传动轮上。
经上述改变传动方式后,被修机心完全恢复正常录放音、快进功能。待选配到原机心卷带齿轮后,将上述零件依次拆除,把已保存起来的零件重新装复。通过这一检修实例,我们体会到,检修人员只要认真对曾检修过的机心类比、分析、精心测量,对故障性质正确判断,利用现有可选配件条件,可大大拓宽检修思路,为检修各类机器奠定基础。(李敦信 邬竹芬)