具有全自停机构的配套机心,能在放音、快进、倒带三种走带状态下实现带终自动停机。目前这类机心已普遍应用在中高档组合音响设备中。本文仅以笔者曾检修过的几种机型为例,介绍其配套机心全自停机构原理及故障维修方法,以供维修部门及广大用户维修这类机心时参考。
一、牡丹MB—214、海燕6618、海燕6609型双卡机组合音响全自停机构原理与维修
1.结构原理:图1是所配套机心的全自停机构结构原理图。只要接通机心电源,自停齿轮便连续旋转。自停齿轮的上端面设有偏心凸轮和自停用的凸台。在正常走带状态下,摆杆一体的随动销1受其扭簧扭力的作用始终与偏心凸轮外线接触,由偏心凸轮外线推动随动销1沿凸轮外线运动。由于凸轮的偏心作用,带动摆杆绕支撑轴B左右摆动,与此同时,固定在摆杆上的销2在摆杆的带动下沿解除臂C~a面来回移动。因此,只要机心驱动机构转动,摆杆便按上述规律摆动。由于卷带轮下端面与传感器之间具有摩擦作用,使传感器存在着与卷带轮同方向旋转的趋势,因而无论是卷带轮顺时针转动(倒带状态下)还是逆时针转动(录、放音快进状态下),与传感器一体的销3和销4必有一个始终拨动摆杆的G或H点,以保证随动销1贴靠凸轮外缘,这样就限制了摆杆的摆动范围。当录、放音或倒带、快进带终时,卷带轮首先停止转动,这时传感器与卷带轮的摩擦动力终止,销3和销4对摆杆不再起限制作用,摆杆的活动范围加大,当偏心凸轮运动到最高升程点后,随动销1完全脱离凸轮偏心外缘,使其进入自停凸台的回转圈之内(图1所示状态),自停齿轮的旋转力矩使凸台与随动销1相互撞击,于是摆杆绕支撑轴B顺时针转动,同时销2拉动解除臂,使之绕其轴A逆时针转动一个角度,利用杠杆作用,将锁键板推向图1所示的右边,释放功能按键,实现自动停机。
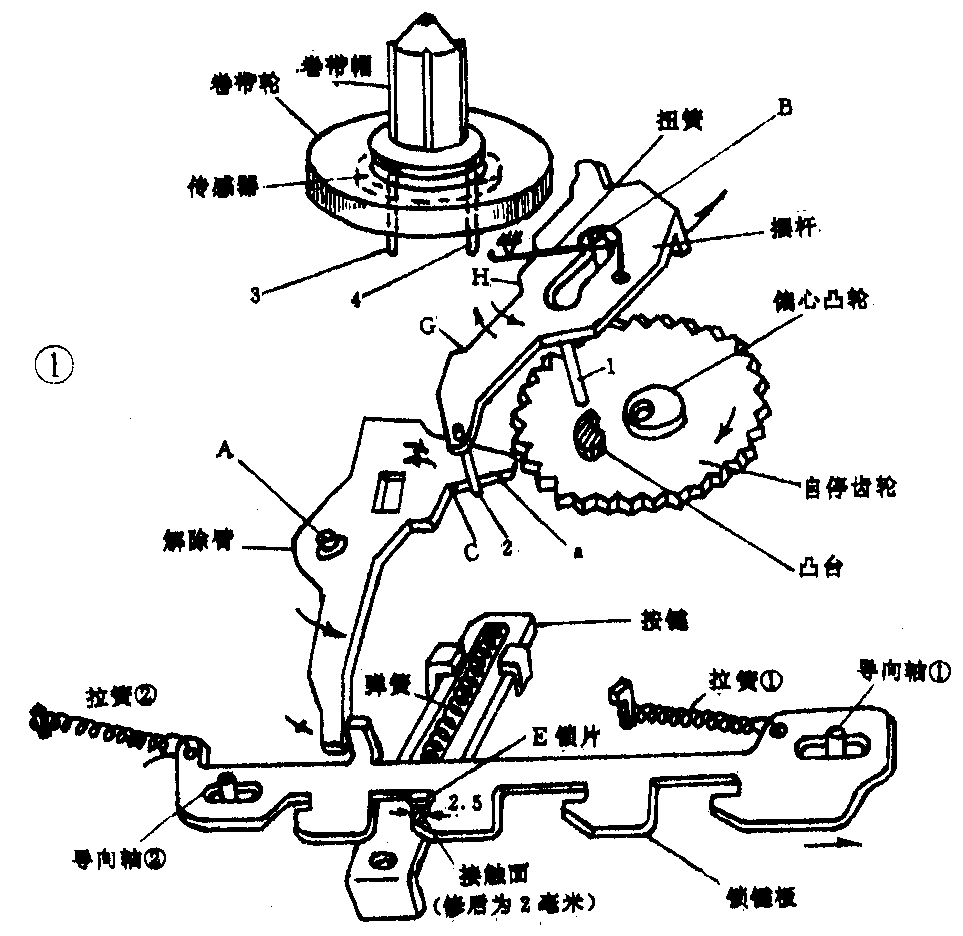
2.故障检修:(1)快进、倒带状态下磁带运行终了可以自动停机,但放音状态下自停机构不可靠。有时能自停,有时不能自停。由于该机构自停时,在卷带轮停转的瞬间其摆杆上的销1暂处静止状态。当自停凸台撞击销1后,摆杆上的销2便克服锁键板拉簧及其配合部位的摩擦阻力而向右移动,释放放音键锁片E(图1),使放音键在其弹簧作用下复位,实现自动停机。如果产生不自停故障,应重点对锁键板摩擦部位进行检修,以尽量减小锁键板的右移阻力。可用手指推试锁键板右移,若手感阻滞或阻力过大,说明解除臂传递力小于锁键板摩擦阻力,致使自停时凸台与销1互卡,而这时的传动系统仍处于空转且自停滑轮上的小传动带在无为的磨损(图1中未画出)。首先拆下锁键板,用小锉仔细清除其导向部位(即导向轴1、2配合处)斑点或毛刺,再向摩擦部位涂少量润滑脂。最后稍稍将拉簧①、②拉力调小些,故障亦即排除。(2)录音状态下,当磁带运行至终了后,录、放卡机心上的录音键可以自动复位,但放音键仍静止不动,不能自动断电停机。从故障现象分析,自停时的传递动力已传到解除臂,但解除臂推动锁键板右移距离却远未到位,因此只能释放录音键。由于锁键板锁住放音键E的横向接触面较录音键大(为2.5毫米),当自停机构的驱动部件配合失当,或锁键板右移遇有较大阻力时,锁键板的移动量便受到限制,造成上述故障现象。在一时不能更换自停零件的情况下,检修这种故障的最简捷的方法是:拆下锁键板,将其对应放音键E处的横向接触面修锉掉0.5毫米,即由原2.5变成2毫米(图1)。这样即可减小锁键板的移动距离和阻力,也能做到自停时录、放音按键顺利同时复位。(3)放音状态下供带盘磁带终了后,自停机构不发生任何动作。不能自动停机。这属于自停机构的综合性故障。修理经验证明,除借助于上述方法检修外,还必须对放音键与录、放板之间勾挂的作用簧的拉力进行调整。选用拉力计(或弹簧秤)按该簧工作时的作用伸长测量,如拉力大于500克,应调到500克以下。然后再调压带轮压力至300~350克。经这样调整可大大减轻放音键锁点E对锁键板横向接触面的正压力,降低自停机构负荷,使故障排除。(4)三种正常走带状态下发生中途自停故障,自停机构失灵。从该机自停机构原理可知,当供、卷带轮停止转动时便可发出自停“指令”,机构便产生自停动作。因此,遇有中途自停故障,检修着眼点应在卷、供带轮本身。可一手捏住卷带帽,另一手手指轻轻拨动传感器销3、4,若手感转动过紧,说明卷带轮与传感器压配力过大,应重新拆卸清洗后调整。若不属此故障,应手试供带帽,消除供带轮下异物或刮掉轮面飞边(或毛利)。只要供、卷带轮转动灵活,说明故障已经排除。(5)快进、倒带、放音状态下,当磁带走至尽头后均不能自动停机。应观察自停齿轮下面的传动滑轮运转情况,如果传动滑轮转转停停,说明驱动滑轮的传动带发生打滑。应更换一个比原直径大2毫米的滑轮,这样一方面增大了传动带的包角,另一方面增大了传动带预张力。当然也可更换一条比原直径小1~1.5毫米的传动带。这两种办法,均可杜绝故障的再发生。
二、爱华ACM333、三洋GXT810、小霸王1000型组合音响全自停机构原理与维修
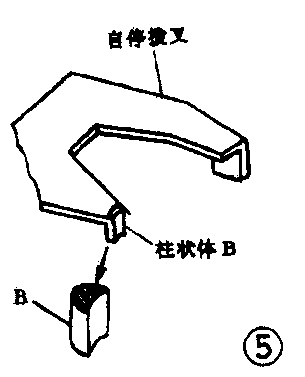
1.结构原理:图2是配套机心全自停机构结构原理图。该机构中的自停齿轮担负着双重任务,录、放音状态下为盘心驱动机构提供动力源。在磁带运行至终了时,又充当自停机构的角色。在非自停状态下,与卷带齿轮同一轴组装在一起的挡叉(图3),由于卷带齿轮与其部件压装后,其间具有规定的摩擦力,使挡叉存在着与卷带齿轮旋转方向一致的转矩,因此无论卷带齿轮逆转还是顺转,挡叉上的柱头始终是贴压在自停拨叉斜边A上(两柱头总有一个与其接触),见图2。这样,自停拨叉在其下部扭簧和挡叉柱头推动下,使自停拨叉上的柱状体B紧靠自停齿轮的内壁运动,机心呈正常走带状态。如图2所示的自停臂,是传递自停动力的主要部件,为将此图展示清楚,该图是将这部分断开画出的,它的真实结构和装配关系如图4所示。自停臂左边的大圆孔,套在主导轴轴承座的外圆上,与其为同一圆心,自停齿轮中心设有与其一体的凸轮。自停拨叉上设有与其一体的轴D(图2),它安装在机心底板孔内,可自由转动,只要自停拨叉摆动,其轴D便左右回转。自停拨叉另一端设有带弧形凹糟的柱状体B(图5)。正常走带时,柱状体B圆弧面始终贴合自停齿轮内壁运动。这时自停齿轮内的凸轮上的凸销不与柱状体相碰。
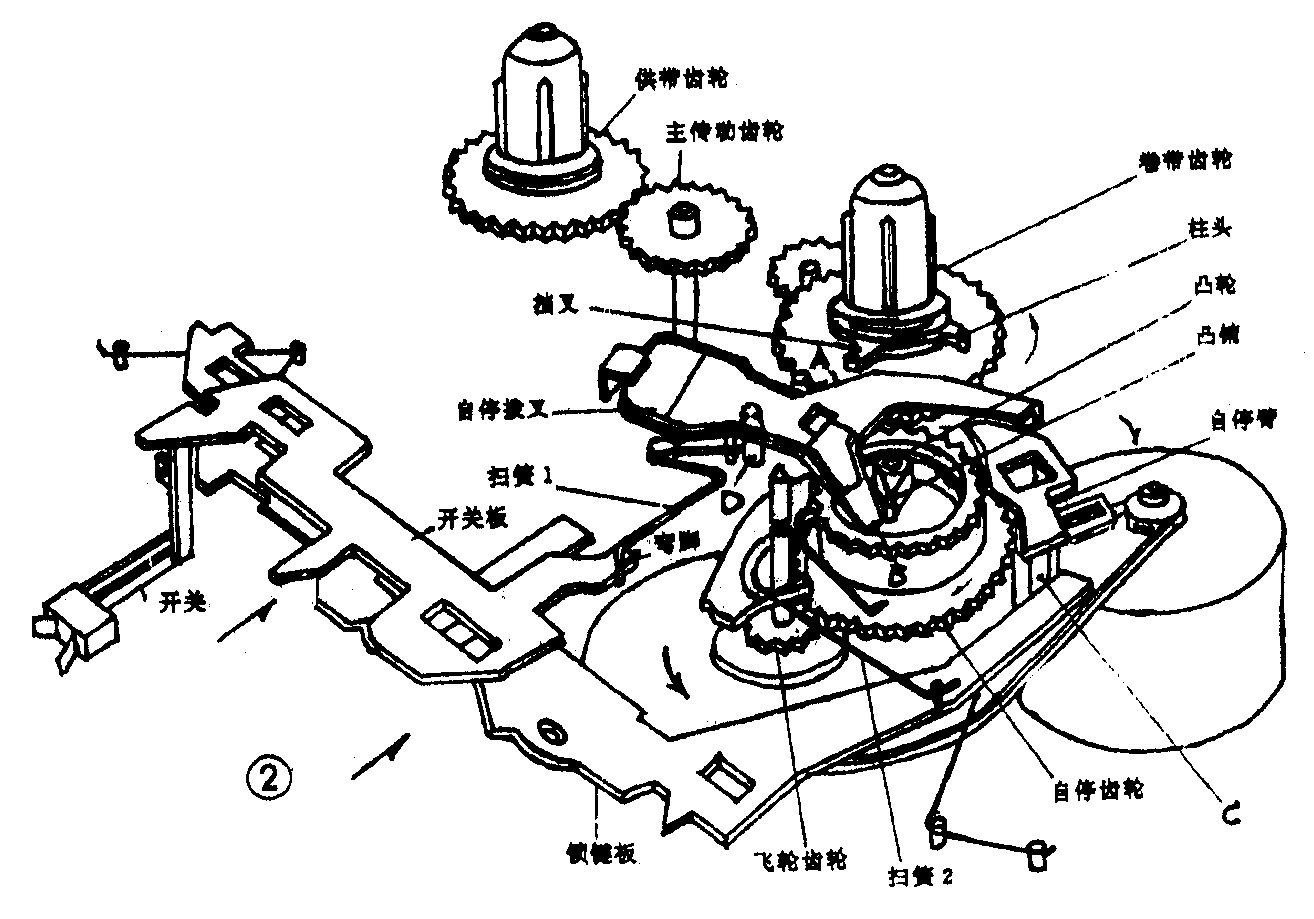
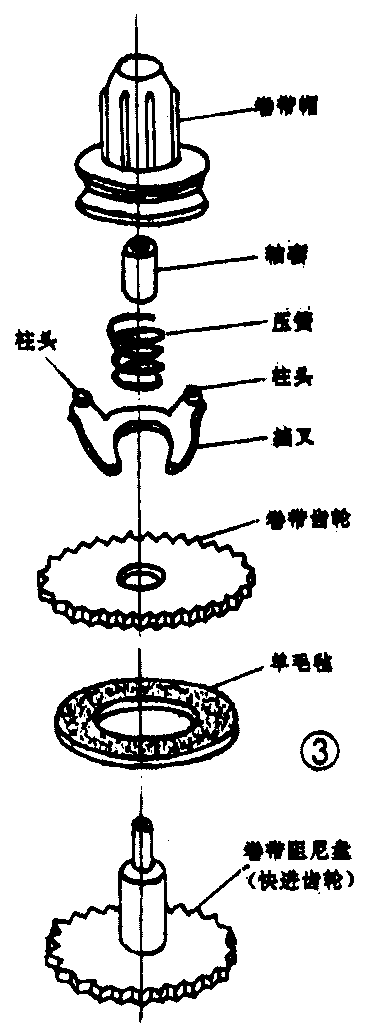
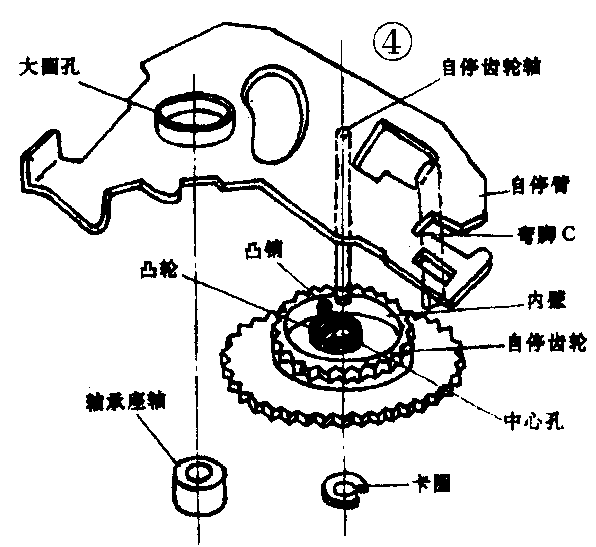
无论是在录、放音还是在倒带、快进状态下,磁带运行终了后,卷带帽总是先停转(图3),使自停挡叉失去动力,这时挡叉也就失去了对自停拨叉的约束力,柱状体B不再紧密贴合自停齿轮内壁,自停拨叉在其扭簧力作用下逆转一角度,于是柱状体B进入凸销的运动路径之内,B与凸销相碰,自停齿轮停转。由于此时飞轮齿轮仍与自停齿轮啮合,致使自停臂绕轴承座轴顺时针转一角度,由于自停臂冲裁出与其一体的弯脚C,弯脚C长期与锁键板相接,于是C处拨动锁键板,使其打开录、放音或快进、倒带按键的锁点,实现自动停机。
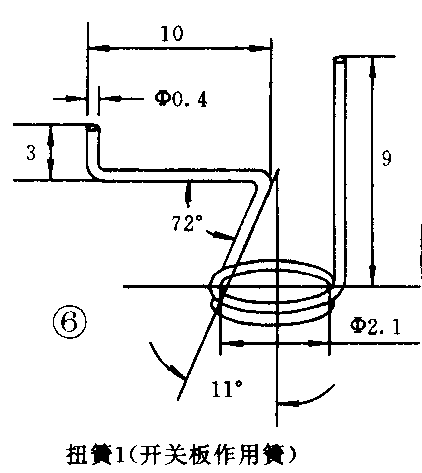
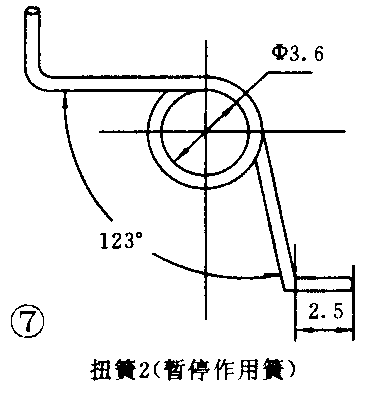
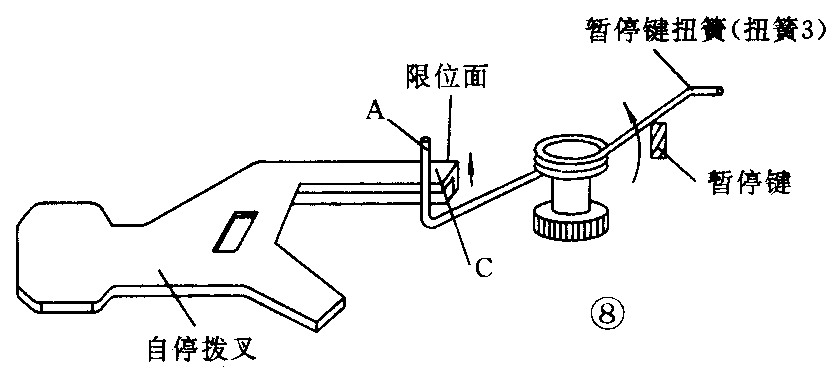
2.故障检修:(1)录、放音、快进、倒带状态下,磁带运行至终了后不能自动停机。产生故障的原因是扭簧1、2作用角度发生变化(图2),使之对各自配合部件不起作用。应按图6、图7校正这两种扭簧的作用角度,只要达到图示要求,故障即可解决。(2)按下放音键进行放音后,刚刚走带便自动停机。此故障的主要原因是自停齿轮与卷带齿轮没有正确啮合所致。由于自停臂上翘变形,使其运动阻滞,当推下放音键后自停臂受阻而停留某处,自停齿轮旋转后与自停叉刚好撞击,产生自停。解决办法,将自停臂拆下置于平坦处认真矫直校平,重新装机后,故障即可排除。(3)在快速进带倒带、录放音状态下,磁带并未运行终了就自动停机。产生这种故障的原因,大多是自停拨叉下面摩擦部位留有毛刺,使自停拨叉摆动时产生运动阻力,扭簧1克服不了自停拨叉的阻力,使其不能摆动,造成自停机构失灵。检修方法,将自停拨叉拆下对其配合面清洁处理,并用细砂布打磨掉毛刺即可。(4)在未装磁带状态下,只要接通机心电源,自停机构发出“咔咔”声。该故障的原因属扭簧1的弯脚脱离开关板所造成。此状态下的扭簧1的作用力几乎为零,使其不再对自停拨叉起复位作用,自停齿轮旋转后自停拨叉不能随之摆动,因而自停齿轮每转一周凸销就碰撞自停拨叉B处一次,发出“咔咔”声。可用镊子夹持扭簧1弯脚别入图2所示位置即可。(5)录放音状态下操纵暂停键,自停机构产生自停动作。遇此故障,应检查暂停作用扭簧是否离开自停拨叉的限位面,如离开限位面,其扭簧力不再对自停拨叉起作用(图8),当凸轮推起自停拨叉B处后,因扭簧作用力消失,自停拨叉停止在凸轮开程的最高点,当凸轮再次转动过来后,其凸销撞击B处产生自停动作。解决该故障的方法是,用镊子夹住扭簧A端(图8),将其卡入自停拨叉的限位面上。故障亦即排除。(李敦信)