深圳联创电子有限公司产EEC系列、广东产ANDS系列收音机,以音质好、接收频道多、带电视伴音、便携等特点颇受人们喜爱。然而,美中不足的是这类机子使用日久后,其拉线常出毛病,或者松滑、或是绕死、拉断,均造成不能调谐无法收音,送到修理部常因费时利小而不接修,好端端的机子被束之高阁难以发挥作用,实为憾事。笔者帮同志修了多台,有点收获,现介绍给大家,自己动手修理,可使机子完好如初。
一、故障分析
这类机子的机壳为压制方便,其拉线均采用在拉线盘、塑柱、转轴上直接摩擦完成调谐,这种方式的拉线使用时间久了,拉线会变长、松散,摩擦力减小,造成在调谐转轴上打滑。若仅是这点,那么给转轴上撒点松香粉问题就可解决,而事实上并不是这么简单。通过仔细观察发现:机中调谐轴旁的塑柱(下面图中编号④),为防止拉线滑脱都将柱端用热烙铁烫制成端面,端面的内侧难以光滑。松散的拉线此时已不在塑柱小槽内,而在槽棱和不光滑的端面内侧摩擦,造成阻力增大,致使拉线在转轴上打滑。加之,松散后的拉线变粗,使塑柱拉线摆动行程相应变短,造成拉线在调谐轴上互相叠压,又使拉线绕死、拉断。
二、故障修理
开始,笔者先将塑柱④(见图2)的内侧面用细砂纸打光,想换上原型号或和原拉线一般细的拉线,然而市场上无法找到,只好换上比原拉线粗的一般拉线。结果,仅用了一天,又出现了绕死故障。可见,关键在于解决用一般拉线在塑柱④上摆动行程短的问题,决定对塑柱④进行改制。
1.塑柱改制
1)取一大号元珠笔笔芯,将笔头拿下备用。
2)去掉原塑柱④保证塑柱与塑体连接面的光滑。
3)在塑柱④原位置处钻一比笔头粗处略细的圆孔。
4)改制笔头(见图1)。
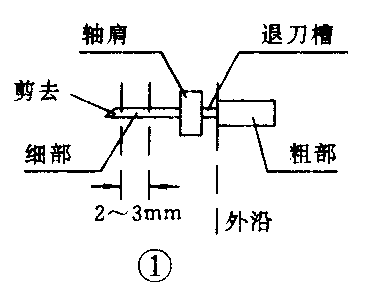
定长度:将笔头退刀槽外沿与塑体外侧面对齐,其细部能进入方孔内的塑体2—3mm处,多余的细部剪掉。
改制:将细部头2—3mm用手钳夹扁,轴肩部用钳口夹一圈平行条纹。
5)将改制好的笔头细部插入钻好的圆孔内,使细部夹扁部分垂直塑体,用20W热烙铁头垂直压住笔头粗端,进入塑体部分以退刀槽外沿为限。拿掉烙铁,冷却后笔头就牢牢固定在原塑柱处,塑柱的改制就完成了。
改制后,笔头的粗部比原塑柱长点,拉线的摆动行程加大,且刚好放入机壳。既解决了一般拉线的叠压问题,又免受原拉线难寻之苦。
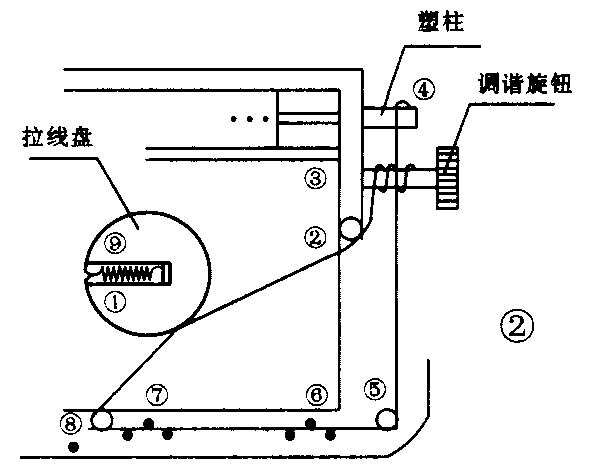
2.绕线(见图2)
1)拉线盘朝上,并逆旋到底。
2)将拉簧头两圈处用尖镊子夹开,拉线的一头从簧中心穿入,再从此处穿出10厘米左右后,打一结。
3)将簧拉伸吃力,沿①、②在调谐轴③上顺绕3圈,从改制好金属柱④下面绕上来,再经塑柱⑤、⑥、⑦、⑧拉紧,用一指按住拉线。
4)将线头经①②段线的下面绕在拉线盘口⑨处拉紧,松开接线手指和前面所留10厘米拉线头打结扎紧,剪断多余拉线。
3.对指针
拉线盘逆旋到底的位置正是调谐电容器容量最大处。在塑柱⑤附近的拉线上夹固指针,装上刻度板面,通电调出中央台第一套中波540千周节目后,将拉线固定,用镊子拨动指针在拉线上的位置,使指针对准板面上540千周刻度线。再反复旋动调谐旋钮,检查无误后装盒固定。
三、注意问题
1.在原塑柱④位置处钻孔,切忌孔径不可过大、过小。过大或等于笔头粗部,无法将改制好的笔头固定在塑体上;过小,在用烙铁烫压时因需力大会使塑体面变形。
2.在热烫固定改制好的笔头时,一定要与塑体面垂直装正,热烫时间、压力大小要把握好,防止压过退刀槽外沿,使摆动行程变短,造成拉线叠压或滑脱;压不到外沿时,会使柱体过长,机心装不进机壳。(苏玉祥)