一些组合音响选配TN-21SW型连体机心为其走带机构,现将该机心典型故障的检修方法介绍如下:
一、驱动机构的传动原理
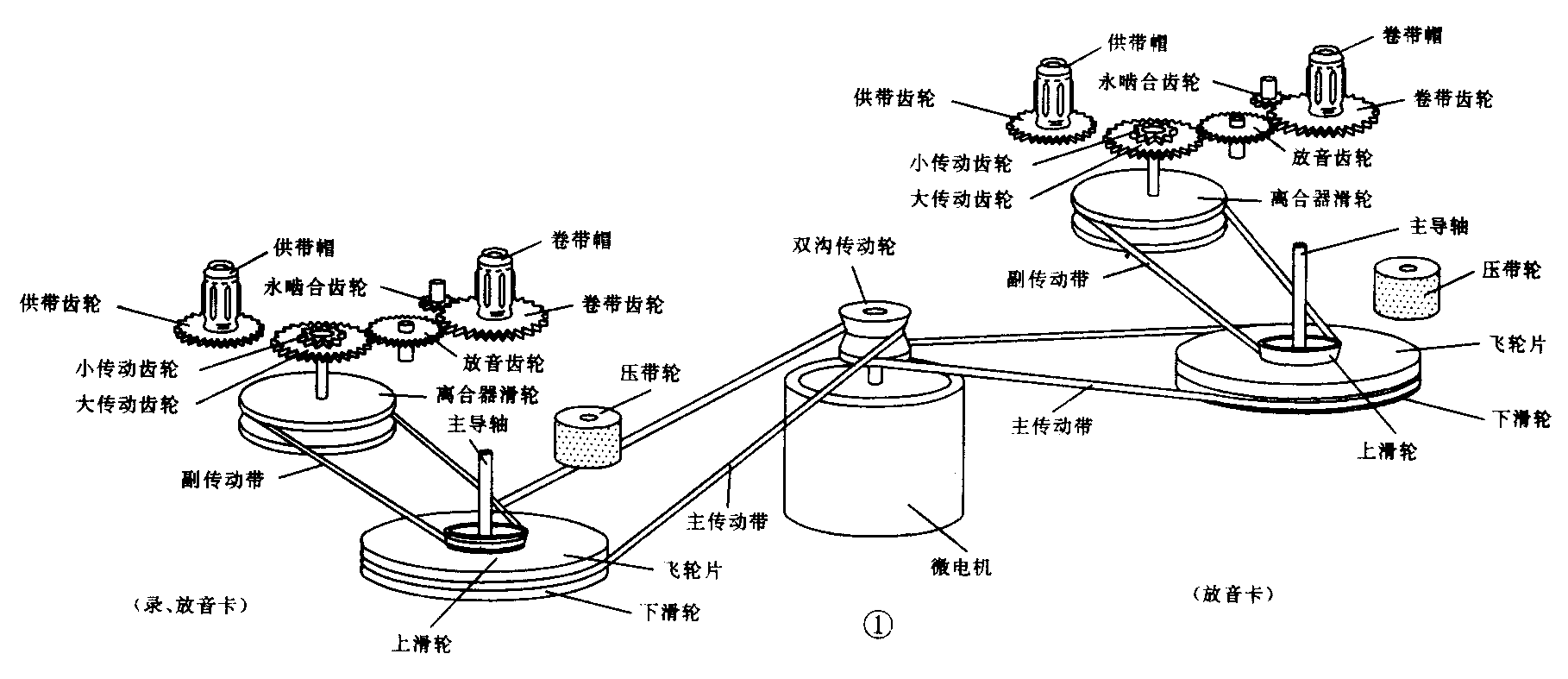
图1为该机心驱动机构立体简图。微电机安装在连接板上,连接板分别固定在主、副卡的底板上。双槽沟的传动轮压装在电机轴上,上边分别套有主、副卡机心的主传动带。在录、放音状态时,压带轮压向主导轴,电机传动轮通过主传动带,同时驱动录、放音卡和放音卡上的飞轮逆时针转动(飞轮片与上、下滑轮压装成一体)。由于副传动带一端套在上滑轮槽内,一端套在离合器滑轮槽内,在微电机驱动下,离合器滑轮及其同轴的大小传动齿轮也随之旋转。当录、放音卡进行放音时,放音齿轮、卷带齿轮、小传动齿轮处于啮合(大小传动齿轮为一体的联身齿轮),把动力传到卷带轮,使其逆转,将压带轮主导轴驱动过来的磁带及时绕过带盒内。若放音卡进行放音,其驱动原理与上述相同。两个卡的快速绕带工作,均由各卡上的大传动齿轮传递动力。快进状态时,大传动齿轮逆时针旋转,大传动齿轮与永啮合齿轮啮合,永啮合齿轮与快进齿轮啮合(卷带齿轮下面的齿轮图中未画出),将动力输送到与快进齿轮一体的卷带帽,使之高速逆转,即完成快速绕带工作。快速倒带时,大传动齿轮直接与供带齿轮啮合,动力输送给供带帽,使之高速顺时针转动,完成倒带工作。
二、绞带故障的判断与检修方法
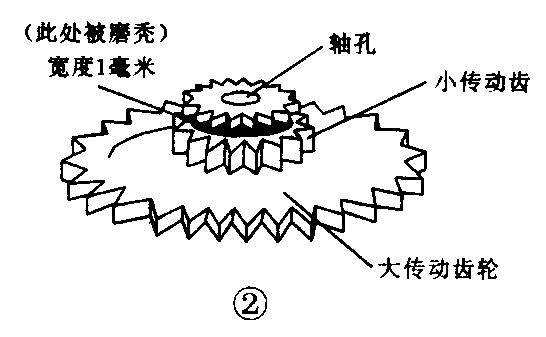
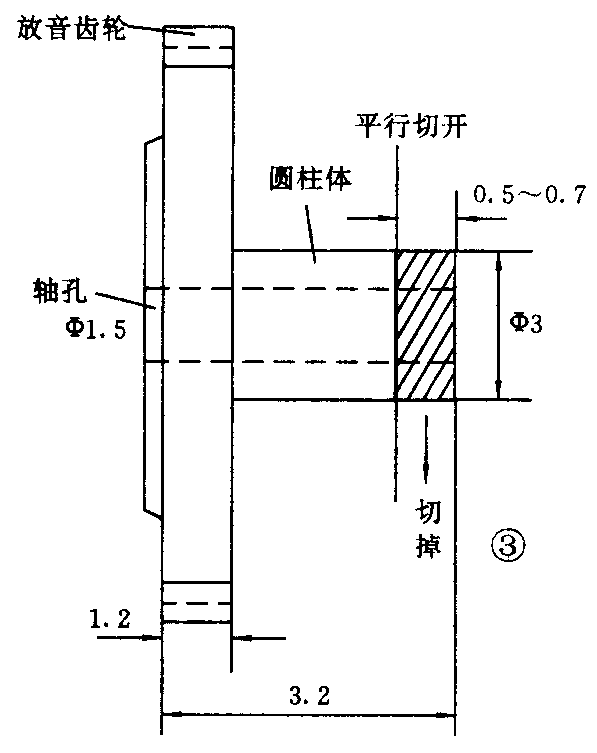
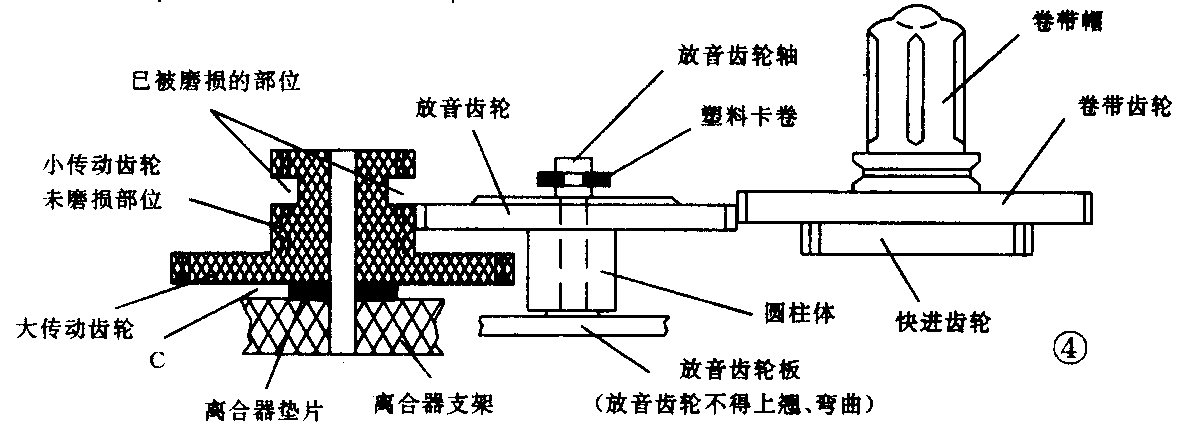
放音时卷带帽卷带无力,时转时停,甚至完全不转,磁带放出的声音明显颤抖或放不出声音,打开带盒舱门时,发现绞带。再用另一盘磁带放音,仍重复故障现象。先将舱门打开,在音响通电情况下按下放音键,手捏卷带帽,此时若发现卷带帽轻轻一捏立刻停转,则说明放音系统的啮合齿轮出现故障。需拆机检查。先仔细观察放音齿轮与卷带齿轮每个齿形有无变化,并在非放音状态下转动卷带帽。手感其阻力大小,如转动灵活且齿形无缺陷,故障可能出在小传动轮上,可用镊子摘下离合器拉簧,然后用十字头改锥,对正离合器支架上的轴位螺钉,左旋拧下,取出离合器组,便可观测小传动齿轮的磨损情况。笔者曾多次对这类故障检修,所发现的小传动齿轮磨损情况均如图2所示状态,这一状态说明,小传动齿轮的齿形已被放音齿轮“磨秃”(严重磨损),其齿轮径节至齿顶部分已无齿形存在,因此无法传递动力。卷带轮不能正常绕带,造成磁带堆积主导轴一侧后引起绞带故障。小传动齿轮磨损严重的主要原因有两点,一是齿数太少(仅为11个齿)且为放音系统中的主传动齿轮,长期与放音齿轮啮合旋转,使用日久其薄弱环节严重磨损。二是放音齿轮与小传动齿轮材料不一,前者为尼龙材料制成,具有耐磨损、吸振性好的优点,而后者为工程塑料(聚)制成,耐磨性远不如放音齿轮,二者属于硬磨软的啮合对,长期啮合必然导致小齿轮的早期磨损。检修方法当然是更换离合器传动齿轮为最佳方案。但一般说来维修者很难弄到这一配件。此时可采取下述方法予以解决:1.用小螺丝改锥伸进放音齿轮下边,一手压住放音齿轮板,另一手往上方撬起放音齿轮,将放音齿轮从其轴上拆下,选一锋利刀片,在相距圆柱体上端面0.5~0.7毫米处,切掉一段(图3)。用刀片切时应尽可能切平,如有斜面应用小挫修平。然后将放音齿轮装复。这样调整的目的是,保证放音齿轮能够与小传动齿轮下部未被磨损的齿形啮合,从而让开原来已磨损的部位(图4)。也就是说,放音齿轮的圆柱体切掉0.5~0.7毫米后,原来的装配位置相应降低了,让开了小传动齿轮的磨损处,使之恢复正常啮合状态。为防止放音齿轮传动时向上窜动,切记选一开口塑料卡卷(φ2.1×φ5×O.84)卡入原轴的限位槽内。2.采用切掉小传动齿轮再将其倒置粘接的检修方法也很奏效。用刀片沿小传动齿轮与大传动齿轮相接处切开,用小锉将切面修平,然后将大传动齿轮先装回原位,再将原小传动齿轮的上端面涂塑料粘接剂,沿离合器轴将涂剂端压合在大传动轮上,让大、小传动齿轮粘为一体。待风干后即可使用。这种调整方法也是改变原来齿形的啮合部位,使磨损处脱离放音齿轮,正常齿形与放音齿轮啮合。
三、快进或倒带时异常噪声的检修方法
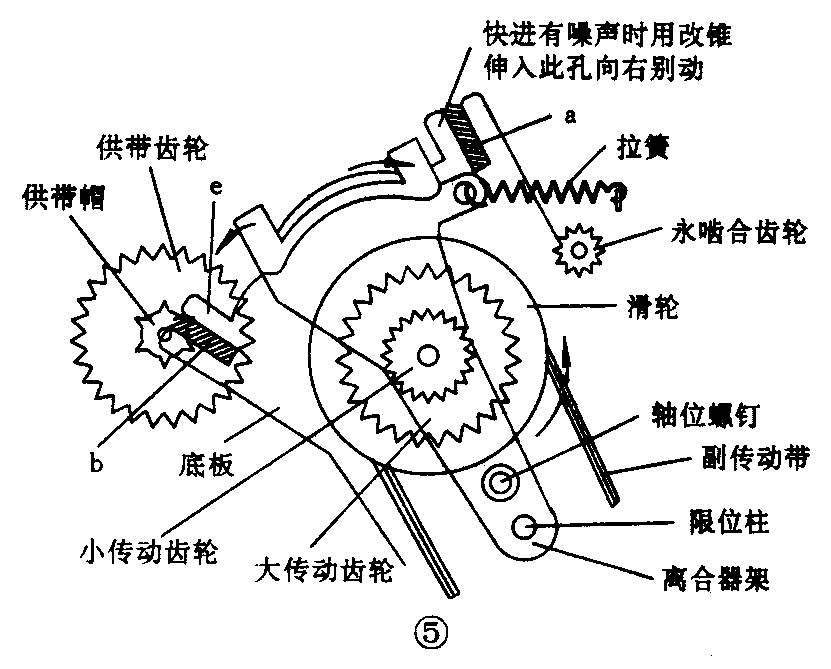
这一故障的现象是,倒带或快进绕带出现明显的异常噪声,不装磁带时尤为突出。该故障的主要原因是大传动齿轮与永啮合齿轮或供带齿轮啮合量太小。故障多半由齿形磨损或调整不正确所致。可对大传动齿轮的啮合量作适当调整,图5为该机构调整示意图。当快进噪声大时,可用一字头改推向图示右方别机心底板的a点。若倒带时噪声大,可将改锥插入e孔向图左下方别b点,使相互啮合的齿轮啮合量加大,故障即可排除。
四、无论放音还是快进、倒带、卷带轮、供带轮均不转动
这种一般是由离合器滑轮的上下窜动间隙太小引起,正常状态的窜动间隙应为0.15~0.3毫米,如间隙较小甚至为0,大传动齿轮便产生阻滞,其负载加重,动力无法输出。用一字头改锥伸入大传动齿轮下部,向上撬动(图4),让其沿离合器轴上移一些,撬动后用两片报纸伸入图4所示的C处,如刚好容下报纸,说明间隙适中,否则应继续调整。
五、放音时声音震颤抖晃大
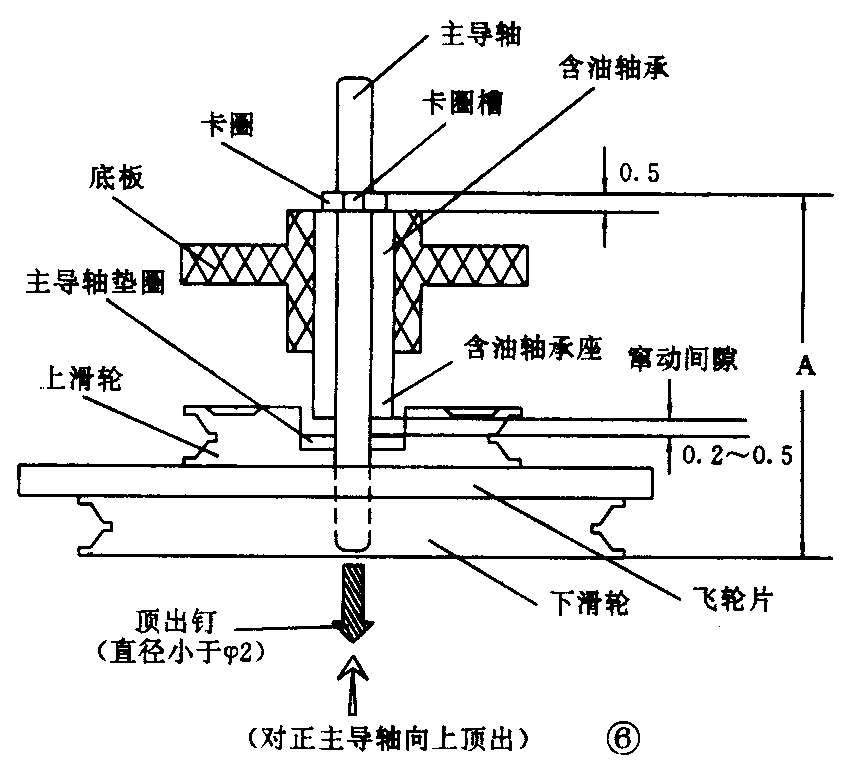
这是该机心的一种软故障,判断比较麻烦,应从下述环节入手:1.检查放音齿轮板是否上翘弯曲变形,如是,放音齿轮与卷带齿轮就出现“咬偏”现象(非正常啮合)。如图4所示,检修时,先拆下自停臂,再拆下卷带帽上的卡卷,取下卷带齿轮,最后拆下放音齿轮板,将其调整平整后,再装回去,故障即可排除。2.检查主导轴的轴向间隙。如轴向窜动间隙很小,很可能是主导轴压入位置有变化。该机心主导轴是以卡圈限位的,在装配不当或多次拆装的情况下,容易引起抖晃故障的产生,这说明卡卷槽的位置尺寸A变小(图6),当主导轴装入含油轴承后,含油轴承座距主导轴轴位卡圈的窜动间隙改变,若间隙很小时,主传动带就难以驱动飞轮正常旋转,有时虽可维持旋转,可拆下飞轮,按照图6的方法,将主导轴从飞轮下端稍稍顶出一些,用卡尺测A尺寸,只要比原尺寸大些(0.2~0.35毫米)故障即可排除。(李敦信)