在录像机故障中有一类是由于机械部分失调而引起的,如画面出现杂波、跳动等。在录像机的维修手册中,无论机械调试或电路调试都需具备专用仪器和工具,而这些仪器和工具价格昂贵,一般很难置备齐全,由于VHS机器对其性能指标的要求不如专业机器严格,如果能够掌握调试技巧,在无专业仪器工具的情况下利用一般设备通常也可以调试出较为满意的声像效果。现就几种常需调试的项目谈一些笔者的调试经验。
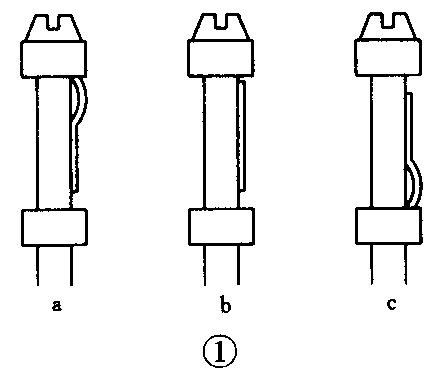
在出现这一类故障的机器中,有些是因为使用日久或受到震动或更换机械零部件而引起机械部分某处参数变化造成失调。对于这种情况,一般只要稍加调整即可恢复正常。另一种是由于更换机械零部件较多或他人维修不当将机械部分调乱而造成声像极差甚至轧带。在这种情况下就需分粗调和细调两步来进行。粗调时先置入一盘专供调试机械部分故障的磁带(此磁带轧带后可将轧坏部分剪去,接好,剩余部分仍可供调试用)迅速观察各导柱及音控磁头位置,并根据磁带被轧坏的程度粗调需要调整的导柱、阻尼轮或音控磁头高度及方位和倾斜度,如果磁带的上边被轧一般是某柱的位置偏低所至(见图1a),而磁带的下边被轧则可能是某柱的位置偏高引起(图1C),音控磁头的倾斜度偏离正常值太多有时也会造成轧带。在进行适当调整之后可再次置入磁带播放(已经轧坏的磁带不可以倒回再次使用,以免损坏视频磁头),直至不再轧带即可根据图像情况来进行调试了。
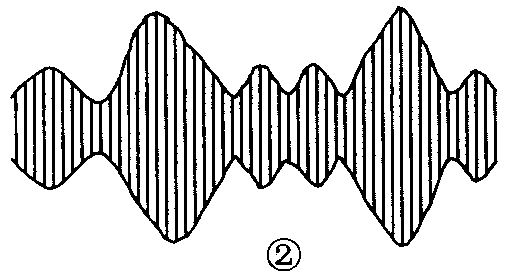
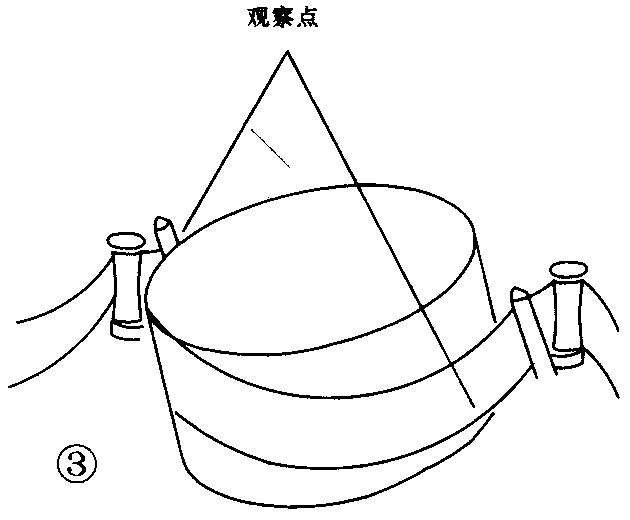
播放时如果画面杂波非常严重(有示波器作维修监视时可观察到磁头放大器FM输出信号有较多的幅度变化如图2所示),说明供、卷带导柱偏离标准位置太多,按维修手册中要求录、放状态下磁带的下边应沿着下磁鼓的导带线运动,在实际调试中不易直接观察到磁带的下边是否正确地紧贴导带线,在无专用工具的情况下可按下述步骤进行:先顺时针方向调整供带导柱高度使入口处磁带下移,直至可见到磁带在下磁鼓导带线上略有卷边时再逆时针回调导柱高度使卷边刚好消失(见图3),此时的导柱位置与标准值基本上比较接近,按照同样的方法调整卷带导柱高度,两导柱高度经上述方法调整之后画面杂波应有明显减少,适当调整其他导柱及音控磁头位置,观察磁带的运行情况,如良好并仔细鉴别磁带运行时已无异常杂音,粗调工作即基本完成。
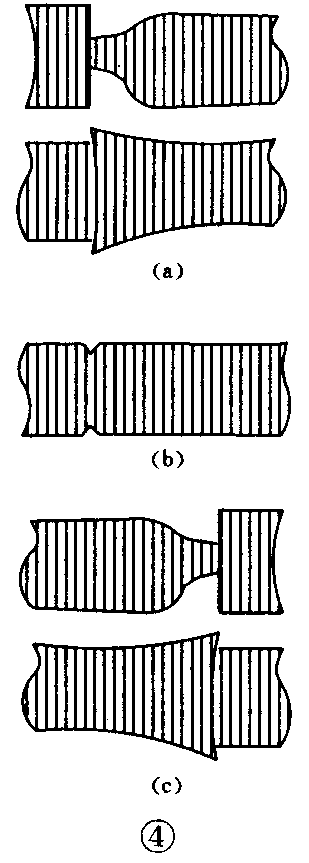
细调声像的质量不能再使用一般的录像带,但因标准测试带价格太高无条件购置时也可以使用自制的测试带或随录像机配置的使用说明检测带。笔者曾多次发现有些录像机目录自放信号很不错,但播放标准磁迹的录像带时图像质量反而变差,说明该录像机走带通道没有校准而造成互换性差,如果使用这种机器录制的信号来调试待调机,调试出来的机器同样会出现互换性不好的毛病。在将调试用磁带置入机器后应置磁迹跟踪旋钮于中间位置,观察画面杂波情况并按先调供带导柱后调卷带导柱的顺序微调两导柱高度,使画面杂波尽量减少直至完全消失,一般来说如果画面上部有杂波带(示波器FM输出信号形状见图4a),则应调整供带导柱使杂波带移出画面;而画面下部有杂波带(FM输出信号形状见图4c),则应调整卷带导柱。若有示波器监视调试结果,则可以很直观地看到调试正确后FM输出信号应如图4b所示,没有示波器便不能观察到波形输出,只能以画面有无杂波带判定调试的结果,但画面无杂波也不一定就是FM输出信号最好。要想将FM输出信号调整到尽可能接近最佳值,可在已调试出画面无杂波的图像后先顺时针(或逆时针)调整供带导柱高度,使画面刚出现稍许杂波即反方向回调导柱高度的调整螺丝,杂波先消失而后再度出现(两次出现的位置可能不同),调旋转导柱高度的调整螺丝,取使画面两次出现杂波的中间角度为导柱高度的标准位置。用同样方法调整卷带导柱高度。如此调整可反复一、二次,调好后观察画面无杂波微调磁迹跟踪旋钮是否正常,最后适当调整其他柱和音控磁头位置,调试即完成。
在具体调试过程中还应注意以下几点:
1.调试前应确认播放磁带时所有机械零部件均运转到位才可进行调试,否则调试工作将是徒劳,例如供、卷带导柱只要其中之一没有运转到位,整个磁带包角不够,画面不仅会出现杂波而且产生跳动,这时无论怎样调整导柱或音控磁头也无法解决。在调整供、卷带导柱时有时可能会出现这种情况:即调正常后第二次加载放像又不正常,这是由于导柱没有到位,调整时导柱受力才能到位,对于上述情况应重点检查机械传动部分和导柱基座及滑槽。
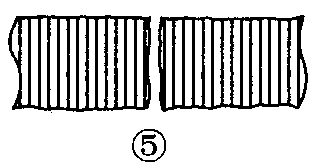
2.画面周期性跳动并在边缘出现消隐条是由于磁头切换开关信号不良所致(示波器FM输出信号见图5),应调整伺服电路中的PG相位,调整微调电阻使消隐条移出画面。
3.有时画面杂波带周期性移动是因主导伺服电路有故障而造成的,可以通过听伴音是否正常和拔掉音控磁头接插头看杂波是否变化来判别,如果属于主导伺服故障,那么就要对这一部分电路进行检修(包括对音、控磁头的检查和调整)。
4.在调试时应注意机器的张力伺服情况和压带轮、收带轮的力矩,若与正常值差异过大,不进行处理也无法调试出满意的声像效果。
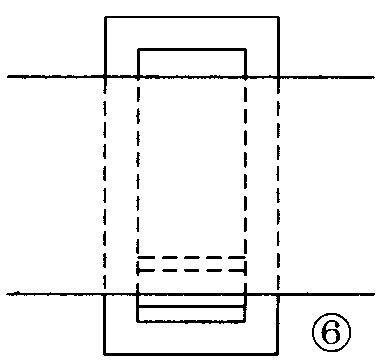
5.在对磁带进行跟踪调试的过程中音控磁头位置状况所起的作用不可忽略,音控磁头一般有5个调节螺丝(不同机型其位置不尽相同),它们的作用分别为水平位固定、倾斜度调整、高度调整、方位调整和X值调整,调整时要分清各螺丝所起的作用,根据声、像状况来确定调整项目,其中音控磁头的高度正确与否可以通过观察磁带遮住控制磁头芯的多少来确定,一般正常情况下约遮住整个控制磁头芯的四分之三左右(见图6),过多过少都会影响录、放质量。另外在对音控磁头的调整过程中有时会出现声、像效果不能兼顾的情况,在无仪器的情况下就需要耐心细致地反复调整以尽可能获得最佳图像质量和较满意的伴音。
6.调整供、卷带导柱,若感觉太紧应将导柱固定螺丝松一点,否则调整困难,反之如果螺丝太松在调整后应及时旋紧以免运转时导柱位置再次改变。
7.在调整时示波器显示的磁头放大器FM输出信号的幅度值随不同的机型、不同信号的录像带及视频磁头的磨损程度而差异较大,不能以FM信号幅度值作为调试标准,正常时整个FM输出信号的幅度应尽可能地平坦、无间断,在前述调试完成后若需鉴定机器的互换性可配合调整磁迹跟踪旋钮和音控磁头的X值调整螺丝,以获得最大的FM输出幅度。(郭一仁)