前不久,几位“发烧友”在一起交流时,提到了电子管扩音机的装配,对电子管扩音机音质无不钟爱,但同时又产生了一种惧怕心理,钟爱的是它发出的声音纯朴、自然、柔和,且外观显得气派、稳重,惧怕的是电子管电路很多同志没有接触过,屏极电压甚高,且交流噪音难以控制。其实电子管音频放大电路早在七十年代已趋成熟,早期国内外生产的很多放大器都采用的是经典电路,就是现在很多电子管名机,在电路设计上也没有多少改进,而是在制作工艺和材料选用上下功夫,在这方面如果处理得好,制作电子管功放比制作晶体管功放成功率要高得多,而且信噪比同样可以控制在95dB以上。下面我把装配电子管扩音机过程中的几点体会写出来,与大家共同探讨,也想借此使电子管机爱好者在装机时少走弯路。
一、材料选配及面板设计
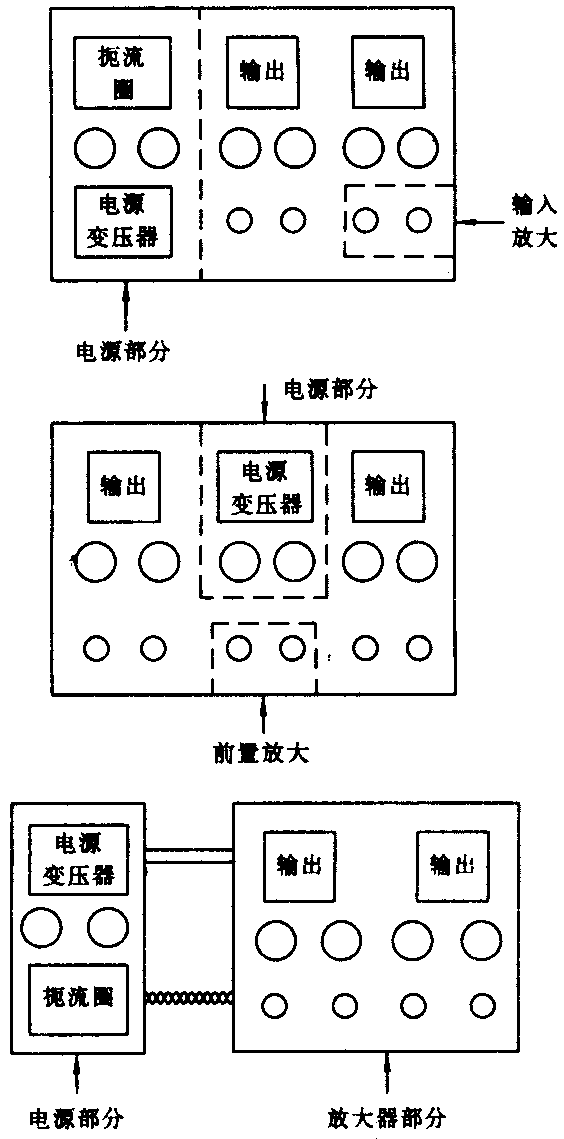
电子管器件的生产在我国有很长的历史,所以工艺成熟,性能可靠,且价格低廉,市场拥有量大,特别是近年来一批专用于音频的管子相继开发、生产,这给国内“发烧友”提供了便利。例如,传统型号的6N1、6N2、6N3、6N4、6N6、6N9、6N10、6N11,新开发生产的有12AX7A、6DJ8、6CH8、12AU7等用在前级放大,输入级,电压放大级,倒相推动级等电路中都有很好的表现,目前可用于功放级的型号有6550、KT88、KT100、6CA10、845、6L6GC、EL34、FU805、FU807等。在选用上述管子时,一是要注意配对,最好是同期生产的管子;二是要选用“J”级以上的产品,以保证性能的可靠性。电源变压器,扼流圈,特别是输出变压器在业余条件下制作很困难,各种工艺不好掌握,建议选择厂制的为好,如国产“金牛”牌,据厂方提供的各种资料表明,性能指标是可以保证的,很多电子管制作高手使用后都给了很高的评价。级间耦合电容以法国产的“SOLEN”为好,市场上也不难买到,如一时买不到,厦门电容器厂的CBB21用在电路上也有很好的表现。我在制作时特别注意了电阻的选用,所选电阻的额定功率要比实际承受功率大l.5~2倍,以保证电阻长期工作的可靠性,上海产的“红色”金属膜电阻,阻值精确(误差0.5%),表面刻度线均匀,噪音系数极低,各种标称功率齐全,是制作电子管机的优选品。其次是双声道对应电阻阻值要相同,以保证各种性能指标的对称。我在制作中,全部内部走线使用的是镀银线,电路使用Φ0.12cm,接地线使用Φ0.37cm,一时没有镀银线可使用无氧铜线。电子管机也同晶体管机一样,元件排列很有讲究,只不过晶体管是线路板设计,而电子管是面板设计及线路走向而已,这点我在下面还要详细介绍,面板一般用2~2.5mm的铝板为好,铜板更优,但成本相对提高,向铁一类的易被磁化的材料尽量不用。电子管扩音机考虑到散热问题,一般习惯上把电子管,电源变压器,输出变压器,扼流圈裸露在底板上面,这样对其面板设计元器件摆位要求更严格,既要美观,又要有一定的科学性,通常做法是:电源变压器与输出变压器铁芯相互垂直,用来减小磁感应的相互影响,电源变压器离信号电路,特别是前级放大及输入级尽可能远,以减少对音频信号的影响,提高信噪比。发烧的做法是整个电源部分用单独的一个盒子制作,用引线连至放大器,这时可在放大器电源进线处装一只10μF的退耦电容即可,并注意电容的耐压值,如附图所示是几种常见的面板设计方案。
二、元器件装配及线路走向
电子管电路一般都较简单,通常纯放大电路以直接搭焊管座脚为最好,这样不仅制作方便,工期相对缩短,而且有利于音频信号的传输,电阻、电容等元件摆位也灵活,更主要的是有效地克服了电路板平面由于高压所产生的各种放电、磁感应等现象,保证了音频信号传输中的纯度。电源变压器,输出变压器,扼流圈应使用垫片牢固地固定在底板上;大功率电阻应固定于紧靠机壳,以利于散热;电子管管座在固定时最好垫上胶木片,以防止振动。为了尽量减少各种干扰,内部线路走向要掌握以下几条原则:一是电源供电线路与音频传输线路尽可能分开,电源高压线与低压线在走线时也应保持2~3cm的间距。低压线通常指的是灯丝供电线,一般情况下用的是交流低电压6.3V。使用交流供电可以延长电子管的寿命,节约成本,实践证明,只要处理得好,完全可以避免灯丝交流电带来的交流声,方法是:电源变压器6.3V绕组一端接地,双线绞合送往灯丝,这样可以有效地克服交流声,这和明线线路上的“交叉原理”是一个道理。二是音频信号通过的所有阻容元件在安装时尽可能避免与交流灯丝引线靠近。在安装遇到困难时,可以相互垂直,不可既接近又平行。三是负反馈电阻应安装在输出变压器的输出一端,然后通过屏蔽线引至输入级,这一点很关键,实践证明,它对改善放大器的解析力、提高音质有很大的帮助。
三、焊接工艺及接地方式的选择
焊接工艺在现代电子工程中把它作为一个专门的学科,原因是多方面的,就音频传输方面的焊接技术来说,它直接影响到器材的性能稳定、传输特性和信噪比。所以良好的焊接技术是电子管扩音机品质的保证。焊接时,线路部分用30w~40w烙铁,地线等粗线连接用50w~70w的烙铁,用进口的含银焊锡丝焊接时,焊接时间一般控制在4秒以内,否则表面将被氧化,出现这种情况时宁可吸去焊锡,重新上锡,也不要在上面重新点热,主要是防止虚焊和烙铁离开时带出毛刺,焊点表面不光滑,出现毛刺,在高压时很容易产生“尖端放电”现象。所有焊点全部用纤维套管套住,引线用扎线或“固定卡”固定于底板,主要是用来防止振动。对电子管扩音机接地方式,我做过几种实验,地线以“独立行走,一点汇集”的方式为最佳,具体做法是左右声道的地线由信号输入口开始各自按输入级、电压放大级、倒相级、功放级的顺序走线,最后在电源滤波“-”极端连同电源变压器屏蔽线一并接入机壳。用这种方式接地,不仅放大器的信噪比很高,而且左右通道隔离度,解析力,中频部分的“亮度”,低频部分的“力度”等都有不同程度的改善,电子管机的味道更浓。(魏毅)