松下系列录像机如L10、L15、G20、G33等同属G型机心结构,在国内有较大拥有量。该型机采用两电机方式,体积小、重量轻,但相应的机械传动机构复杂、维修难度较大。当使用质量较差的录像盒带时,录像机容易出现“卡盒”现象,如强行向外抠出或取带方法失误,又常造成齿轮错位、状态失常等故障。本文介绍一种能在无带盒状态下模拟从盒带装载到建立各种运行状态的方法,它便于既直观又安全地进行机械故障的检修。
进行模拟操作前应注意以下几点:第一是拔下电源插头,在断电情况下操作。第二是转动或扳动机械零部件时不要用力过猛,以免造成机件损坏。第三是作好记录,为以后的检修工作提供原始资料。
拆开录像机上盖,可以看到带仓右下方有一只电磁螺线管,它的中心轴上连接一根变换杆。再取下录像机的底盖板,能看到主导电机和中心皮带轮(以下简称中心轮)。当用手转动中心轮并适时压下变换杆(也就是模拟螺线管吸合)便能模拟录像机的各种工作状态。操作时压下变换杆后应随即放开,使操作步骤逐步完成,这样既能观察清楚,又能为检修工作提供线索。下面介绍操作的具体方法。
当带仓处于在外位置时,顺时针(从机器底面看)慢慢转动中心轮,带仓向内滑行,待感觉有阻力时解除带仓机构右侧的白色开启杆和左侧的阻挡片,继续转动中心轮,使带仓降到底位,副加载臂和导带臂向前探出,中心轮形成空转。至此,带盒的装载过程结束。
如果这时压下变换杆,可听到“咔”的一声,顺时针转动中心轮,就能看到副加载臂向前靠近A/C磁头,导带臂到达主导轴右侧位置,收带轮快速旋转。此时,机心进入快进/快退状态。
将变换杆压一下,中心轮空转(其实每完成一步都会形成空转)。第二次压下变换杆后顺时针转中心轮,可以看到状态开关圆齿片转了一个角度。第三次压变换杆转中心轮,双侧的主加载臂向前推出,压带轮开始向下滑行。当第四次压下变换杆转中心轮时,双侧主加载臂继续向前推出,压带轮下滑到底。如果第五次压变换杆,转动中心轮,就能看到主加载臂前推到位,压带轮紧贴住主导轴并随之转动,带盒位置上的收带轮也顺时针旋转。这时的机心就进入了放像状态。
若想退载,恢复到原来的状态,只需逆时针转动中心轮并将操作步骤全部倒过来进行即可,这在实际检修中将十分有用。
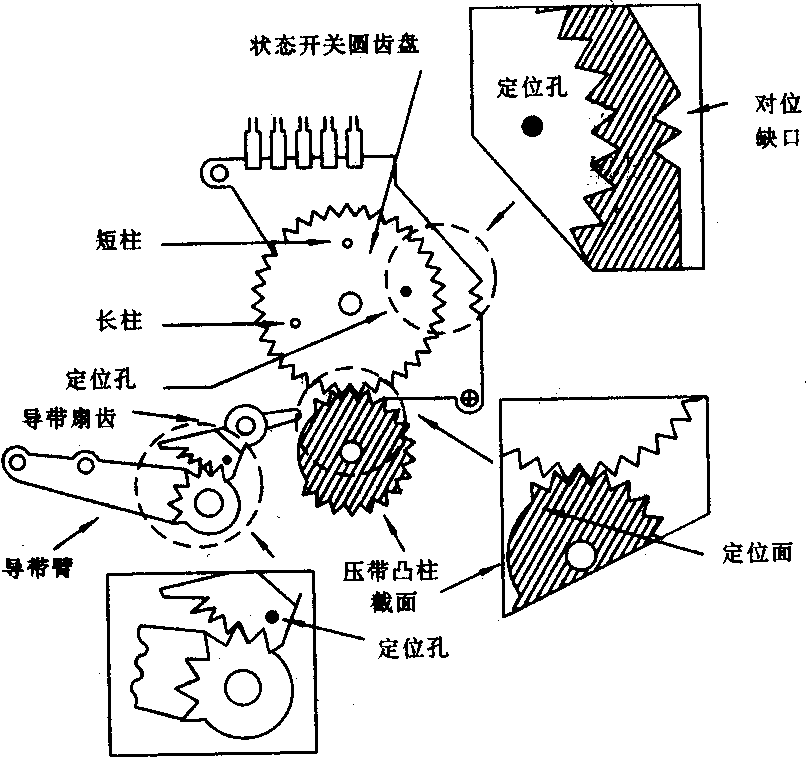
在强力抠带盒所引出的故障当中,大多只是齿轮错位,而发生的部位也多见于压带凸轮柱、状态选择开关圆齿片、导带扇齿杆和导带臂等处。它们之间的相对位置关系要求十分准确,错一个齿也不行。在检修和对位时常需反复试验,既费时又费工。为此本文给出在带盒全部退出状态下的齿轮定位安装图供大家参考。
检修与安装定位的具体方法如下:如果机心齿轮关系已经紊乱、状态失常,为了不损坏零部件,应细心检查有无零件卡死现象。首先将压带凸轮柱上的帽取下,再取下压带轮。如有卡死现象,应设法缓解后向上提起压带凸轮柱和导带扇齿臂,使之与状态开关圆齿片分离开。再按前面所述的方法使机心恢复到带盒退出状态,这时才可按图示进行安装定位。①将状态开关圆齿片上有定位孔的齿对准外边的对位缺口。②使压带凸轮柱上定位面(请看图)顺时针数第三个齿与状态齿片正好啮合,同时让导带扇齿臂与导带臂按图示对位,并使导带扇齿臂凸缘置于凸轮柱的滑槽内。③检查安装是否正确,用手向前推导带臂看有无卡死之现象。如没有问题就可以安装压带轮和凸柱帽,再用手动模拟操作法进行试验。如正常,就可以通电实际操作和使用了。(于永军)