一、普通型汽车放音机机心故障的维修
故障现象:1.驱动机构不转。2.暂停机构失灵。3.不能自动停机。4.抖晃偏大。当装入带盒放音时有“喀喀”声。5.绞带。
原因及维修:对于故障现象1,应先排除电源及电机轮松动所致的故障。电机轮松动应用粘接剂重新粘固再用。如是主传动带脱落所引起的驱动机构不转,应拆下机心,重新挂好传动带。为防止传动带再次脱落,应进行运转检测。倘若电机传动轮与飞轮不在同一水平面内运行,当飞轮旋转后,传动带就会自行脱落。可用十字头改锥对飞轮间隙进行调试,只要用肉眼观察飞轮、电机轮在同一传动面故障即可排除。故障现象2所致的故障,大多因锁片扭簧离开作用点引起,这时暂停/出盒键上的销不能按锁片运动轨迹运行,使锁片停留某一位置。遇此情况,用镊子夹持扭簧将其别入作用点即可排除故障。若发现锁片翘曲变形,应拆下锁片进行平整,整平后再用。引起故障现象3的主要原因是①微动开关弹片失去弹性。②自停臂拉簧脱落。如果弹片失去弹性,在自停触头移动时,不能推动微动开关动作,因而不能断电停机。此时,可用镊子夹持弹片对其变形处整形,向变形处的相反方向掰动开关弹片,只要开关能随触头的移动而闭合,故障亦即排除。如果拉簧脱落,自然带动不了触头移动,同样会造成不自停,可重新挂好位簧即可。对于故障现象4,大多由飞轮上端面与卷带轮下端面相互略有摩擦而引起。由于装配、检修、拆卸方法失当,使飞轮、卷带轮较微摩擦,造成抖晃偏大。维修此故障的对策是,将支撑卷带轮的支撑板用尖嘴钳子夹住,用力向远离飞轮端面方向掰1~2下,让飞轮端面与卷带轮留有间隙,故障即可排除。装入带盒放音时出现“喀喀”声,一般是因带盒复位弹簧板的弹力减弱所致。可在弹簧板中放入一垫片,然后按下弹簧板,使其对带盒的弹力增大些,这样在驱动机构转动时,不致因汽车振动而将带盒弹出卷带帽,以排除卷带盘心与卷带帽非啮合的“喀喀”声。故障现象5中的绞带故障,一般情况下是因压带轮压贴磁带的位置改变所致,磁带偏于压带轮下方,造成磁带跑偏而引起绞带。可将改锥伸入压带轮支架与底板之间,向上撬动,使压带轮压贴磁带的高度尺寸增加些,只要观察到压带轮压贴磁带的部位呈中心压贴位置,故障即可排除。
二、中、高档汽车放音机机心故障的维修
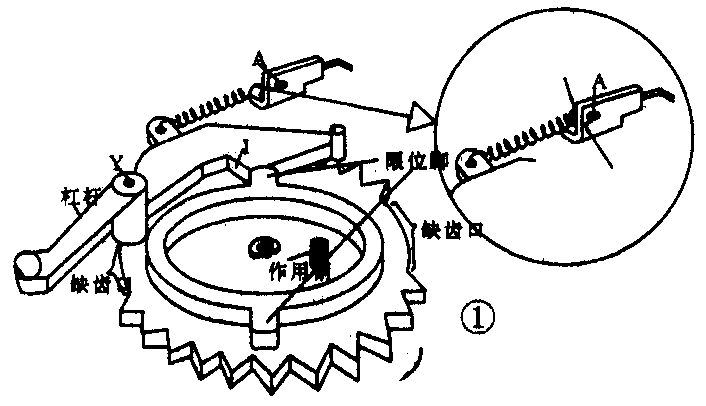
1.换向机构失灵:在正常放音走带状态下,机心中正、反驱动磁带的两组压带轮连续产生换向动作,同时两组卷带齿轮(A、B)反复交替绕带,即产生一会向正方向走带,一会向反方向走带的现象,使换向机构失控。产生这种故障的主要原因,是换向齿轮上的限位块失去控制,换向齿轮在其下面扭簧的推力作用下,使缺齿口不断越过主动力传递齿轮,相互啮合,出现啮合—断开—啮合的动作。限位块失控的原因是作用拉簧脱勾所致(见图1)。当拉簧脱勾时,杠杆停留在图1所示位置,限位块不能与杠杆Ⅰ点卡住,换向齿轮在其下面扭簧作用下向顺时针偏转,致使有齿部分与主传递齿轮(图中未画出)啮合,带动换向齿轮旋转,换向齿轮上面的作用销不断地带动换向机构动作。维修方法是,用具有一定弹性的尖嘴镊子,夹持拉簧挂耳,将其挂入A孔内。为防止汽车振动而引起的拉簧脱落,可用镊子夹住挂耳将其与A孔封闭(图1),这样即可彻底排除故障。
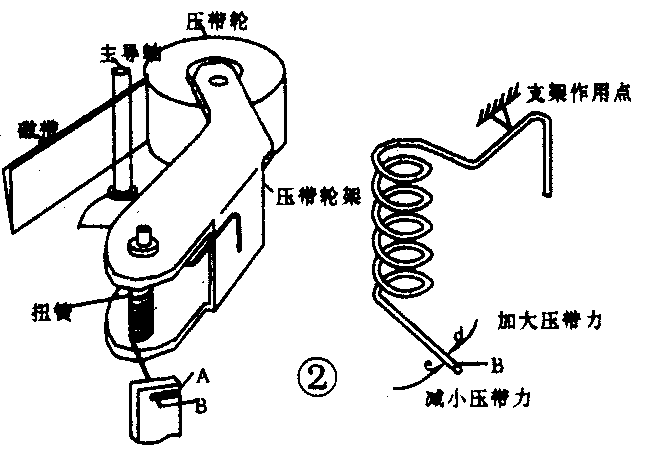
2.正、反方向走带的带速不一致:在正、反走带的放音状态下,节目带所放出的声音有一定差别,正向定带时的带速偏慢(或快),反向走带时的带速偏快(或慢)。产生这一故障的主要原因是两组压带轮的压带力不相一致所致。检修方法是调整两组压带轮的压力。在不拆卸压带轮组的情况下,用小改锥将压带轮轴架上的扭簧别下,使其一端脱开控制点A(见图2),用尖嘴钳夹住扭簧B点,如带速快应加大压带轮对磁带、主导轴的压力,即向图2的d方向掰调扭簧,如带速慢,向箭头e方向掰调扭簧,边调边试听放音效果,至满意为止。
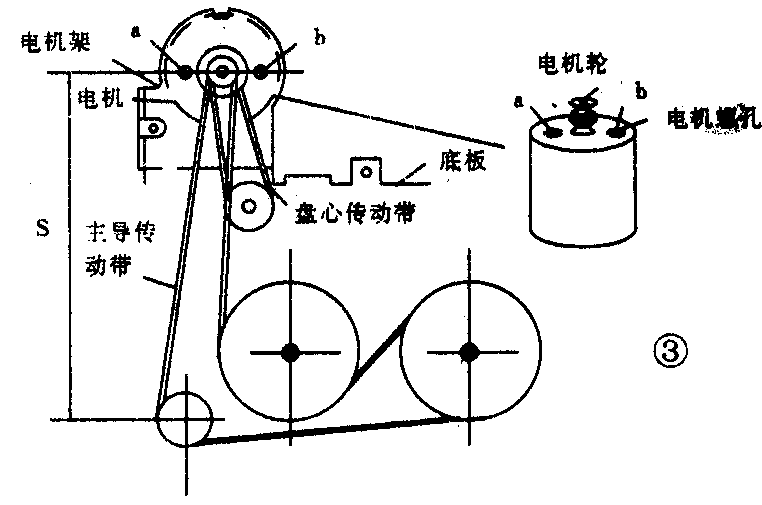
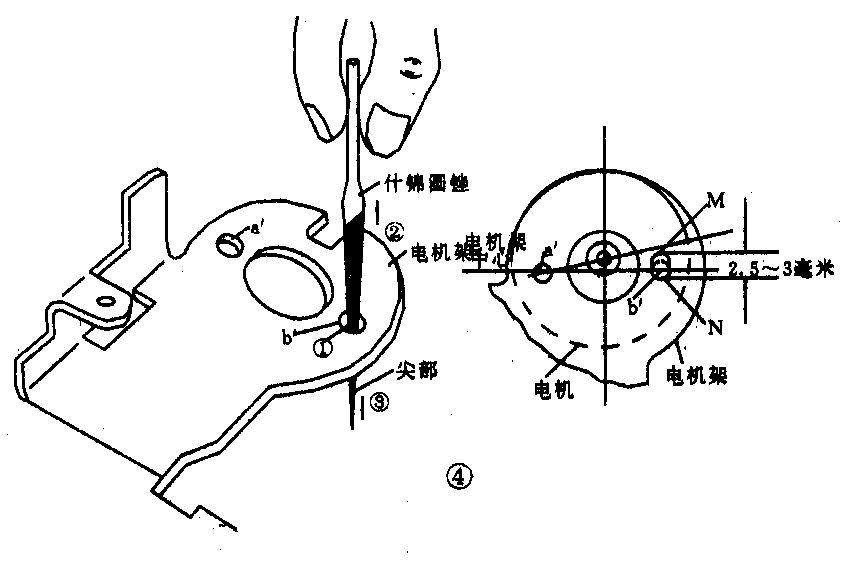
3.带速慢:无论正、反走带放音,所聆听的声音始终低沉,音调拉长。此故障大多由主导传动带与双飞轮打滑引起。由于机心使用日久,主导传动带接触面磨得过于光滑,或传动带伸长,驱动摩擦力大大减小,传动带在传动轮上发生打滑,造成带速慢故障。检修方法:①先对主导传动带进行清洁工作,清理掉其表面污物,试其效果。②若故障不能排除,可摘下主传动带,用细砂纸沿传动带四个接触面均匀打磨一遍,让其表面略有粗糙,以提高摩擦力,避免飞轮、主导轴丢转。打磨后清洁处理,方可装复使用。③采用②述方法仍无明显效果时,说明传动带伸长,应更换新带解决。由于此带规格特殊(约为φ122×1.0×1.0毫米),在一时选配不到的情况下,可采取下面应急措施。如图3所示,将主导传动带和盘心传动带摘下,用十字头小改锥拧下电机紧固螺钉a、b,拆下电机。将什锦圆锉尖部插入电机架的b′孔内,向图示箭头①方向修扩孔b′(图4),使b′孔由2毫米扩至到2.5~3毫米,重新安装电机,先将电机架孔a′对正电机螺孔a,然后用手转动电机外壳,让螺孔b对正修扩的b′孔的M(图4),拧紧螺钉b,这样即增大了原主传动带的S距离(图3),使主导传动带重新绷紧,提高各传动轮系的摩擦力,排除因丢转造成带速慢的故障。待选到合规格的传动带时换之。
4.磁头方位角改变:磁头方位角变化时,磁带放音声偏小、失真。该机心采用上、下可移动式磁头(图5)。限位凸块与换向机构连接,当换向机构动作时,凸块沿其水平方向向左(正向走带)或向右(反向走带)移动,使其方位角螺钉A、B顶起的弹片与凸块C或D接触。由于调整体与磁头架相连,因而使磁头相对于磁带得以定位,正向走带时磁头下移,其磁迹对准磁带A面(图5),反向走带磁头上移,其磁迹对准磁带B面。这种磁头本身只有两个通道,在自动换向时,磁头通道并没有转换,而是在磁头被凸块推动上、下移动的同时,靠汽车音响中线路对磁头通道进行转换。
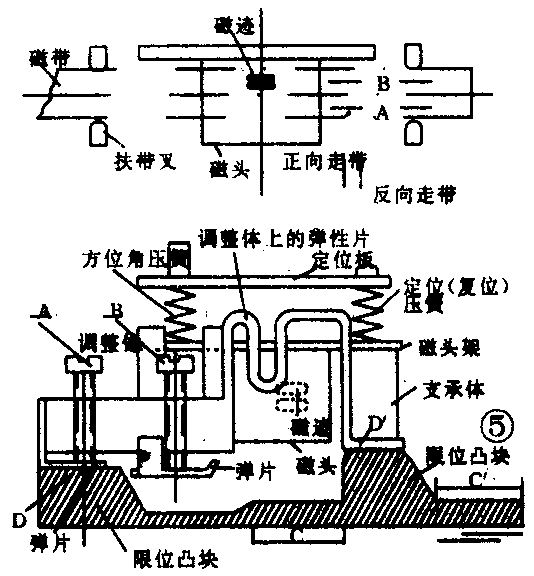
在磁头方位角改变的情况下,只能选用钟表改锥,对A、B方位角螺钉进行细致调整(切记不可拆卸调整)。调整时,最好在接通汽车音响线路装带放音状态下进行。如正向走带方位角偏差很大,应先调B方位角螺钉,向左或向右旋拧调整,当聆听放音声最大且效果最佳时,说明调整合适,这时再让机心进入反向走带,用同样方法调整A螺钉。值得一提的是,由于A、B螺钉均设置在调整体上,调整时靠调整体上的弹性片变形带动磁头架,改变磁头对于磁带的位置,因此,无论调整哪个螺钉均对正、反走带的磁带所对应的磁迹有微略影响,故调整时要做到“左右兼顾”反复调整几次,才能收到最佳效果。(李敦信)