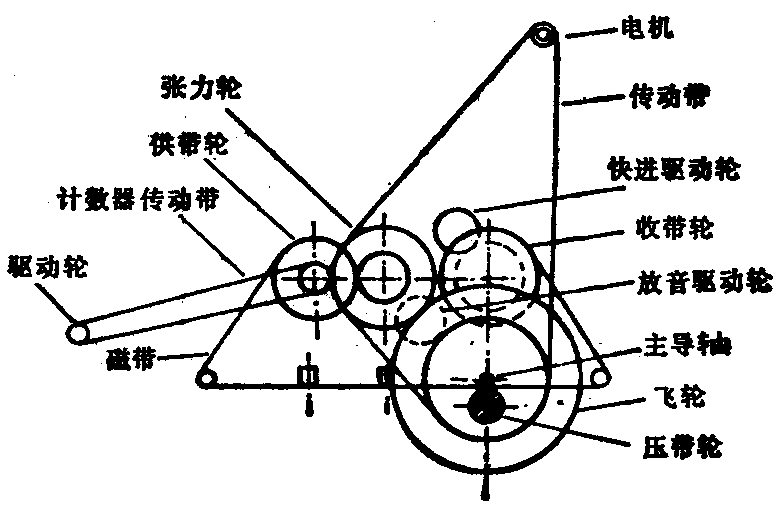
录音机使用日久,放音时发生走带不稳、声音抖晃、音颤音漂的故障比较常见,而且这些大都是一种软故障。由于业余者缺乏专用的调整工具,当录音机出现上述故障时,要迅速准确地判断出故障存在的部位是比较困难的。因此本文向大家介绍一种用万用表检查判断录音机机械传动件的故障方法。这种方法简单实用,而且判断速度快,准确率高。盒式录音机的机械传动件主要包括:①直流电机,②传动带,③主导轴组件,④压带轮组件,⑤张力轮,⑥收带,⑦供带轮,⑧自停触头,⑨计数器机构,⑩磁带。当某个机械传动件工作失常时,就会引起直流电机工作电流发生变化,这时如果在直流电机电源回路中串入一只电流表,就可以根据电流变化情况来确定故障存在的部位。下面以国内比较常见的NTP-43和NTP-48机芯内的机械传动件(见附图所示)为例介绍检查判断方法。检查时首先保证直流电机供电电压稳定,然后在电机电源回路中串入一只500型万用表监测电流变化情况。万用表置电流档,量程为100mA。
1.检查电机空载电流:下掉传动带,按下放音(PLAY)键,电机转动,空载时电流应在20~30mA范围内,在这个范围内电表指针指示在某一刻度上应当稳定。如果此电流不稳定,由于电源电压是稳定的,因此电机内部有问题,这时应拆下电机进行检修,严重时应更换电机才能解决问题。
2.检查主导轴组件:挂上传动带,按下放音键,然后用手推开压带轮和放音驱动轮,这时电机通过传动带仅使主导轴飞轮转动。正常时电流应增加35~40mA(电流表上实际的电流读数应在55~70mA范围内)。如果这个电流太小,应检查传动带是否变质伸长,电机紧固螺钉是否松脱。如果电流过大,可能存在如下几种原因:①主导轴弯曲变形;②主导轴飞轮端面压力过大;③主导轴轴承内有污物。
3.检查压带轮组件:按下放音键,用手推开放音驱动轮,这时电机通过传动带使主导轴和压带轮转动,正常时电流应增加10~15mA(这时电流表上实际的电流读数应在65~85mA范围内)。如果电流太小,应检查压带轮弹簧弹力是否太小,压带轮是否紧贴主导轴。如果电流过大,可能是如下几种原因造成的:①压带轮与主导轴接触位置不平衡;②压带轮表面有异物;③压带轮表面膨胀变形;④压带轮支架与压带轮之间有异物,从而造成压带轮转动时摩擦阻力加大。
4.检查收带轮:首先卸掉计数器传动带,然后按下放音键,正常时电流应增加10~12mA。(这时电流表上实际的电流读数应在75~97mA范围内)。如果这个电流不正常,应检查放音驱动轮是否磨损,卷带轮内的磨擦力矩是否过大。
5.装入磁带检查:录音机放音时如发生带速不稳,音调忽高忽低的故障现象,这可能是因为有些磁带盒内部机构不良,造成磁带运行时卷绕不整齐,从而引起带盒内部摩擦力增大。检查时按下放音键,磁带走动,然后用手推开自停触头,正常时电流应增加12~18mA(电流表上实际的电流读数应在87~115mA范围内)。如果此电流太大应换一盒内部机构良好的录音带试试。如果电流仍不正常,应检查磁头固定螺钉是否松动或变位,磁头是否沾满磁粉,磁头压片及毛毡是否变形,供带轮摩擦力矩是否过大。
6.检查自停触头:按下放音键,让自停触头自然地触及磁带表面,正常时电流应增加2~3mA(这时电流表上实际的电流读数应在89~118mA范围内)。如果此电流读数不正常,应校正自停触头制动器使其正常。
7.检查计数器机构:挂上计数器传动带,按下放音键,正常时电流应增加1~2mA(这时电流表上实际的电流读数应在90~120mA范围内)。如果此电流不正常,应检查计数器机构内的传动滑轮、齿轮和蜗轮等部件是否受卡。
附表是红灯2L143录音机机械传动件各部件正常时的电流增加值读数,可供维修时参考。
电机电压 电机空载电流 主导轴+张力轮 压带轮 收带轮 供带轮+磁带 自停触头 计数器机构 总电流
(V) (mA) (mA) (mA) (mA) (mA) (mA) (mA) (mA)
6 20~30 35~40 10~15 10~12 12~18 2~3 1~2 90~120
录音机在放音状态下发生声音抖晃、带速不稳、音颤音漂的故障现象一般是由两方面的原因造成的:①录音带本身问题,主要表现为带盒内部机构不良;②录音机机械传动件产生的故障,这时要准确找出故障存在的部位难度较大。下面以红灯2L143录音机为例,介绍用上述检查判断方法检修机械传动件故障实例。
例1故障现象:放音时音调忽高忽低。
分析检修:放音时音调忽高忽低是带速不稳的表现,原因:①电机电压不稳定;②电机内部接触不良:③传动带老化或弹性不足,④供带轮摩擦力矩太大,⑤压带轮变形或压力不够,⑥带盒本身有问题。首先检查电源电压,结果正常。然后卸下传动带,用万用表检查电机空载电流,这时发现电表指针在20~30mA范围内不停摆动,说明问题存在电机内部。
例2故障现象:放音时声音拖长变调。
分析检修:放音时声音拖长是带速慢的表现,造成这种现象一般有如下几种原因:①电源电压下降;②电机稳速电路失调;③传动带变质伸长;④主导轴飞轮端面压力过大,⑤压带轮压力过大,⑥磁带盒内部摩擦阻力大。先用万用表检查电源电压,结果正常,然后卸下传动带,按下放音键,检查电机空载电流,电流表的指针稳定地指示在30mA刻度上,说明上述①~②点原因不存在。挂上传动带,用手推开放音驱动轮和压带轮,这时电机通过传动带仅使主导轴转动,观察电表上的电流读数仅有46mA(比正常读数小20mA左右)。检查结果表明,传动带已伸长变质,换上一根同规格的传动带后故障被排除。
例3故障现象:放音时声音发抖发颤。
分析检修,上述现象一般是由如下几种原因造成的:①主导轴变形,②飞轮摆动大;③压带轮变形;④压带轮压力过大或不足;⑤放音驱动轮橡胶圈磨损;⑥卷带轮张力过大。用万用表监测电机电流变化情况。先按下放音键,用手推开放音驱动轮和压带轮,电流表上的指针稳定地指示在65mA刻度上,说明上述①~②点原因不存在。接着让压带轮自然靠向主导轴,压带轮转动,电流表上的电流增加25mA(超过正常读数范围),说明问题出在压带轮上。更换一只同规格的压带轮后机器工作恢复正常。(黄福森)