故障现象:打开电源开关,装入一盒录象带,按下重放(PLAY)键,PLAY指示灯亮,但磁带不走动,几秒钟后机器出现保护自停。
分析检修:按下重放键,PLAY指示灯亮,说明系统控制电路基本正常。造成上述故障现象大致有如下几种原因:1.磁带盒内盘芯锁定机构失灵;2.主制动器不能释放而使得供、收带盘卡死;3.机构设定开关位置不对;4.装载齿轮凹槽有阻碍因素存在;5.装载电机驱动功率不足。首先检查F·F和REW功能,机器在快进和倒带状态时都能够正常工作,说明上述1、2、3点不存在问题。拆开盒盖,模拟装带到位,按下PLAY键,鼓电机和主导轴电机均转动,穿带到位,仔细观察,发现带盘驱动轮没有完全靠向收带盘。伸手将带盘驱动轮推向收带盘,收带盘转动正常,手松开后收带盘又停止转动。用手拨动加载电机上的惰轮,观察机械系统运行状况,发现装载齿轮凹槽在机构设定开关位置3向位置4转换过程中阻力逐渐增大最后被堵死,由状态设定开关动作关系可知,位置3向位置4转换过程刚好是压带滚轮的压紧控制机构在动作。拆下主导轴再用手拨动加载电机惰轮,加载齿轮凹槽在整个行程中动作均为正常。通过以上观察分析表明,故障存在于压带滚轮机构内。该机构如图所示。仔细观察机构部件,发现压带滚轮表面发生膨胀变形,估计是该机保养时曾用过有腐蚀性的溶剂作为清洗剂擦洗滚轮,使得滚轮表面起化学变化造成膨胀变形,从而使得滚轮对主导轴的压力增大。
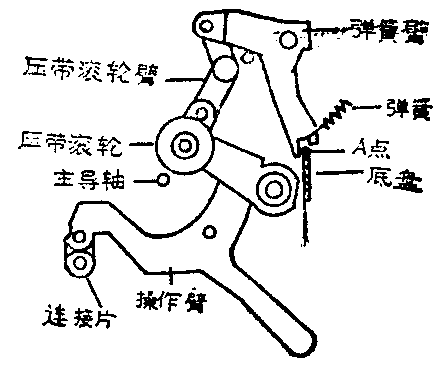
排除方法:更换压带滚轮后机器工作恢复正常。如果手头没有备件更换,可采用应急处理办法。方法是取一小片硬纸板夹在弹簧臂与底盘之间(图中A点)来减小压带滚轮对主导轴的压力。硬纸板究竟要多厚,可用手转动加载电机惰轮使加载齿轮凹槽内的机构运行自如即可。
注意:在应急处理时千万不要用钳子等工具扳动底盘使其变形,也不要随便更换或调整弹簧臂上的弹簧弹力来减小压力,否则金属底盘和构件产生形变会给以后维修造成麻烦。(黄福森)