3.放音力矩超差 在满足磁带能以适度松紧整齐地卷绕在收带盘内的前提下,放音卷带力矩应尽量小一些,以免影响磁带正常运行。放音力矩过大,消耗电流势必增加,带速亦相应升高,放音力矩过小,收带盘不能及时卷绕主导轴和压带轮输送出的磁带,势将出现绞带现象。
引起放音力矩超差的主要原因是橡胶传动带、摩擦轮等的性能恶化,如老化,严重磨损等;其次是超越离合器弹簧位置有变动乃至损伤了离合器,有关弹簧件和毛毡垫片性能变化甚至失效,有关传动件不到位。查到毛病,能修则修,需换则换。
4. 快进时间长 主要因为快进力矩小,致使快进速度低。而快进力矩小的原因与放音力矩超差的原因基本相同,修复办法也一样。
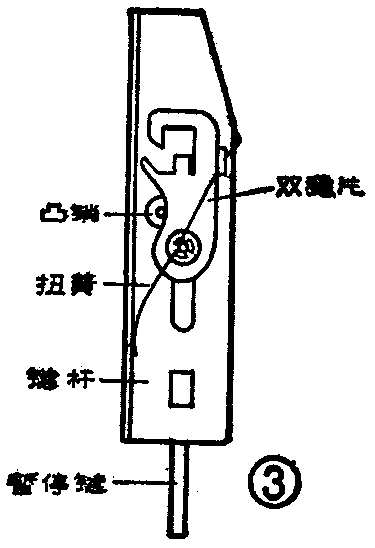
5.功能键失灵 操作时手感甚差以至按不动,或者能按下去却锁不住,或者锁住了却不能按要求复位等等,故障根源是相关的零件变形、严重磨损乃至错位,相关弹簧性能变化,相关结构件运动不到位,闭锁板变形失灵,电机开关触点失效等;此外,防误抹机构如失效将直接妨害录音键正常工作,双稳机构(见图3)如失效将使暂停键不起作用。
上述各相关结构件、弹簧件及开关触点等,各种型号机芯均大同小异,如属于严重磨损而失去效能就必须设法更换新件,别无他法。
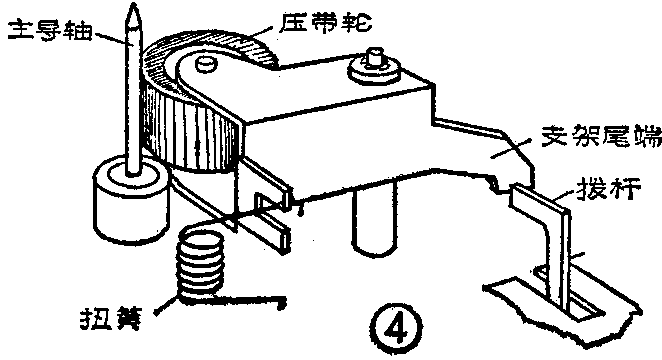
防误抹机构失效原因主要是防误抹插头后倾角度不够,致使录音键杆被阻挡不能前进,因而无法实现录音功能。只要使防误抹插头能有足够后倾角度,故障即可排除。暂停键不能正常工作有两种情况;一种是按下此键锁不住,松开手即复位,这是因为双稳机构的扭簧松脱,自锁钩无法复位,因此锁不住暂停键。重新装好松脱了的扭簧就可排除故障。另一种是按下暂停键,磁带仍在运行。这是由于拨杆变形,顶不到压带轮支架的尾端(见图4),压带轮与主导轴仍然接触驱动磁带,所以磁带照常运行。遇此情况可调整拨杆位置或适当调整压带轮扭簧的弹力,使拨杆与支架尾端能正常接触。
6.自停失灵 常见故障有两种情况,一种是磁带运行到终端时,电机仍在运转,自停机构发出“嗒嗒”响声却不停机;另一种是磁带还没运行到终端时就自动停机。前一种故障是因自停触头不敏感,自停杠杆动作不灵活,需要很大的磁带张力才能推动它动作;或者是因机芯上的带盒定位簧片变形,带盒装入机芯的位置不当,未正确入位,也难实现自停。遇到这种情况,要用酒精棉球清除油垢,细心调整自停杠杆和有关拉簧拉力,使自停杠杆能按要求动作。带盒定位弹片要用镊子轻轻调整到弹力适宜时为止。
后一种故障是因磁带的阻力矩过大,磁带在正常运行时的张力就能推动自停触头和自停杠杆,致使停机;也许是因供带轮阻力大,转动不灵活,加大运带时的张力,导致停机。这类故障的排除方法是换用阻力矩小的优质磁带;拆卸供带轮检查有否异常现象,如果污垢太多就擦拭干净,磨损严重的零件应更换新品。
7.绞带 即主导铀和压带轮输送出的磁带,收带盘没有及时卷绕起来,而是缠绕在主导轴或压带轮上,使主导轴无法转动,甚至带盒仓门也打不开。造成绞带故障的原因很多,归纳起来有以下几种情况。
(1)劣质磁带磁粉发粘,易沾污主导轴和压带轮,致使磁带不能正常运行,造成绞带。此外带基过薄的磁带在运行中因静电吸附作用,也容易发生绞带现象。
(2)主导轴与压带轮若沾有较多的磁粉和污垢,应清洗干净,要留心平时的清洁工作。
(3)收带盘的收带力矩不足,不能及时收卷起磁带,把主导轴和压带轮缠住不转了。
若是轻微绞带,按住“出盒键”,手抠带盒仓门,即能开门取出磁带盒及绕在主导轴、压带轮上的磁带。若绞带严重,打不开带盒仓门,就须将录音机后盖卸开,用手扳动飞轮逆时针方向(面对飞轮底部)转动几周,同时按压出盒键,抠住带盒仓门,便可开门取出带盒。若再用一盒优质磁带装机放音,仍然出现绞带现象,机芯收带力矩不足是肯定无疑的了。应检查驱动收带盘转动的中间橡胶轮之外缘有否油污引起轮间打滑,收带盘有否变形,致使收带盘旋转不正常引起绞带。轮缘的油渍可用酒精擦拭干净,变了形的收带盘应换用合格品。
(4)带盒仓门变形,仓门拉簧拉力不适宜,使得带盒装机后与基板不平行,引起绞带。可用局部加温的办法矫正变形的带盒仓门,适当调整舱门拉簧拉力消除绞带现象。
(5)压带轮轴与主导轴不平行也能引起绞带,这是因为磁带在压带轮与主导轴之间受到的摩擦力不均匀,易上下窜动,以至缠绕在主导轴或压带轮支架上。一般说来,这种故障不多见,除非碰撞、跌落等外力将主导轴或压带轮轴砸弯变形;在正常条件下使用录音机不会引起上述两轴不平行。如果能明显观察到两轴不平行,只能微调压带轮支架的回转轴,而不可轻易扳动主导轴。如发现主导轴弯曲变形,那是无法修复的。
机芯选配与检查
机芯经过一定时间的运转使用,势必产生磨损、变形和老化。它也有一定的工作寿命,包括运转寿命和功能键寿命两项。技术标准规定,一般机芯的运转寿命不低于1000小时(在规定的工作状态下,机芯的规定技术性能下降到规定的指标下限值时,所累计的运转时间),功能键寿命不低于10000次循环(在机芯通电状态下,按规定的操作速度和循环顺序,操作各功能键,直至机芯任一功能键失效时的循环次数)。实际上,多数机芯的工作寿命都超过了上述规定时间与次数,也有少数机芯出现故障难以修复,或经反复修理,性能依然很差,达不到使用要求,或因某种关键零部件不易选配与更换。遇有这种情况就应按原型号选配性能符合技术要求的机芯,由于造型款式和安装尺寸的限制,不能随意换用其它型号的机芯,只能“原配”。在选准型号以后,应根据以下三个方面进行检查:
1.外观检查:金属零件涂复层应牢固,未有脱落、锈蚀、机械损伤和变形现象;塑料零件形状应规矩无缺损、开裂和变形;橡胶件无老化变质症状。
2.功能检查(1)操作各个功能键,机构动作可靠灵活,手感舒适,无强力的冲击振动感。
(2)把机芯置于工作位置,按额定工作电压使电机通电运转时,机芯不应发生异常振动、颤动和敲击声;装入带盒后,运带平稳,无扭带和绞带现象;各功能键正常可靠,电机无明显噪声。
(3)当更改机芯工作位置时,如立式变为卧式,仍然工作稳定。
(4)计数器运转正常,计数准确,复位灵活。
(5)缓开门机构工作正常、可靠。
3.性能检查:机芯性能主要包括带速、抖晃率、卷带力矩、消耗电流和快进时间等项,出厂前都要经过全面测量和严格试验,如常温、高温、低温、潮热、振动、冲击以及可靠性、寿命等项试验。选配机芯时,只对其主要性能指标进行常温条件下的考核就可以了。如果读者不具备测试条件,可在更换到整机后,装上自己熟悉的音乐节目磁带(应为优质磁带)进行放音,凭听觉来辨别音乐旋律的变化。本刊去年第9期、第10期在封三资料栏中列出了国产盒式磁带录音机机芯主要型号和基本参数。(王锡江)