在盒式录音机的各类故障中,有70%左右属于机械性故障,这些故障又主要来自机芯。因此本文主要谈谈机芯的日常维护和故障修理。
机芯种类的识别
要想合理维护保养机芯和正确检修机芯出现的故障,应先熟悉一下各类机芯。
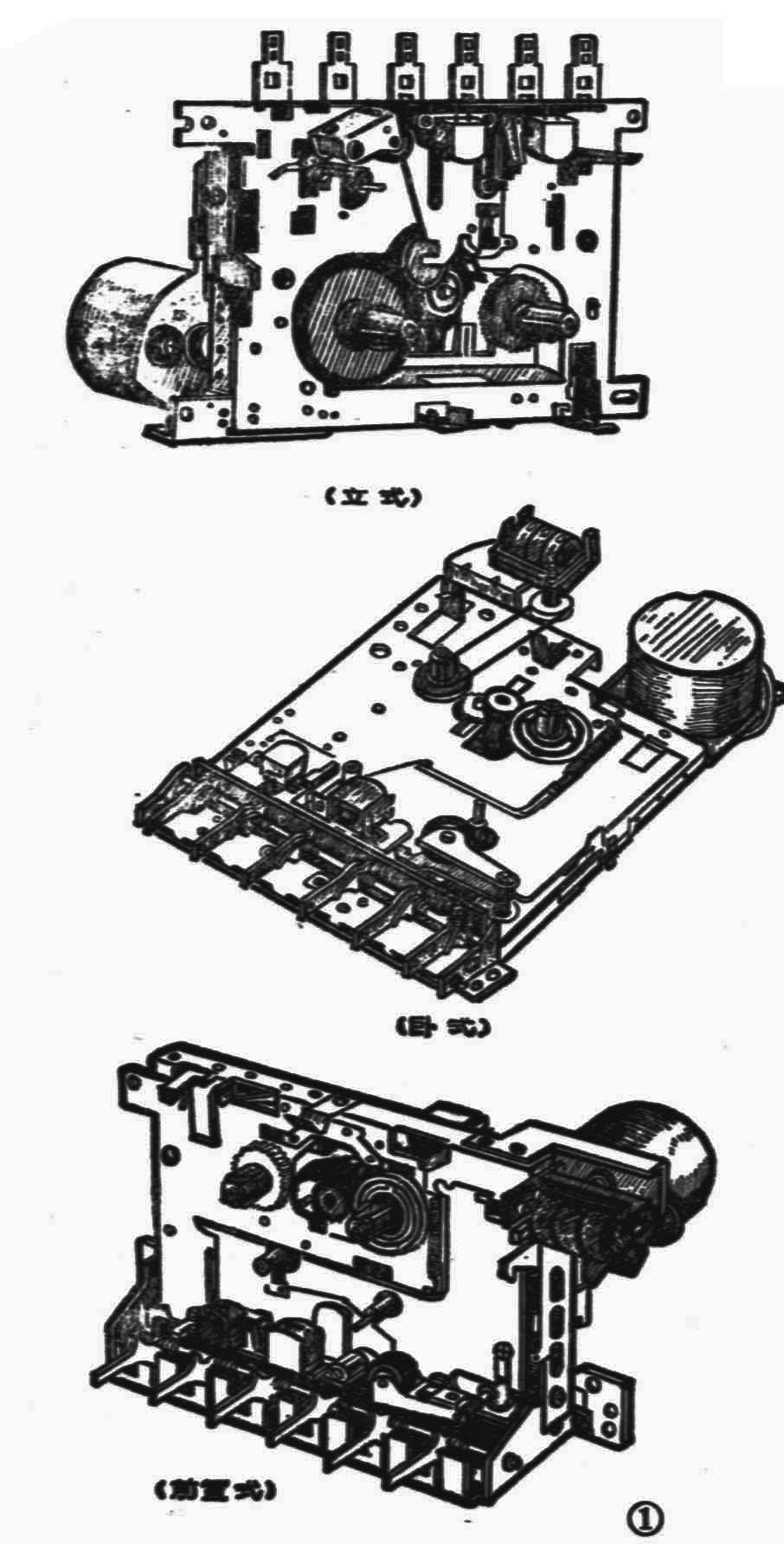
1.从录音机外表观察,若功能键(指录音、放着、快进、倒带、停止等键)操作力的方向与磁头滑板前进的方向一致,即为立式机芯;若二者方向相互垂直,即为卧式机芯;若二者方向相反,则为前置式机芯,见图1。
2.打开录音机带盒仓门或录音机后盖板,观察机芯基极(底板)的材料,钢板基板者为金属机芯;塑料基板者为塑料机芯;在金属基板上镶嵌注塑有各种形状的塑料零件(如:凸台、支柱等)则为铁塑结合机芯。
3.录音机通电后,在录音、放音工作状态下,磁带运行到终端时能自动断电停机者为半自停机芯,也称“张力自停”或“录放自停”机芯;若在录音、放音、快进、倒带各种工作状态下,磁带运行到终端时均能自动断电停机者为全自停机芯,目前常见的中高档机芯多为全自停机构。
4.用棒形测力计测量功能键的按键力,若在1000g以上,甚至为2000~2500g,即为普通机芯;若按键操作力为500~700g或者还小,则为轻触机芯。轻触机芯分机械轻触式和电控轻触式两类,前者外观与普通机芯相似,只是操作轻便,手感舒适;后者的按键已经脱离传动机构,单独安装在逻辑控制电路板上,如同一排“按钮”,因此,轻触功能键可以根据整机设计的需要安装在任意位置上,就像电视机的预选器按钮那样。
机芯维护要点
1.注意清洁:使用录音机应避免在风沙大、灰尘多的环境中开机,防止风沙落入旋转部位,加大磨损;要定期(一个月左右)用蘸有酒精或其它清洁液的棉签擦拭磁头、主导轴、压带轮和自停触头等部位,擦拭时要防止酒精或清洁液流入轴承冲刷润滑油,影响正常传动性能。有条件时,可使用清洁带(标准带盒)擦拭。
如果长时间使用录音机而不注意清洁擦拭,放音磁头沾有磁粉和污垢,会出现高频信号严重衰减现象,消音磁头不洁将导致消音不干净;压带轮上磁粉污垢过厚,带速将产生瞬间波动,抖晃值增大,影响使用效果。至于飞轮、惰轮及橡胶带等件的工作表面也要擦拭干净,以保持原有的卷带力矩,防止运带反常乃至绞带。
2.定期消磁:录音机经过一段时间的使用,磁头以及磁带运行所经过的铁磁材料零件容易被磁化,使录放音过程中产生杂音、高频部分下跌、信噪比明显下降。为此必须定期进行消磁。消磁时,用磁头消磁器靠近磁头、主导轴等部件的工作表面,往复移动四、五次,然后将消磁器慢慢离开被消磁的部位,再切断消磁器的电源。
3.精心注油:为使机芯工作正常,在各运转轴孔处涂有润滑油,各键杆、磁头滑板和基板之间等相对滑动部位涂有润滑脂。随着使用时间的推移,上述部位的润滑油或脂势必挥发、减少,使摩擦力加大,产生吱吱响声,按键手感变差,遇到这种情况就要注油。如果无法找到相应型号的润滑油脂,也可临时采用清洁的钟表油或缝纫机油点在转轴处,用凡士林膏涂在各个相对滑动的部位,达到润滑之目的。但油和脂的用量要适中,不可滴到不该加油的部位,尤其不能沾到橡胶质的传动带和摩擦轮缘上,以免产生打滑、传动力短减小,抖晃增加等问题。给收带盘点油时,千万不能让油流进摩擦离合器内,防止摩擦力矩不稳定,影响技术性能。
机芯常见的故障
当机芯的运转件或传动件工作不正常甚至不能工作时,往往有两种原因,一是使用者操作不当造成的,二是机器本身的故障所致。操作不当引起的故障较易排徐,只要按使用说明书正确操作就是了。
机芯本身的故障主要包括两大类:指标性故障和功能性故障。指标性故障指的是技术性能指标超差偏离规定范围,例如带速失调,抖晃率和放音力矩超差,快进时间过长等;功能性故障指的是各种功能失灵,不能正常工作,例如各功能键失效,自停机构异常,绞带现象严重等。现将常见的几种主要故障检修方法分述如下。
1.带速失调 主要表现是带速明显不稳,放音效果差,音调忽高忽低,严重失真。当带速过高时,声音变尖刺耳;带速过低时,声音低沉发闷。
首先要检查电机稳速电路性能是否恶化,元器件是否有损伤、老化或短路现象。当上述疑惑解除时,可用小号螺丝刀仔细调整稳速可变电阻器的阻值,能使带速转为正常。多数录音机电机的电子稳速电路板装在电机外壳里面,外壳顶端留有φ4mm小孔,以备插入螺丝刀调整可变电阻器的阻值。近两年大量投放市场的袖珍型录音机或放音机所采用的是小型电机,其稳速电路板放在电机之外,与录放电路板装在一起,调整也较方便。在调整电机转速的,可用一盒您熟悉的音乐节目带放音,边调边听声音是否失真,当您认为放出的声音入耳时,表明磁带速度已经稳定。如果调整稳速电阻器也不奏效,说明电机的机电性能恶化,无法再用,只有更新了。
其次,要检查橡胶传动带性能是否恶化,例如失去应有的弹性,沾有油污引起打滑等;主导轴与压带轮之间是否有油污而影响正常运带。然后再有针对性地进行清洁工作,不能使用的橡胶传动带和压带轮要及时更换。
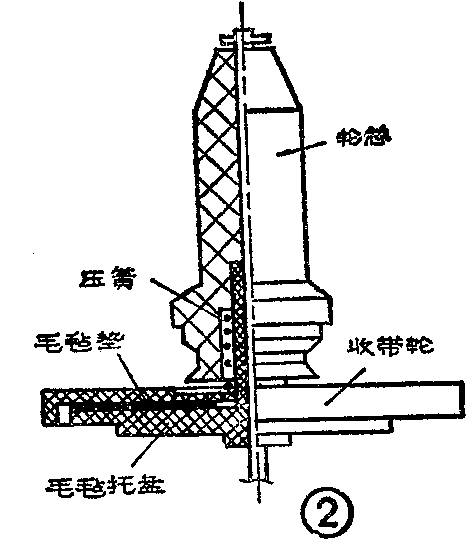
最后仔细检查各转动件特别是摩擦轮的磨损状况,如果磨损严重,就会产生不规则的摩擦阻力矩,卷带力短也将发生变化,导致磁带速度变化无常。有条件的读者最好用力矩测试带测量卷带力矩是否符合要求。一般说来,大型机芯的卷带力矩为35~75g·cm,也有30~70g·cm的,中小型机芯为30~60g·cm,也有30~75g·cm的。如果卷带力矩忽大忽小不稳定,甚至超出正常范围,就应检修收带盘下部的超越离合器,如果毛毡垫片已损伤就要更换新品(见图2)。
2.抖晃率超差 抖晃率超差的原因除与带速失调有关外,还同放音力矩不稳、供、收带盘阻尼异常、转动件运行异常有关。其中包括磁带盒的几何精度与转动精度。检修方法与步骤类似“带速失调”一节,只是应更加细心,如有抖晃测试带最好能测量一下抖晃值,B类录音机抖晃率为0.30%以下,C类机为0.4%以下,袖珍机为0.55~0.6%以下。用录有钢琴或管弦乐器演奏的音乐节目带进行放音也可以鉴别出抖晃率的高低。(未完待续)(王锡江)