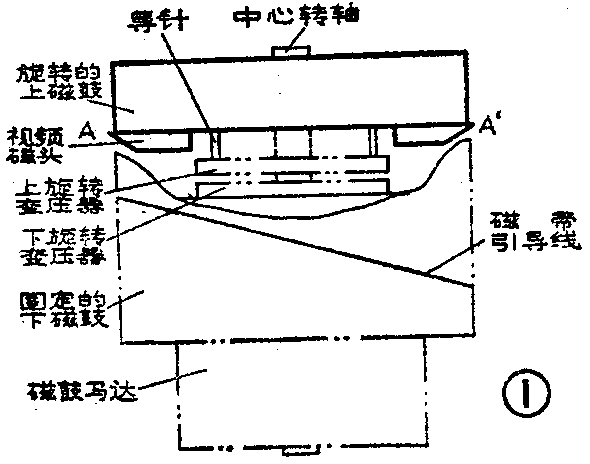
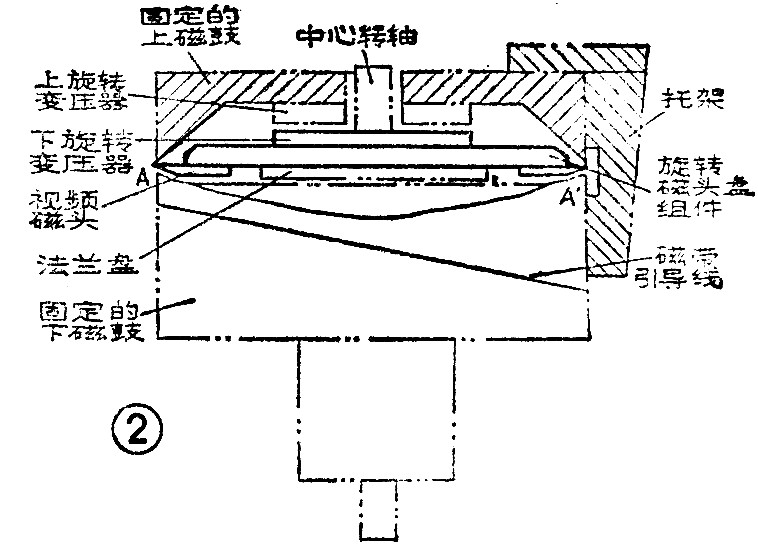
视频磁头与一些零件组成视频磁头组件,视频磁头组件在VHS型录象机中称上磁鼓,在β型录象机中称旋转磁头盘。其作用是从录象磁带上拾取信号并传递给电路,或者是把电路中的电信号馈给录象磁带。图1是VHS型录象机磁鼓的示意图,实线部分是上磁鼓,上磁鼓通过中心转轴与下磁鼓中的磁鼓马达相连,并以每分钟1500转的速度旋转。两只视频磁头A、A'相隔180°安装在上磁鼓边缘。在放象时,视频磁头从磁带上拾取信号,然后通过导针传到上旋转变压器。上旋转变压器与上磁鼓一同旋转,并把信号馈给相隔不到1毫米的固定下旋转变压器,由下旋转变压器把信号传给电路,记录时整个过程则与之相反。图2是β型录象机的磁鼓示意图,实线部分是旋转磁头盘组件,两只视频磁头也是以相隔180°的角度安装在组件的边缘。下旋转变压器与组件装在一起,上旋转变压器装在上磁鼓上,并与电路相连。旋转变压器的作用与VHS录象机的相同。视频磁头盘组件通过中心转轴与磁鼓马达相连,并以每分钟1500转的速度旋转。
视频磁头是以极高的精度安装在视频组件的旋转基板上,安装的精度均为μm和秒数量级,这旋转基板就是上磁鼓或磁头盘。磁头安装到基板时,必须保证达到规定好的工作间隙、高度和角度。要求视频旋转中心必须精确地与中心转轴同心,径向安装误差小于5μm,方位角小于10',磁迹宽度为±5μm,磁工作间隙的安装角度为15"~1',两磁头相对于同一旋转基板的安装高度误差为±10μm。如果达不到这些要求,在重放图象时,将会出现互换性不好、影响跟踪、降低信噪比、图象扭曲或有许多雪花点和横条,以致于无法收看。
由此可见,视频磁头组件的加工精度和安装精度是十分严格的,视频磁头组件一旦损坏,一般的无线电修理部门和业余爱好者在没有专用设备和手段的情况下是不易修复的,因此,当视频磁头损坏时,必须将整个视频磁头组件一起换掉。
正常使用的视频磁头其磨损程度是随时间的增加而增加的,一般在使用500小时后,磁头缝隙长度变短,高频特性开始变坏,表现为记录质量差,清晰度下降,但放象时,图象尚可。使用700小时后,记录的图象清晰度明显下降,图象模糊,彩色闪烁,放象时只有黑白图象。如果再继续使用,则无法记录,放象时全是雪花噪波和横条干扰,连黑白图象也放不出,这种情况说明视频磁头已严重损坏无法再用了。另外,当视频磁头被磁化或磁头上沾附有脏物时,也会出现上述故障现象,因此,在检修视频磁头组件时,通常采取以下几个步骤:
1.清洗磁头:先用麂皮或细纱布缠在小扁木棒上,做为清洗磁头用的清洗棒,然后用清洗棒沾上专用的磁头清洗剂或高纯度酒精,二甲苯等,清洗时,一只手将清洗棒轻轻靠在视频磁头上,另一只手缓缓地来回转动视频磁头组件,直到把视频磁头上所沾的脏物清洗干净。
2.如果故障依旧,再用放大镜仔细观察视频磁头的突出量,从磁鼓顶端垂直往下看,一般较新的磁头尖有20μm以上的突出量露在磁鼓外,如果看不到突出量,则说明视频磁头已磨平了。如果看到视频磁头有脱落、断裂,及缺角现象时,说明磁头已无法使用,应该换新的磁头。
3.如果磁头尖在外表上看是完好的,清洗后还放不出正常的图象,就要考虑磁头是否因为与磁带长时间接触或在强磁场下磁化了。对于磁化了的磁头可用录音机用的消磁器进行消磁,具体方法是:在录象机不通电的情况下,把插上电源的消磁器放在磁头尖附近,不能紧靠在视频磁头尖上,上下缓缓移动几次,再将消磁器移至离录象机一米远外,然后关闭电源,消磁结束。
4.如果消磁无效,就要考虑视频磁头有无断线故障,卸下视频磁头盘组件,用万用表测量视频磁头线圈是否断路,两个视频磁头线圈有一个断路,则整个视频磁头组件就不能使用。
5.如果视频磁头外表完整,线圈又未断,但录放效果仍不好,在清洗和消磁后也不见好转,这时应再仔细观察视频磁头线圈的焊点是否动,固定视频磁头的螺钉是否有旋动过的痕迹,如果是焊过、拆过,即使磁头片是完整的也无使用价值。
从图1、图2看出,要更换视频磁头组件必须拆卸上磁鼓,下面介绍几种机型的上磁鼓的拆卸方法:
1.松下NV-370:上磁鼓的顶视图如图3所示,其中:A、A'为视频磁头,B、B'为安装孔,C、C'为带螺纹的盲孔,D、D'为方位角调整螺钉孔,E、E'、F、F'为φ3.8通天孔,印刷板将C、C'孔挡住,卸取步骤如下:
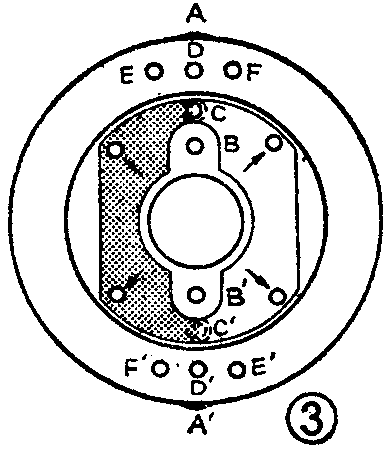
(1)用烙铁将上磁鼓上箭头所指的四个焊点与导针焊开。
(2)卸下B、B'孔上的两个M4×10的紧固螺钉。
(3)用手抓住上磁鼓的外缘,将上磁鼓提起。
(4)如果上磁鼓与中心轴结合得很紧,可用φ4×20的自攻螺钉攻入φ3.8的通天孔E、E'(或F、F')内3~4牙,两手各持一个自攻螺钉,适当用力向上提起上磁鼓。如果仍太紧,可用手钳夹住自攻螺钉,一边轻轻摇动一边往上提。
(5)如果无合适的自攻螺钉或者不准备在上磁鼓上留下攻丝痕迹,可将上磁鼓的印刷板焊下,用M3×20的螺钉旋入带螺纹的C、C'孔内3~4牙,手提螺丝钉适当用力即可取下。
注意事项:(1)整个操作过程都要戴上干净的手套,以免汗渍或手印沾在磁鼓上。(2)自攻螺钉不能攻入太深,否则会碰坏磁头。(3)M3×20的螺钉不能旋得太深,否则会碰到下面的视频磁头的紧固螺钉,另外,螺钉不能旋入D、D'内,否则会损坏磁头。
2.松下NV-450:上磁鼓顶视图如图4所示,卸取步骤如下:
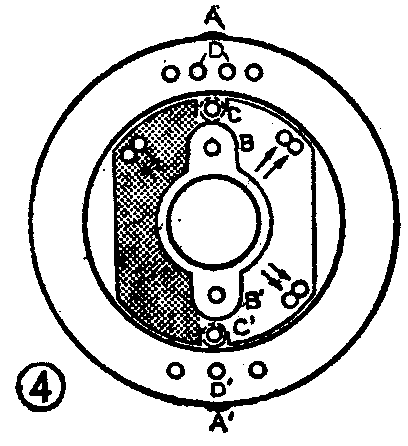
(1)用烙铁将上磁鼓上箭头所指的6个焊点与导针焊开。
(2)卸下B、B'孔上的两个紧固螺钉。
(3)抓住上磁鼓外缘,将上磁鼓向上提起。
(4)如果提不起来,可用M3×20的螺钉旋入带螺纹的C、C'孔内3~4牙,两手各持一个螺钉将上磁鼓提起。
这种机型的上磁鼓卸取方法与NV-370机型的基本相同,其注意要点也完全相同。
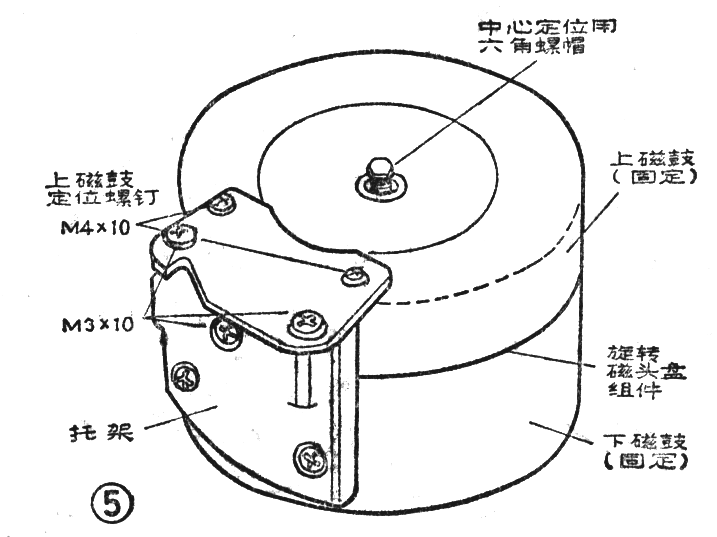
(1)参看图5将上磁鼓上的两个M4×10的定位螺钉取下,旋松侧边的一个M3×10的定位螺钉,将上磁鼓取下,上磁鼓印刷板上的所有连接线都不要焊下。
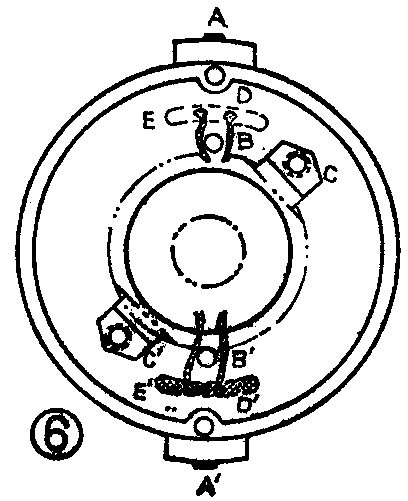
(2)卸下上磁鼓便可见如图6所示旋转磁头盘件,旋去C、C'孔上的两个M2.5×4的压板螺钉,取下压板和下旋转变压器。
(3)卸下B、B'孔的两个M3×6的紧固螺钉,这是旋转磁头与下磁鼓相连的两个紧固螺钉。
(4)将两个M2.5×15的螺钉分别旋入拆卸孔C、C'内,旋到底碰到法蓝盘后再往里旋,直到把旋转磁头盘组件顶出来。在旋这两个螺钉时,两个螺钉必须交替进行,不能一边旋进得多,另一边旋进得少,否则,少的这边的磁头尖会刺在下磁鼓上而损坏。
注意事项:(1)整个操作要戴上清洁的纱手套。(2)下磁鼓中心轴上有一个定位用的M5的六角螺钉帽是绝对不能拧动的,如果拧动了,轻则造成新的故障,重则使下磁鼓报废。(3)上磁鼓上的两个M3螺钉及侧面托架上的两个M4螺钉都是定位用的,不可随便拧动。(4)上磁鼓内侧有一铁氧体材料制成的上旋转变压器,质地很脆,注意不要碰坏。旋转磁头盘组件上的下旋转变压器也应轻拿轻放。
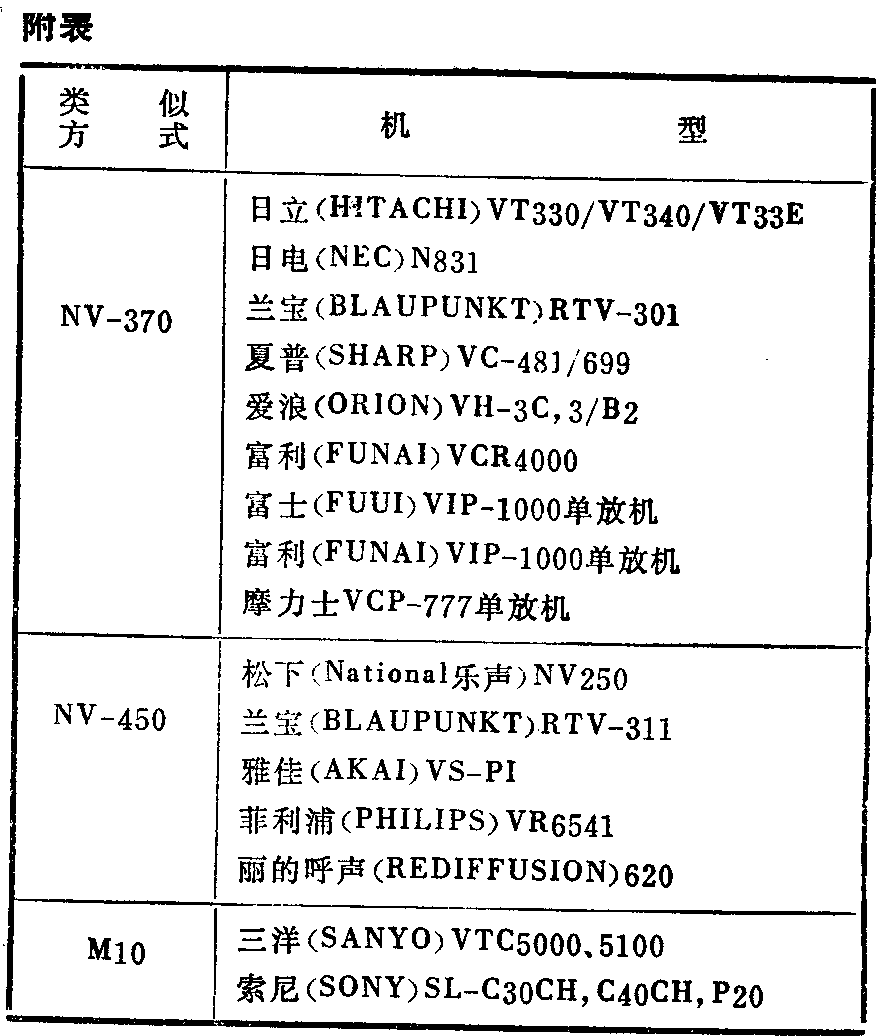
由于篇幅所限,我们只介绍这三种机型,其它型号的录象机的磁鼓卸取方法也基本都在这三种方法范围内,具体对应采取的方法见附表。
当录象机上磁鼓损坏需要换新或上磁鼓不良需要替换时,读者可参考上边介绍的三种机型磁鼓卸取方法去精心操作,千万不能麻痺大意。否则,不慎将其中一个部件弄得变形或损坏,这样会导致更大的故障,甚至会使整个磁鼓报废。(余阜民)