绞带是盒式录音机机芯最普遍的故障之一。它可发生在各种类型的机芯上,因为绞带的发生,既有机芯本身的故障,也有使用不得当所造成的故障。如果对机芯精心保养,正确使用,就可杜绝绞带故障的发生。
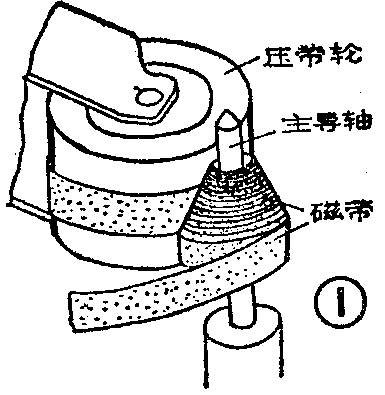
大家知道,在放音状态下,压带轮以一定压力将磁带压贴在主导轴上,靠其摩擦力将磁带输送出去,此时卷带轮把输送过来的磁带整齐地卷绕到卷带盘上,如果,卷带盘来不及卷绕磁带或断断续续卷绕磁带,就会使磁带只送不收,在主导轴和压带轮处重叠阻塞越聚越多。当磁带堆积一定量后,就会卷到旋转着的主导轴或压带轮上(见图1),使主导轴处的直径逐渐加大,带速加快,录音机放出的声音明显增高。一般说来,这种现象,仅能持续30秒左右的时间,随后录音机机芯就停止运转了。对于经验不足的用户,此时可能还不知道出了什么毛病,想再按放音键继续听听,结果怎么也按不下,想打开盒门拿出磁带看个究竟,但盒门也无法打开。按动倒带,快进键也毫无作用。这就是发生了绞带故障。
遇有这种现象,用户千万不要惊慌,更不要乱拆乱动。此时应把着眼点放在设法取出磁带上。如果是轻度的绞带,只要按下出盒键,小心撬动盒门,取出带盒,用木棒(如铅笔)轻轻拨动磁带,磁带便可从主导轴上退下来,然后,将带盒放过录音机带盒仓内,用快倒和快进键重新绕一遍,将磁带绕到一边带盘上即可。如果磁带是缠绕在压带轮上时,千万不要硬拉,而应该用手指伸进盒带仓内慢慢往复旋转压带轮,让磁带松动,然后再把绞在压带轮上的磁带脱出来。若用上述方法都不能排除绞带故障时,对于采用后开盖结构形式的盒式录音机,可断开电源,打开后盖,找到飞轮,然后按动放音键,与此同时另一手逆时针拨动飞轮,让其转动,使主导轴和磁带之间得到松动,然后按下出盒键,即可打开盒门,取出带盒。如一时打不开盒门,也不要着急,可以在继续拨转飞轮的同时,反复按动出盒键直至打开盒门为止。有的盒式录音机是前开盖结构形式,盒门与前盖是联接在一起的,即使松开螺丝钉,也难以取下带盒。这时最好的办法是,设法钩出磁带。一般可选用一段φ0.2mm左右的钢丝,一端弯成小于90°的弯钩,将钩子顺盒门缝隙处伸进,对准主导轴位置,再将钢丝钩挂到磁带上,然后用适当力量将绕在主导轴上的磁带拉出。如此时拉不动磁带,只好用钩子将磁带破坏,取出带盒。
绞带故障排除后,必须尽快找到绞带的原因,以避免绞带故障再次发生。
1.先用发生绞带的磁带,分别在其A、B面的带头、带中、带尾进行放音试验,每次至少走带2~4分钟,仔细观察,有无绞带现象。如果走带正常,则说明绞带是由于带盒安装不良或机芯传动系统的故障造成的。属于磁带盒安装不良时,应注意安装方法,装入磁带后要将盒门关紧,不准留有间隙,否则,磁带与压带轮的相对位置就要发生变化,造成绞带。
2.如果用绞带的磁带试验,仍出现绞带时。可重新选一盘磁带,进行放音试验,不再出现绞带,则说明前一盘磁带本身有毛病,(可能带盘阻力不均衡或带盒严重变形,磁带有局部损伤等)。可视故障具体情况予以排除。
3.无论换上什么样的磁带进行放音,均出现绞带故障,一般是机芯传动系统的毛病,其主要原因,大多是因为卷带轮传动过程中停转,或卷绕力小造成。不同的机芯卷带的形式也不一样,因此绞带的原因也不尽相同。
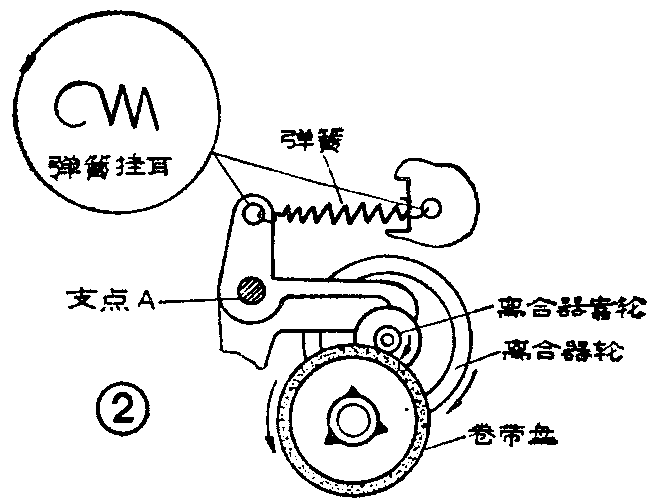
(1)图2是离合器靠轮带动卷带盘传动形式,当图中弹簧弹力变小,或其挂耳脱钩时,离合器上的靠轮与卷带盘边缘接触得不紧,就会使卷带盘不转或断续转动,检查时发现弹簧挂耳脱钩可重新挂好。如果弹簧节距太大,则说明拉力变小,致使靠轮与卷带轮贴合时的压力不足,使其不能及时绕带。这时应更换弹簧或对其修整。
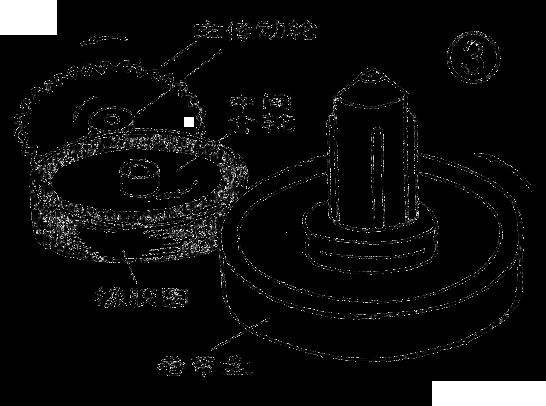
(2)有的机芯的卷带盘是靠中间介轮驱动的(见图3),如其橡胶圈沾满油污,或摩得光亮,就会使橡胶圈与卷带盘之间的传动发生相对打滑,或时转时停,造成绞带故障。可用酒精对橡胶圈进行清洁处理,即可排除绞带故障。
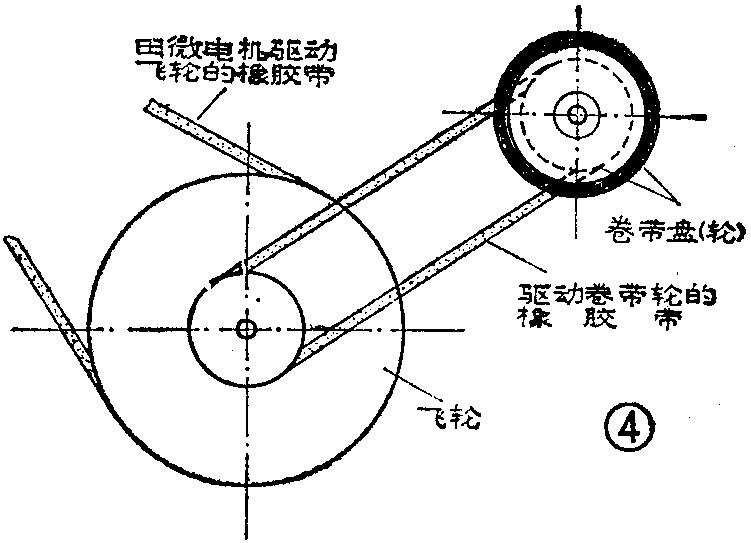
(3)象图4传动形式的机芯,应检查传动橡胶带是否脱落、拉长或老化,传动橡胶带上是否沾有油污,应用酒精清洗干净。或将胶带重新挂好,如果传动带拉长、老化,可更换新的传动带。
此外,在进行上述检查时,还应侧重检查卷带盘座,看看卷带座的下面有无毛刺,是否与机芯的底板,带盒盘芯等处摩擦而产生阻力。传动带是否与其它零件相碰而造成断续绕带,应修掉毛刺,排除相碰点。
(4)如果经过测量和试验,属于收带力矩小造成的绞带,此时一般是在走带快要终了时发生绞带。应设法增大收带轮的力矩。
(5)如果装上磁带在放音开始就发生绞带,这可能是带盒的定位簧片对带盒的压力过大所致,使卷带盘座与磁带盘芯间配合过紧,增大了卷带阻力。这时只要用手往后推按一下簧片,使压力减小些,即可排除这一故障。
如果不属上述故障,可检查压带轮压力,用弹簧称或测克计测量压带轮对主导轴的压力,对于大型机芯压带轮压力一般在400克左右,中小型机芯一般在250克左右,若压力过小,可将压带轮上的扭簧拆下,调整加大其压力。
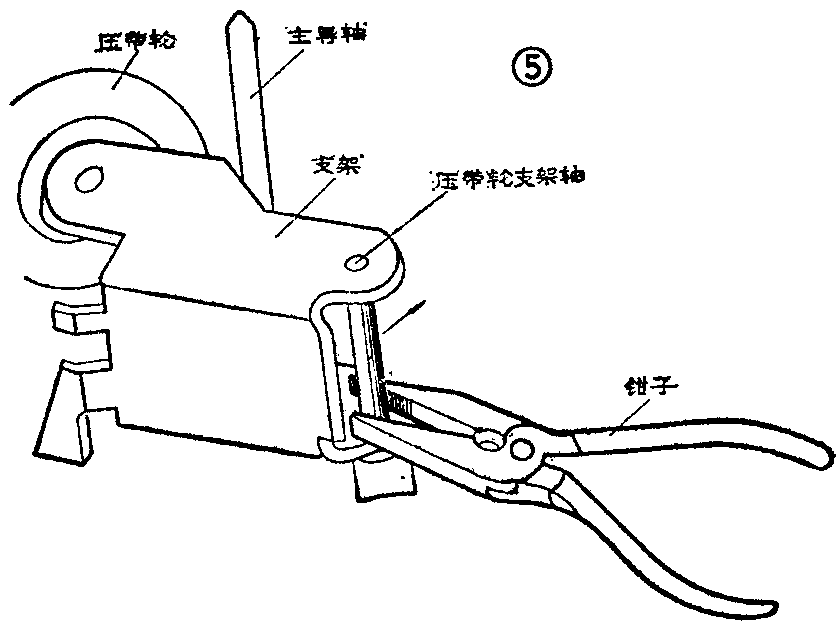
(6)检查压带轮轴是否与主导轴平行。用肉眼观察压带轮在压贴主导轴后有无倾斜现象,如有,则说明绞带故障是由此而引起的,造成在走带时的上下窜带,进而使摩擦力矩不均。排除这种故障时,切记不要乱动主导轴,可适当调整压带轮轴,一般用钳子夹持压带轮支架轴,适当小心掰动(如图5),只要压轮轴垂直机芯的底板并与主导轴平行即可。
(7)不属上述故障,可检查卷带轮是否偏心,卷带轴是否弯曲。如果卷带轮转动时可见到明显的偏心现象,会造成断续绕带,时间一长,磁带就会渐渐堆积,造成绞带故障。此时可适当校正卷带轮轴,校整弯曲部位。
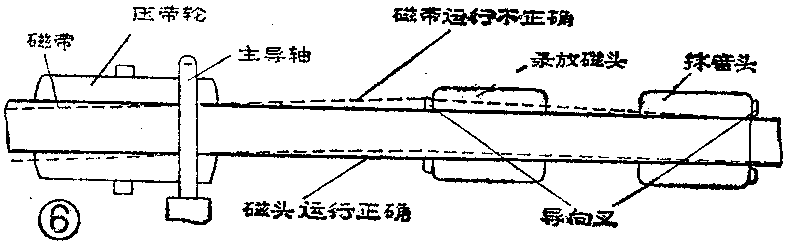
(8)另外,有的机芯是在更换新的磁头或压带轮后出现绞带,这多半是因为磁带运行轨迹发生变化所致,在正常走带状态下,磁带应在磁头导向叉中心和压带轮的侧边中心通过,这样走带均匀,不易出现绞带。如果新更换的磁头或压带轮调整不当,就会出现图6中的虚线走带情况,这样容易造成绞带。由于磁头调整不良,或选配不当,使磁带靠导向叉上部或下部单边运行,此时磁带边变皱,且易损坏,会影响正常走带,尤其在使用比较低档或残次磁带情况下,就会造成绞带故障。此情况下应重新对磁头紧固调整。(李敦信)