盒式录音机机械噪声是较为常见的现象,本文介绍几种机械噪声的产生原因和检修方法。
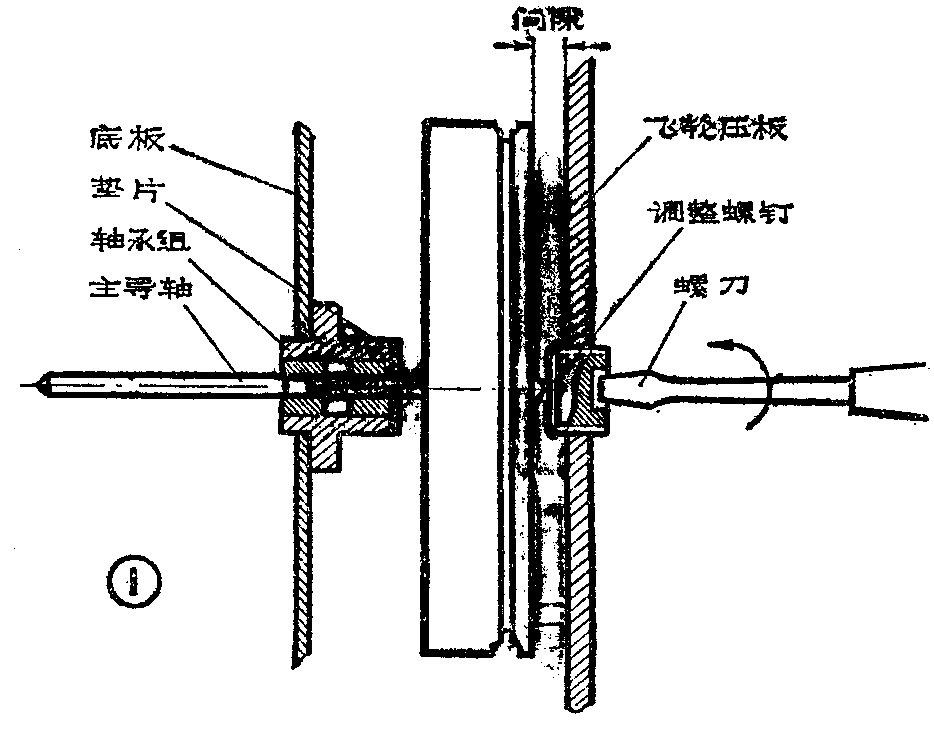
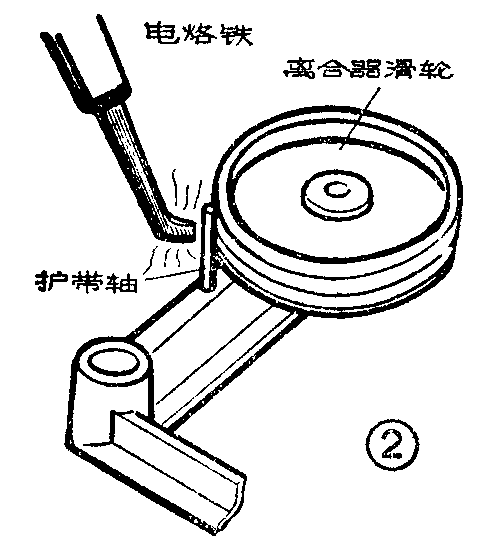
1.不放磁带在放音状态下机械芯有“唰、唰……”声。这种噪声一般产生在驱动机构的主传动链中。因为此时只有微电机带动飞轮、离合器滑轮转动,其它旋转部件均未进入工作状态,着眼点应放在与主传动件相关的零件上。可将机器翻转180°再细听这种噪声是否消失,如果噪声消失,说明飞轮、离合器与某些部件相碰。检修的方法是把机械芯拆下来,查看飞轮的轴与调整螺钉之间的间隙,(见图1),如果间隙过大,飞轮压板平面与飞轮的下端面间隙就会减小,容易产生摩擦。遇到这种情况可将飞轮压板的调整螺钉用螺丝刀往右旋,以减小飞轮轴向间隙,增大飞轮压板与飞轮下端面距离。如果不是飞轮摩擦发出的声音,可检查离合器滑轮。观察离合器滑轮是否与其它零件相碰,可对这些相关零件进行调整,使磨擦消失。例如离合器滑轮与离合器臂的护带柱相互磨擦,主要原因是护带柱发生塑性变形所致,可用电烙铁对护带柱变形部位进行烘烤(图2),边烘烤边用手矫正护带柱,使其间不再磨擦。
2.不放磁带按下放音键听到金属磨擦声。这种声音多是随同按键运动的某些零件与旋转零件相碰产生的。例如磁头滑板上的限位螺钉松动,应重新紧固,以避免它与滑板相碰。另外有些半自停机构的传动零件,由于调试不当可能与自停凸台相碰,也产生金属磨擦声。修理时可将这些零件拆下来修掉边缘的毛刺,或适当加大弹簧的弹力就可以排除这种噪声。
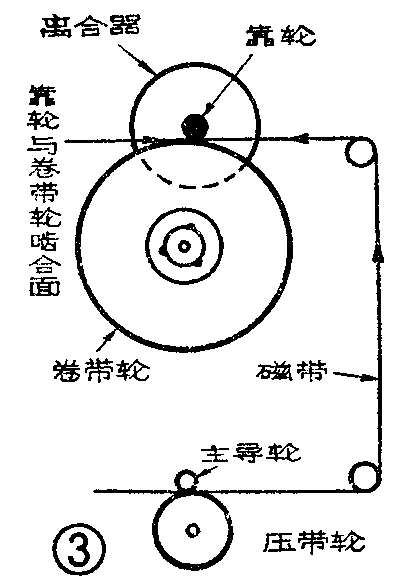
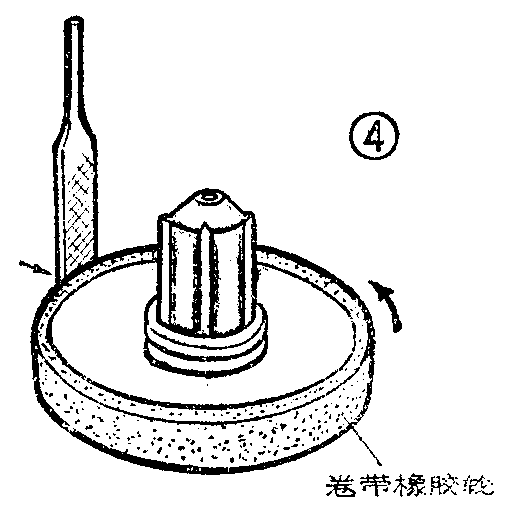
3.装上磁带在放音状态下有“吱……”的鸟叫声。这种叫声具有周期性。这种现象可能是由于磁带产生也可能由于机械芯产生。如果换上一盘质量较好的磁带叫声消失了。就是原来那盘磁带阻力较大使卷带负荷增加,造成超负荷引起的。这种情况应该修理磁带盒,拆开带盒对内部的润滑垫片、盘芯轮进行适当调整。如果使用质量好的磁带放音仍有“吱……”声,就应检查机械芯了。机械芯由于使用日久,金属靠轮与橡胶轮表面会磨得很光亮,磨擦系数减小。放音状态下随着卷带盘直径的增大其转速不断变慢,造成压带轮输送磁带与卷带轮收卷磁带不同步,从而使压带轮来不及供给收带轮磁带,出现瞬时死点,致使卷带轮瞬时停转。这时正在旋转的离合器靠轮与卷带轮啮合面之间挤磨出“吱……”叫声(图3)。排除方法有以下几种:①。用棉球蘸酒精洗掉卷带轮和靠轮表面的金属粉末和污物。②对于放音力矩可调的机芯,可调整离合器滑轮上部的三翼形片,增加离合器压簧的压力。③对于放音力矩不可调的机芯,可采取加大离合器靠轮压力的办法来解决。或者更换拉力较大的弹簧,或者将原来的弹簧剪掉一圈,使靠轮压力相应增大。④用细砂纸或细什锦锉靠在卷带橡胶轮表面,边转边打磨掉表面的金属粉,以增大磨擦系数(图4)。⑤供、卷带轮一样的机械芯,可把供带轮上的橡胶圈与卷带轮上的橡胶圈互换,以弥补卷带轮磨损发亮造成的磨擦力减小。
4.走带时出现“咝……”声,产生原因一般有两种。声音较小的“咝……”声是由于使用劣质磁带,造成磁带与磁头导带叉的摩擦而产生。另有一种“咝……”声较大而且具有周期性,这是由于压带轮轴孔缺油所引起的。可向压带轮轴承孔注几滴缝纫机油即可消除。
5.由于机械芯中某些传动部件精度、配合间隙、摩擦力发生变化,导致走带速度瞬时变化,出现放音时的颤动噪声。有经验的维修人员可以根据颤动噪声的频率判断出应该维修或应该更换的部件。附表例出部分国产机芯主要传动部件的传动频率值,供用户排除此类故障时参考。找到产生颤动噪声的传动部件之后,视具体情况进行修理或更换。
主要传动部件的颤动频率(Hz)
机芯型号
主导轴偏心 主导轴椭圆 压带轮偏心 压带轮椭圆 离合器、张紧轮偏心 主传动皮带有一杂物 电机轮、轴偏心
LX-80 7.6 15.2 1.17 2.34 13.6 3.9 40
WLX-79 7.66 15.32 1.17 2.34 11.9 3.67 40
FX-02Q 7.56 15.12 1.16 2.34 12.44 3.35 40
CX21VS 7.56 15.2 1.16 2.34 14.5 3.85 40
SX1-V 7.6 15.2 1.2 2.4 10.3 4 38
ESD-503 6.1 12.2 1.16 2.34 10.8 3.18 37
6.录、放音时产生“蝉鸣”或“嗡嗡”声,这主要是电机轴承与轴配合间隙发生变化或者由于电机内部电刷接触不良造成的。对于已经使用了三至五年从未加注过润滑油的机器,可以向电机轴注入一至二滴缝纫机油,以减小由于轴与轴套之间的旷量产生的噪声。如经注油还未消除噪声,可以将电机卸下,小心地拆开电机,取出内部零件,用软布或不易掉毛的刷子清除电机绕组及转子、轴承上的氧化物和油污,然后用一块干净的粗布条蘸缝纫机油将电机轴、轴承擦拭干净,再用酒精清洗。如果发现整流子已磨出凹槽,使用金相砂纸均匀地磨平凹槽。如果两个电刷高度不一致或相互不平行,可用镊子夹住电刷架小心调整,使两个电刷对整流子中心距离相同。
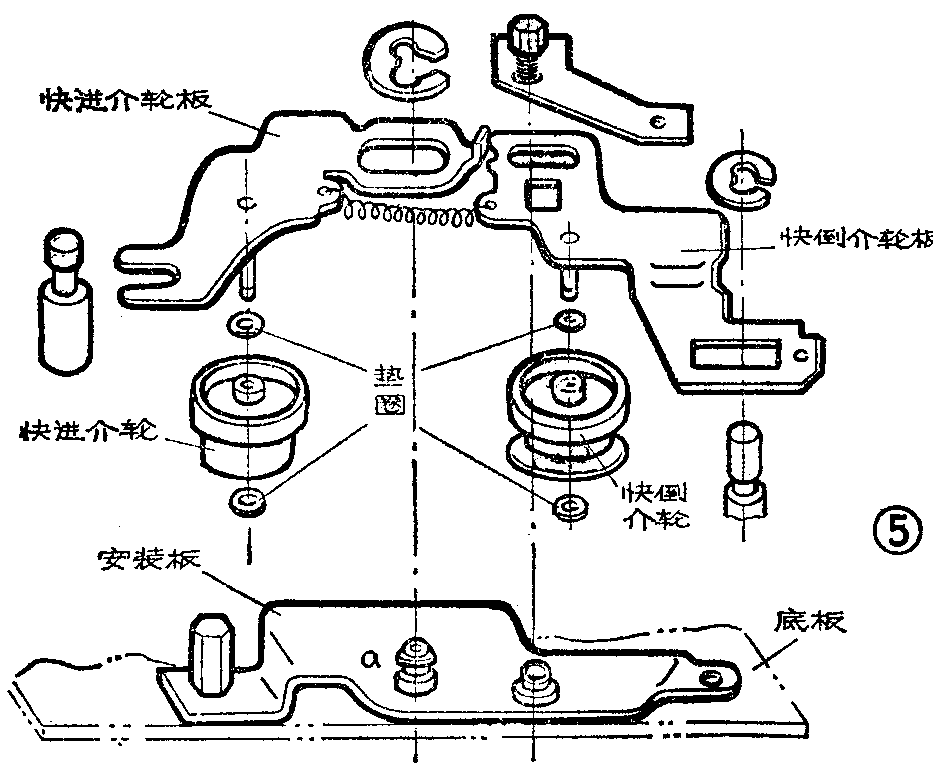
7.快进、倒带状态下产生“嗒……”声,这种声音一般发生在摩擦传动的机芯上。图5是国产ESD-503机芯快进、倒带结构示意图。快进、倒带介轮与飞轮外圆啮合传递动力(图中未画出飞轮),由于快进、倒带介轮分别安装在各自的介轮板上,介轮板采取浮动结构,因此在快速运带时介轮板的安装部位极易产生振动,致使介轮板安装面与相关配合件发生撞击产生“嗒……”声。当快速倒带出现这种噪声时,可适当调整快倒介轮上、下端垫圈的厚度,使快倒介轮上下端面间隙得当。如果快进时出现这种噪声,可在快进介轮板下部粘贴1~2层胶带纸,或在安装板的a处堆积一点二硫化钼润滑脂,即可排除上述噪声。
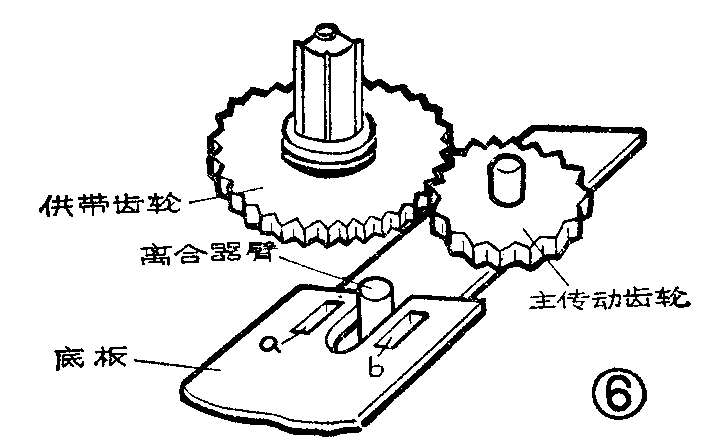
快进、倒带采用齿轮传动的机芯,当齿轮中心距发生变化时,也会产生连续的噪声。检修时应先查看齿轮的啮合状态。不同型号机芯有不同的调整方法。有的机芯在底板上设两个调整孔(图6),可适当调整a、b两孔,以改善齿轮的啮合间隙,降低传动噪声。
8.按键时产生瞬时“喀、喀”声。这种噪声一般发生在已修过的机芯上。这是安装上的疏忽,使导线与按键机构碰撞产生的。这种情况要重新拆开机器,露出机芯,拨动相关的导线使之不再与按键相碰。(李敦信)