STY-410型袖珍录放机社会拥有量较大,由于该机机械传动部分的可靠性差,使不少用户甚感烦恼。本文介绍该机几种常见机械故障的检修方法。
1.放音时收带轮收带力矩不够:该机橡胶传动带与离合器滑轮的接触面积小造成包角不够,经常出现断续收带以致发生绞带现象。这种故障可以在放音状态下检查(不放磁带)。检查的方法是:打开机器外壳,使机械芯暴露出来,按下放音键,用拇指和食指轻轻捏住收带轮,收带轮转动无力甚至停止转动,这就是收带力矩不够的现象。图1是离合器安装示意图。图中小轴与靠轮、摩擦片(上面粘有羊毛毡垫圈)及盖帽为紧配合。小轴与支撑架、阻尼盘、弹簧座等为松配合。马达的动力一方面通过橡胶传动带传递给飞轮、主导轴,另一方面通过橡胶传动带传递给离合器的阻尼盘。阻尼盘又通过它与羊毛毡之间的摩擦将动力传递给摩擦片、小轴及靠轮。放音状态下靠轮与收带轮接触,于是靠轮又将动力传递给收带轮,使收带轮转动收带。收带轮收带力矩不够多数是由于阻尼盘与羊毛毡打滑造成的。解决的方法是用手指捏一捏阻尼盘与摩擦片(如图2箭头方向),使羊毛毡与阻尼盘之间的摩擦力增加。或将压簧拉长些以增加弹簧的弹性。第三种较有效的方法是照图2示意用滴管向羊毛毡滴一两滴变压器油或定子油,效果十分明显。此外增加橡胶传动带的拉力也是比较简便的方法。图3用钳子把微电机支架沿箭头方向掰一掰,使传动带拉长,同时也增大了包角θ。图4是用什锦圆锉将微电视支架的固定孔向虚线方向锉一锉,也可以使传动带拉长,借以增大离合器转动力矩。
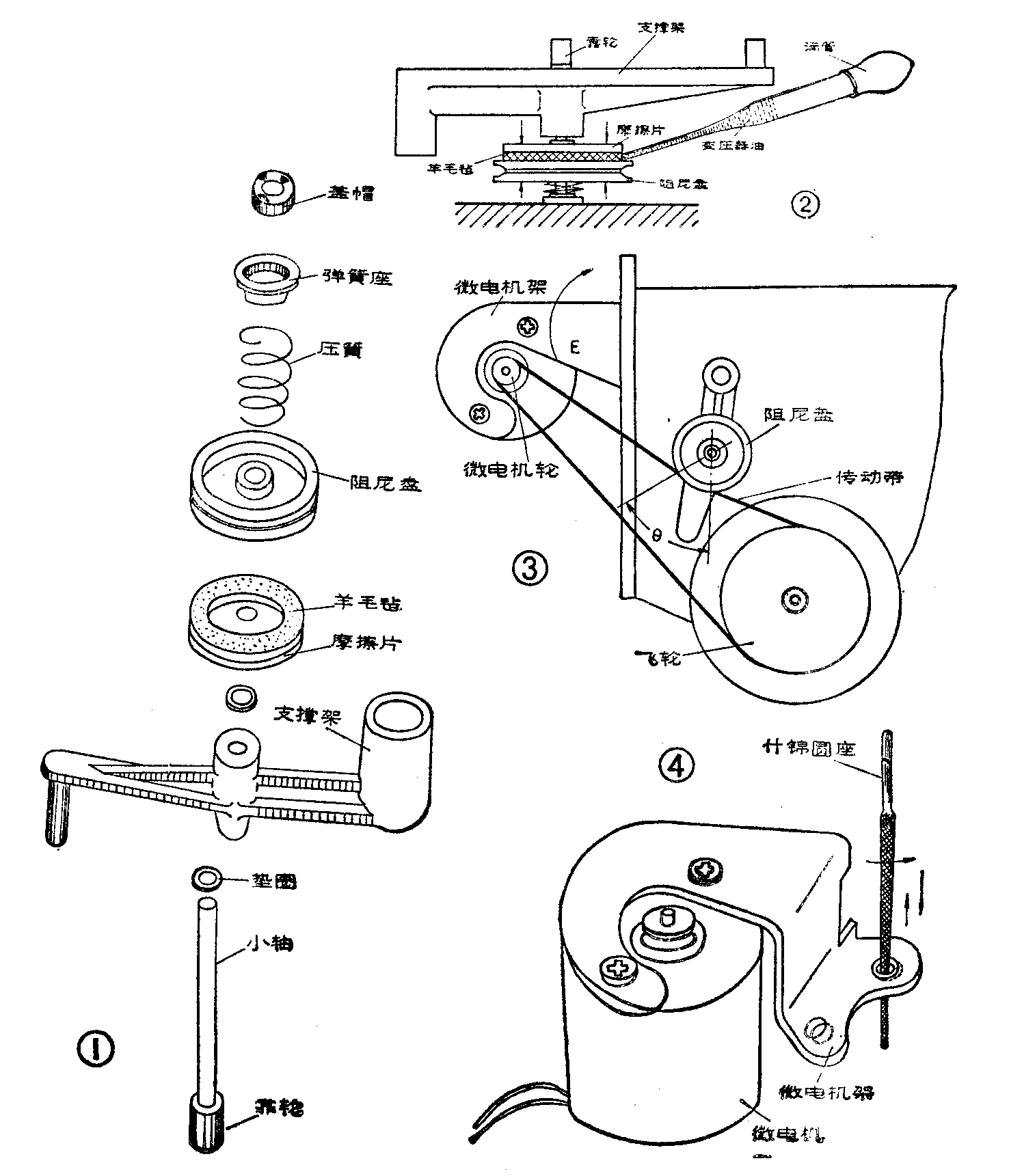
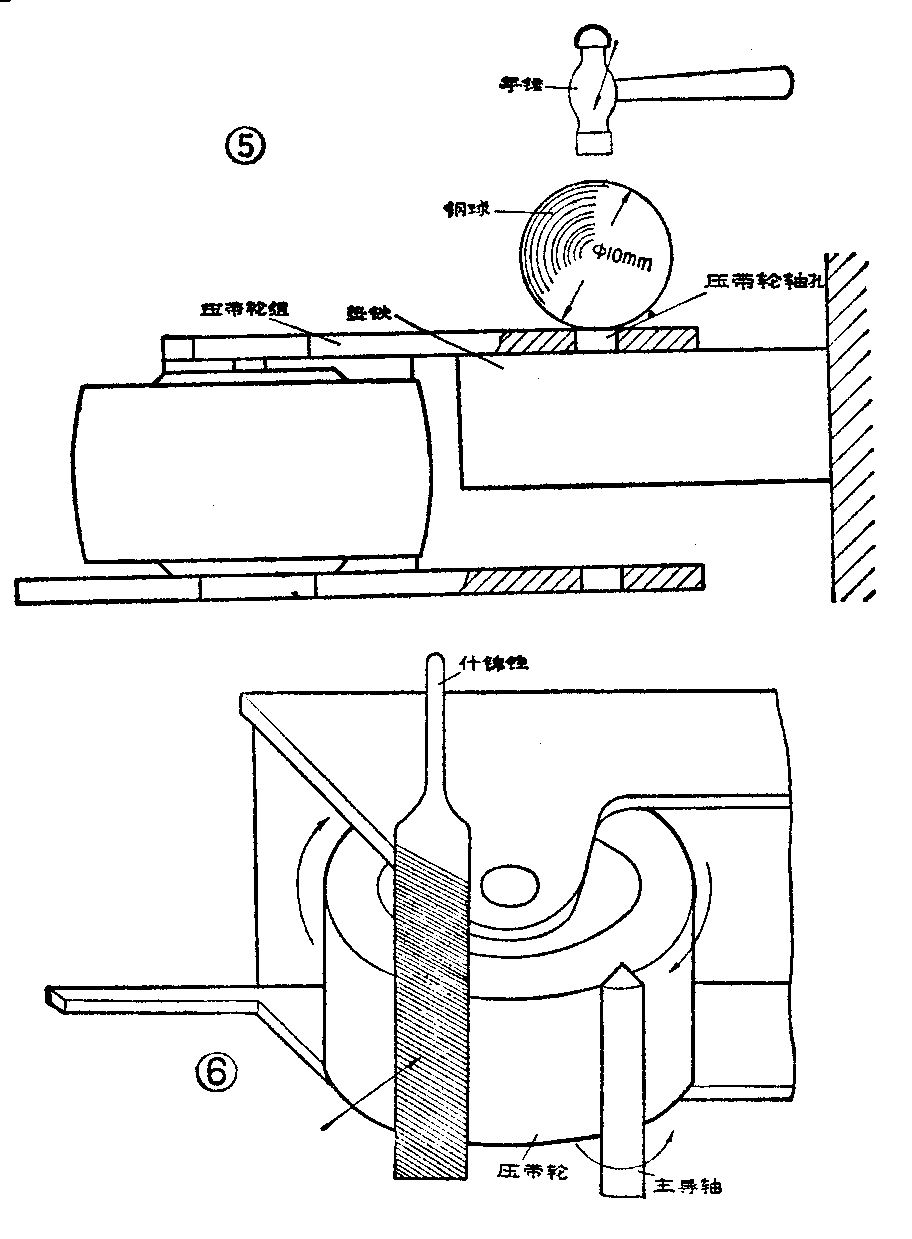
2.抖晃率大:该机使用一段时间之后常出现抖晃率增大的故障,具体现象是放音时节目伴有短周期的颤抖声。抖晃率增大故障多为低频率旋转部件(如压带轮为1.16转/秒;收带轮为0.4~0.8转/秒)尺寸精度发生变化引起的。检修的方法是:(1)按下放音键观察压带轮与主导轴是否平行接触,如果不平行则说明压带轮架的铆轴倾斜(即与底板不垂直),可以用钳子夹住铆轴的中部细心矫正。(2)放音状态下压带轮组件无规则地摆动,这是压带轮架的轴孔与铆轴配合间隙过大所致。这种情况可将压带轮组件小心拆下来,参照图5用缩孔法使孔均匀地收缩,以减少轴与孔之间的间隙。(3)放音状态下(不放磁带)用手指轻触压带轮表面,如感觉到有凹凸不平现象,也会造成抖晃率增大。修理的方法是先用一张白纸盖住压带轮下面的底板,按下放音键,在压带轮旋转的情况下,用什锦锉锉平压带轮表面(见图6)。但应注意:用力要轻;严防碰伤主导轴及录放磁头表面;修磨点应在磁带的输出端。(4)将收带轮拆下,仔细观察收带轮外圆有无凹凸不平之处,并观察收带轮内部的压簧是否与底板摩擦力过大。如发现底板上的摩痕严重,说明压簧与底板摩擦过大而产生了抖晃。这种情况要修整压簧使其压力减小。(5)检查飞轮的传动皮带槽内是否有脏物。V形槽内的脏物也会使抖晃率增大。这种情况用小刀把脏物剔净即可解决。
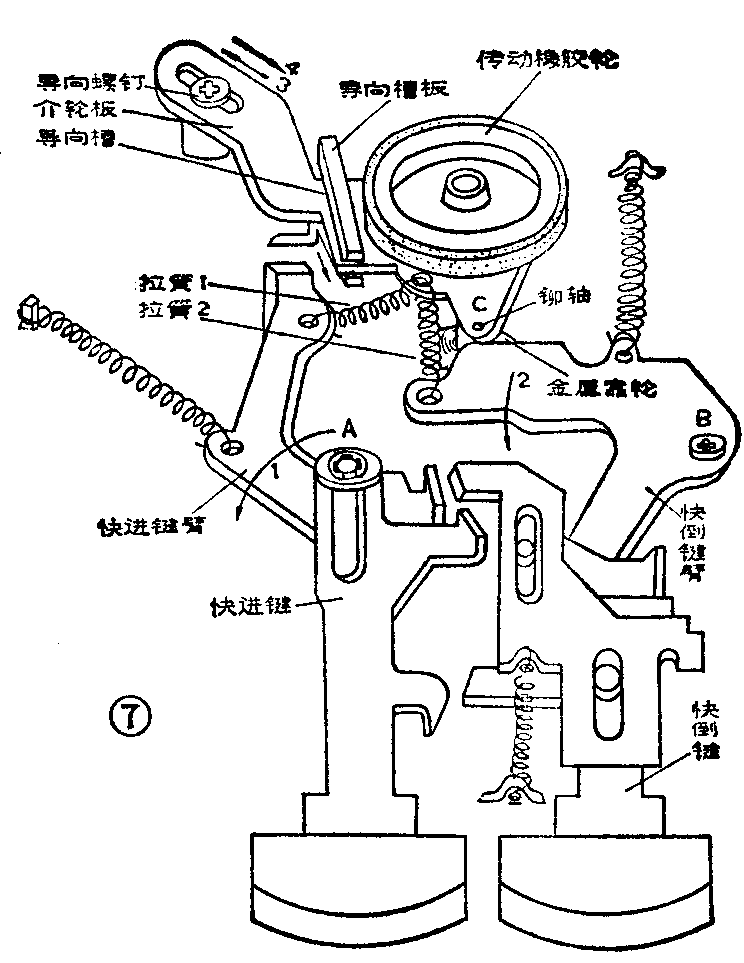
3.快进或倒带时收带轮供带轮不转或力矩不够:图7是快进、倒带控制机构原理图。当按下快进键时,快进键臂绕A点往图示箭头1方向转动,拉簧1拉动介轮板。由于有导向螺钉及导向槽的限制,介轮板在导向槽内向左滑动(图中箭头3),使传动橡胶轮与飞轮(图中未画出)外圆相靠,因传动橡胶轮与金属靠轮同轴,故飞轮所传递的动力通过橡胶轮和金属靠轮传给收带轮,完成快速收带的功能。按动快倒键时,快倒键臂在拉簧2的作用下绕B点沿图示箭头2方向转动,使介轮板沿箭头4方向移动,好让金属靠轮和供带轮接触,此时飞轮的动力便通过橡胶轮和金属靠轮传给供带轮,驱动供带轮完成快速倒带功能。在上述任一状态,供带轮或收带轮不转或时转时不转,则应仔细观察拉簧是否脱钩,或者轻轻推动介轮板,若手感阻力较大,可将介轮板导向螺钉拧下,检查有无明显摩擦痕迹,用什锦锉修整好再装上试试。如果介轮板导向槽板与底板的角度不等于90°,均可造成介轮板在导向槽内滑动时阻滞不畅,可用钳子夹住导向槽进行调整。如上述部位良好可查看介轮板铆轴与快倒臂是否相互干涉,使其移动受阻,造成传动橡胶轮与飞轮接触量太少传递力矩减弱。这种情况可用镊子夹住介轮板铆轴C点往上掰一掰。此外,各键板臂的拉簧拉力应该一样大,如拉力差别较大,极易因作用力偏向一方而导致决进、快倒力矩不稳定。
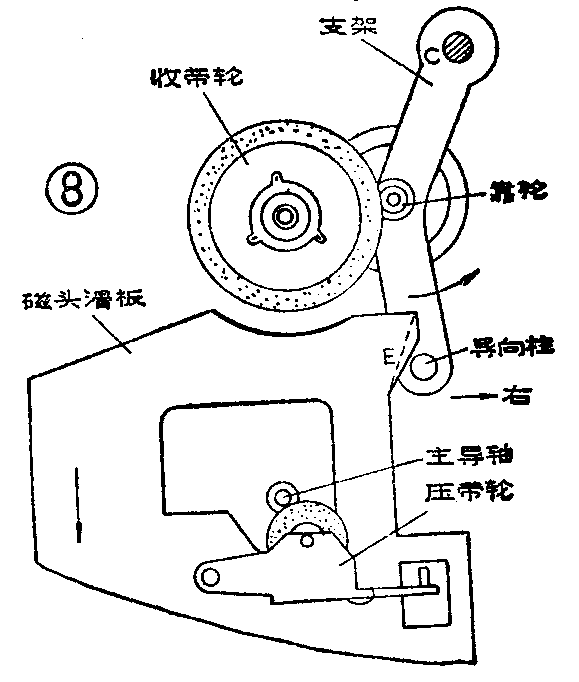
4.暂停机构不起作用:图8是暂停机构示意图,当按动暂停键时磁头滑板在杠杆作用下向后移动(图中箭头所示),由于压带轮设置在磁头滑板上,故随之向后移动,使压带轮脱离主导轴。与此同时磁头滑板的斜面E迫使离合器导向柱沿斜面向右移动,使离合器绕C点转一角度,使靠轮脱离收带轮,机芯便处于暂停状态。暂停机构常见故障大多是离合器脱不开收带轮。主要原因是磁头滑板E处斜面变形斜角偏大(如虚线所示)。或因离合器导向柱塑性变形。解决方法是:拆下磁头滑板,将E处垫在一块平铁上用锤子砸几下,使E处斜面恢复原状。如系离合器导向柱塑性变形,可在导向柱上缠绕1~2层胶带纸也可解决问题。
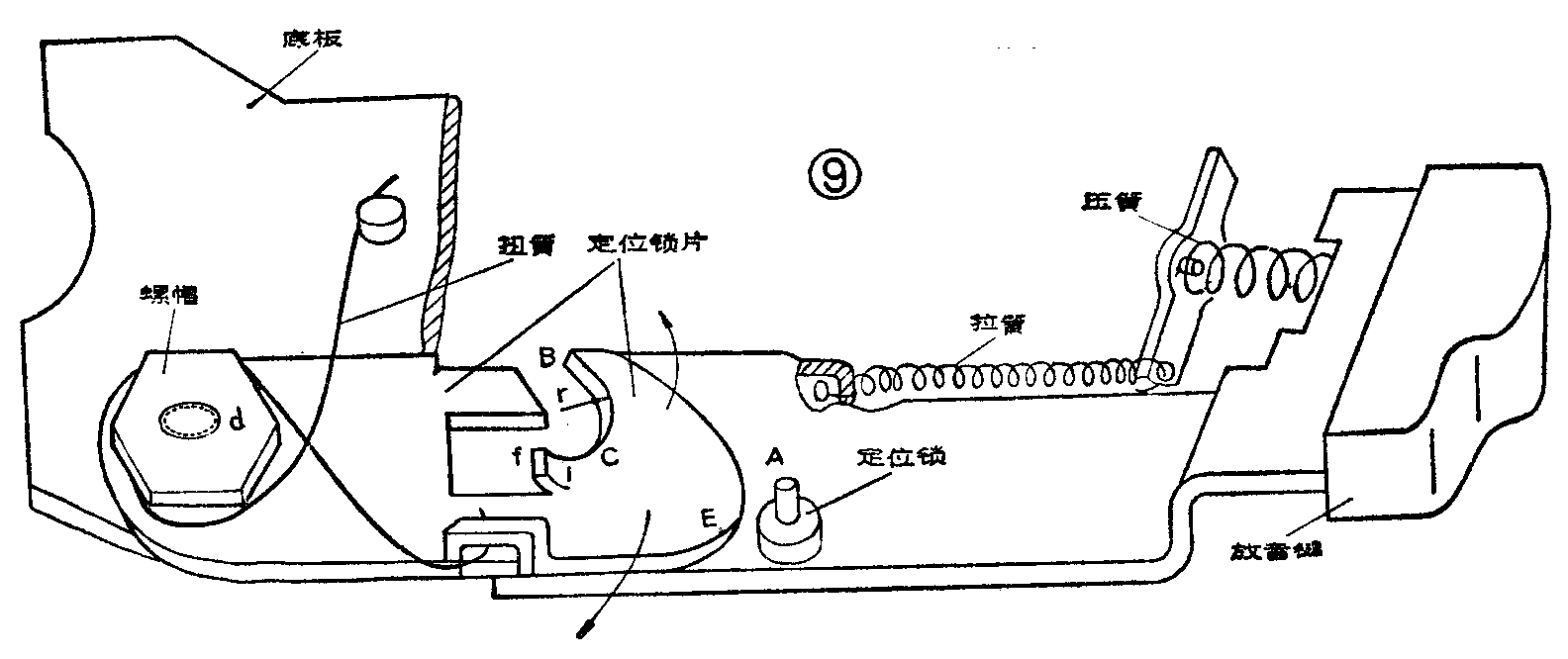
5.放音键锁不住:该机放音键是采用锁片定位的办法控制按键的,与其他盒式机芯有明显区别,图9是这部分机构示意图。定位锁片安装在底板上,定位销固定在放音键上。按下放音键时定位销从锁片的A点沿其斜面移动到B点,此时绕轴d顺时针转一角度。在扭簧的作用下,定位销继续沿定位锁片r移至C点。由于拉簧的作用使其勾住锁片实现定位(即放音状态)。当再次按动放音键时,定位销移至f处,由于f点凸边向上翘起,下面形成一个滑坡,所以定位销从锁片下面向右滑动复位。放音键锁不住的原因有两种:①放音键上的两个弹簧(一个拉簧,一个压簧)脱钩或失效。②定位销不按锁片轨迹移动。检修时首先缓缓按动放音键,仔细观察放音键拉簧是否脱钩,压簧是否出槽。如发现弹簧无弹性应更换新弹簧。如发现定位销不是按照A→B→r→C的轨迹移动,而是在锁片下面移动,可用钳子将锁片上的螺帽拧下来,用什锦锉修整锁片、A、E段的侧边使之与键板垂直,即可避免定位销从锁片下面进入f点。
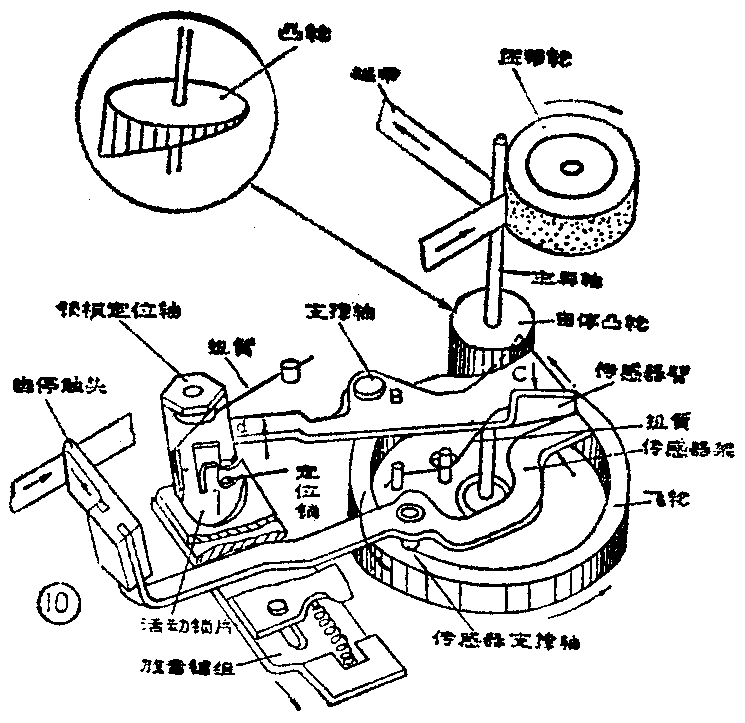
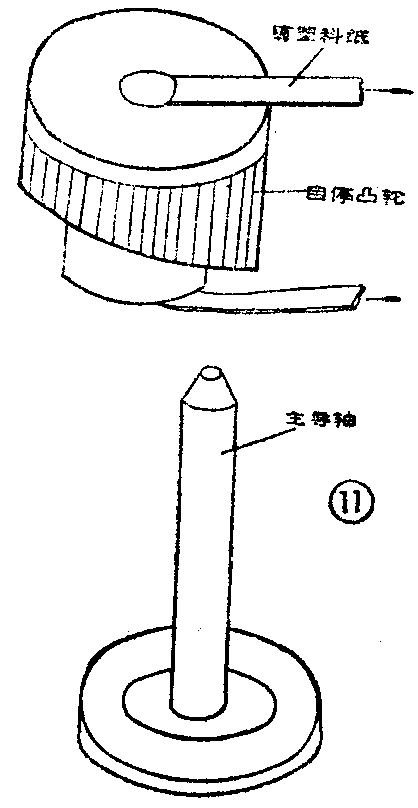
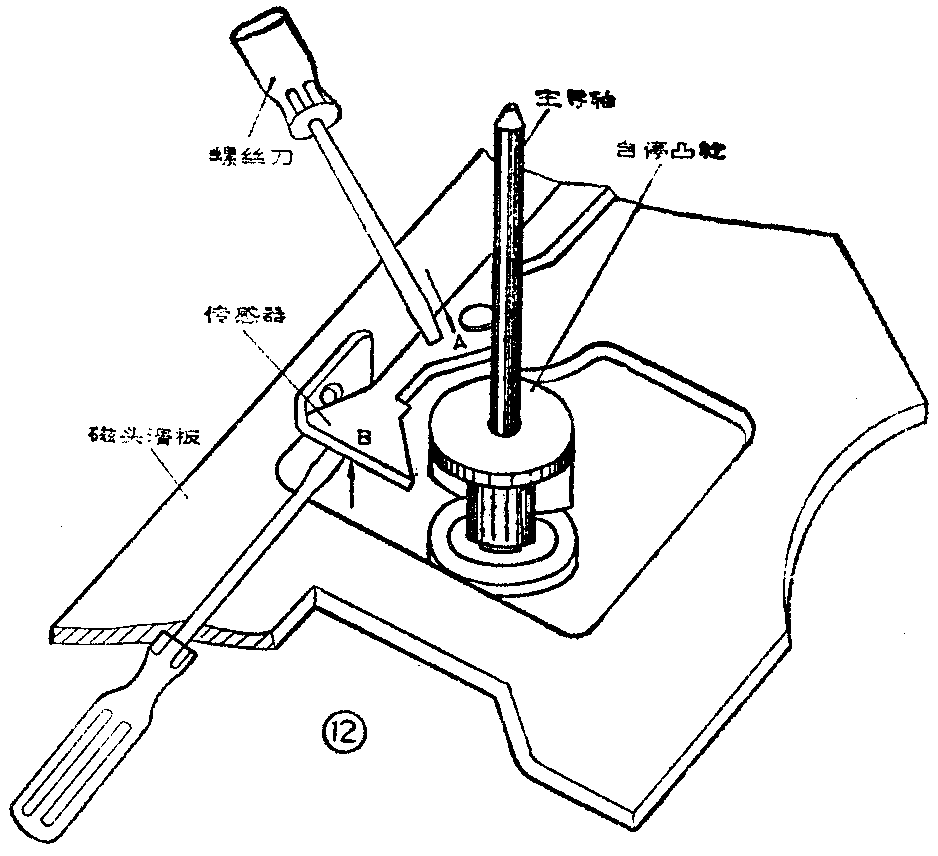
6.半自停机构动作失灵:图10是半自停机构原理图。主导轴下方装有一个自停凸轮,当磁带行至末端时,在张力的作用下传感器架绕支撑轴转,其右端推动传感器臂的C端使它伸到凸轮下面(如图虚线所示),当凸轮的厚的部分转到C片的上面时,将向下压迫C片,使得传感器d端翘起,使活动锁片抬高,从而使定位销复位,释放放音键实现自停。修理方法是:检查主导轴与凸轮的配合处是否松动。如已经松动,可取下凸轮在孔中穿入一根薄塑料(图11),再将凸轮压入主导轴的原来位置。或点上一滴502胶水,以防再次松动。造成半自停失灵的另一个原因是传感器臂接触脚变形。主要原因是传感器臂接触脚与凸轮不接触使得半自停传递动作中断。检修的方法是在放音状态下用一把螺丝刀按住A处,用另一把螺丝刀撬B处(图12),直至接触脚B与凸轮正常接触时为止。有时压带轮压带力量不够,造成磁带张力不足致使半自停触头不动作,也会出现半自停失灵。这时应拆下压带轮扭簧,往加大压带力的方向掰动扭簧,使压带力增加实现自停。(营口无线电机械厂研究所 李敦信)