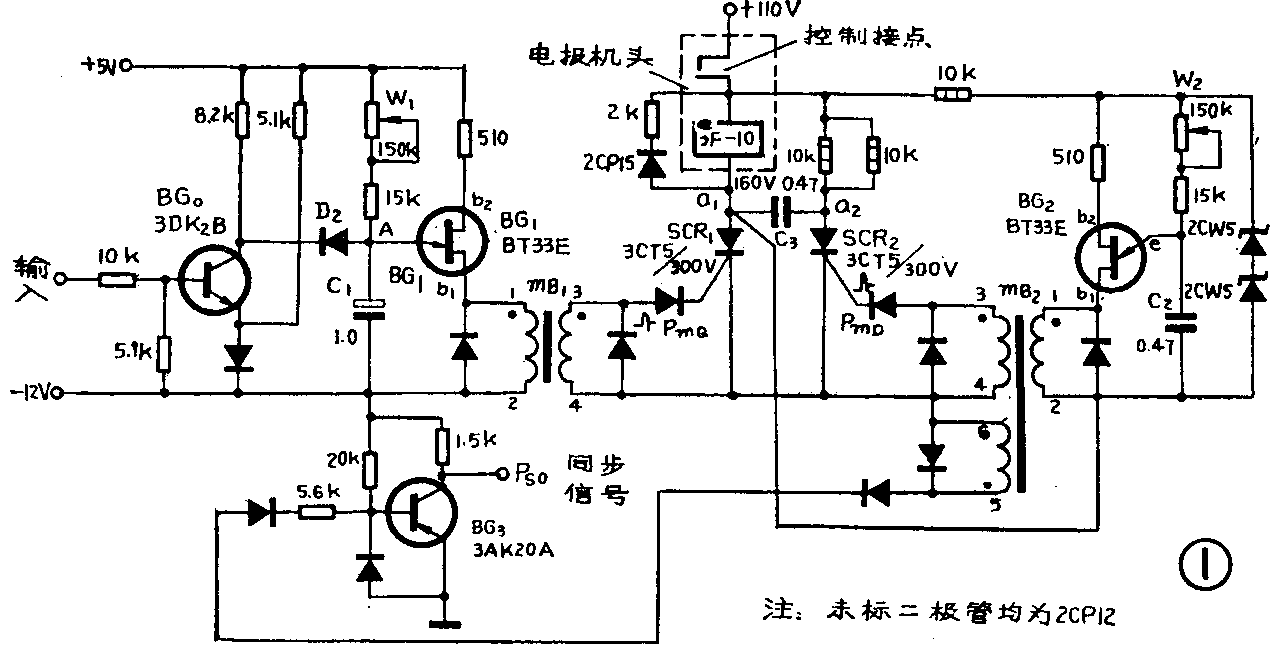
数控线切割机床以及其它类型的数控机床都有采用五单位电报机头作为数据输入设备(读数机)的。单板微型计算机系统用于数字程序控制线切割机床以后,几十条乃至百多条程序一次输入到计算机的存储器中,为了保证程序在输入过程中不出差错,唯一的办法是提高读数机工作的可靠性。电报机头的输入速度虽较慢,但工作稳定可靠,因而得到广泛的应用。本文介绍的一种五单位电报机头读数机驱动电路,具有很高的工作可靠性。电路采用可控硅作驱动元件,原理图见图1。
电路的主要特点是去掉了传统电路的继电器,用可控硅元件作开关直接驱动电报机头线圈工作,因而消除了机械接点的抖动(这是造成电报机头读数出错的主要原因)和火花干扰。纸带的输入速度从0~20行/秒连续可调,使用灵活方便。
电路的工作原理如下:当图1电路输入端加上OV时,表示输入禁止。此时BG\(_{0}\)导通,集电极输出负电位,因D2的箝位作用,使A点电位亦为负,单结晶体管BG\(_{1}\)振荡电路因C1无法充电而处于静态,电路无输出,电报机头不工作,纸带不走,这是输入被禁止的状态。当电路的输入端加上-12V时(可以由扳键或按键开关控制)表示走纸。此时BG\(_{0}\)截止, D2反偏, A点电位变正, C\(_{1}\)开始充电, BG1的发射极电位上升。当BG\(_{1}\)发射极电位Ve=ηV\(_{BB}\)+VD(式中η是BG\(_{1}\)的分压比, VD是e-b1的正向压降0.7V, V\(_{BB}\)是加在基极b1与b2之间的电压)时,则发射极处于正向偏置状态。电容C1通过e-b1和脉冲变压器mB\(_{1}\)的初级绕组1-2迅速放电,在其次级绕组3—4上感应一电流脉冲PmQ称“启动脉冲”(极性如图2所示),触发SCR\(_{1}\)使之导通,接通电报机头线圈3F-10A的电源,吸动衔铁,推动棘轮,使纸带前移一行。
当穿孔纸带装上电报机头后,操作者一般将控制接点置于“走纸”位置,即闭合状态。这样,当电路的输入端出现低电位(-12V)时,电路即开始工作,走纸,数据读入。若中途需要暂停,则将此接点置于“停纸”位置,即断开状态,纸带便停下来了。机头上这个控制接点,有时也可以不用,而将+110V电源直接接到机头线圈的一端,但有控制接点可使工作灵活方便。常态时,图中控制接点应认为是合上的。
SCR\(_{1}\)的导通,使阳极a1点电位变低(接近OV),单结管BG\(_{2}\)振荡电路投入工作(原理同BG1),在脉冲变压器mB\(_{2}\)的次级绕组3-4获得“停止脉冲” PmD,触发SCR\(_{2}\)导通,电容C3放电,使SCR\(_{1}\)关断。于是电报机头线圈失电,衔铁释放,纸带停止走动。由于可控硅SCR1关断,a\(_{1}\)点电位变高(等于电源电压+110V),由BG2组成的振荡电路停止工作。在产生停止脉冲P\(_{mD}\)的同时,mB2的次级绕组5-6中所获得的脉冲信号经BG\(_{3}\)整形放大后输出,得到Pso信号,作为读数脉冲,即纸带中导孔同步信号。纸带每走一行,相应地产生一个P\(_{so}\)信号,将纸带上的该行代码读入计算机存储器(RAM)的输入缓冲区。当BG1振荡电路产生第二个启动脉冲P\(_{mQ}\)时,SCR1再次被触发导通,推动电报机头线圈3F-10A,纸带再前移一行;随之产生的第二个P\(_{mD}\),触发SCR2,关断SCR\(_{1}\),使纸带停在第二行位置上。第二个读入脉冲Pso将纸带上的第二行代码读入计算机内,即完成纸带第二行数码的读入。依此下去,纸带上的信息一行一行地输入计算机,在RAM的输入缓冲区储存起来。当纸带数码全部输入后,工作者操作扳键,在电路的输入端加上OV,电路即停止工作,恢复静态。
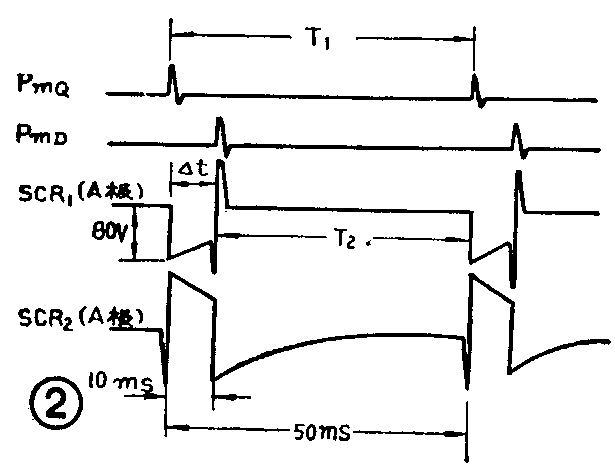
电路的工作波形如图2所示。从以上的工作原理分析可见,可控硅SCR\(_{1}\)的导通时间t就是电报机头线圈的通电时间,由电位器W2调整;机头线圈的停歇时间,也即SCR\(_{1}\)的关断时间是由电位器W1调节的(也就是调节P\(_{mQ}\)脉冲的周期)。通过调节W1和W\(_{2}\),便可达到连续变化读数机的走纸速度的目的。图2中,T2为停歇时间(T\(_{2}\)=T1-t)。经试验,走纸速度最高为 20行/秒,但为了稳定可靠起见,速度调在10~15行/秒合适,t在10~15mS、T\(_{2}\)为50~55mS左右,Pso的宽度在20uS左右即可。
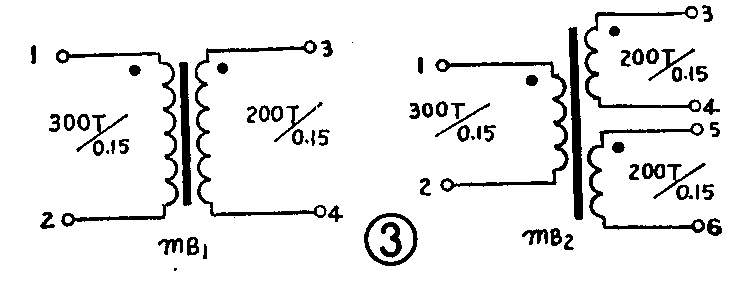
脉冲变压器mB\(_{1}\)2需自制,原理图如图3所示。制作方法是用半导体收音机的输入变压器的铁心和骨架(将原线包拆去),按图3的要求,先绕初级绕组,再绕次级绕组。各绕组间加一层0.06mm黄腊绸隔开,绕线时不需分层排线,基本绕平即可。漆包线采用高强度的QZ—1或QZ—2较好。各绕组的对应端(同名端)要记住。这里需说明一点,本电路是针对原复旦型锗管负逻辑(数控线切割机)电路设计的,原数控系统的各电源均保留,因此本电路也采用-12V及+5V电源。本电路对于电报局也是适用的。(罗素)