与电视机、收音机相比,盒式录音机的故障率要高得多。这是由于盒式录直机具有机械传动机构的缘故。在盒式录音机各种故障中,机械类故障要占70%以上。机械类故障大体可归纳为四大类。
一、磁带完全不动
这是指录音、放音、快进、倒带几种操作,磁带均不运行。一般有如下几种情况:
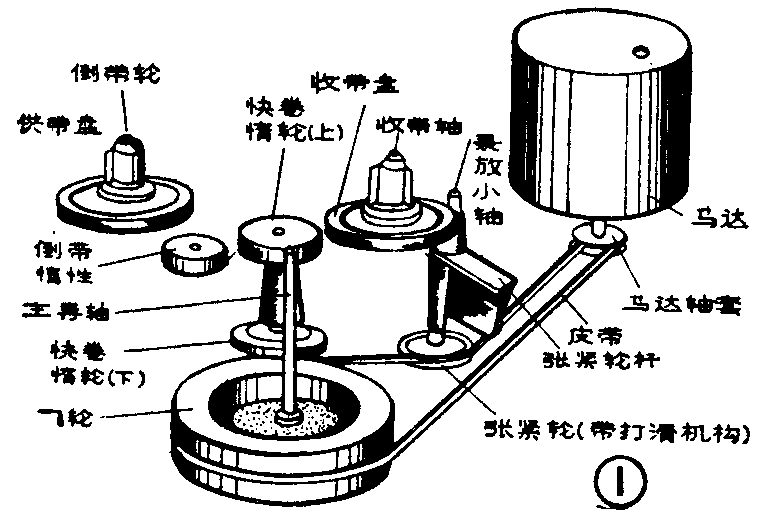
1.主导轴不转(马达转)又可分4种原因:①传动皮带松驰、脱落或崩断。解决的办法是更换新的传动皮带(图1)。②传动带与马达轴之间松动打滑:可将松脱的传动带重新套好,如紧度不够,应换新胶带。③传动带脏污打滑:录音机用久了,胶带上常粘有灰尘等污物,造成胶带与飞轮之间打滑。轻者抖晃增大,重者造成飞轮停转。一般用无水酒精将胶带及飞轮、马达轴套等部位洗净即可解决。④导线卡住传动带:这是由于整机装配不当,一些导线被压到了传动带与飞轮之间,造成主导轴不转。
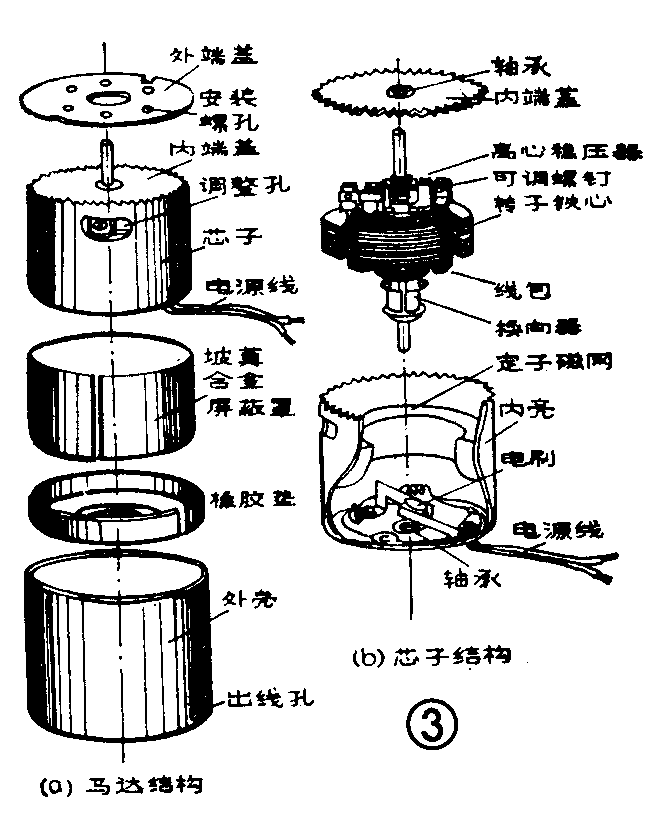
2.马达不转(无直流供电电压)无论交流供电或电池供电的录音机,均采用直流马达。发现马达不转,首先应检查马达供电是否正常。一般,马达无供电电压有以下几种原因;①马达内电刷磨损,换向器之间填满了石墨粉,造成内部短路。这种故障,测量马达电流时,会达到500mA以上(正常为100mA左右)。马达两端电压近似为零,排除方法是拆开马达,取出转子,用酒精或四氯化碳清洗换向器。如电刷磨损太严重,就应更换新马达。②马达串联降压电阻烧坏。采用机械调速的马达,是用串联电阻降压的办法给马达供电的。由于马达过载或内部短路,很容易烧坏这个降压电阻,使得马达得不到正常供电电压。一般,排除马达内部原因后,还应更换该降压电阻。③马达供电引线的焊点之间被锡粒短路,这种情况将锡粒排除掉即可解决。④电源调整管烧毁。整机稳压电路的调整管烧毁,全机失去直流供电,应更换调整管,马达自然得到直流供电。⑤交流电源插座中的联动开关接触不良,便携机的电源插头上有一个凸台,插入插座时能使电池供电的簧片断开,拔出插头,内部电池供电开关应接通。当这个开关簧片接触不良时,马达会出现不能供电。掰一掰簧片即解决。⑥电源变压器烧毁。有些便携机电源变压器初级不受开关控制,长期接在交流电网中,容易过热烧毁,使马达无直流供电。总之马达不转的故障应重点检查整机电源电路。
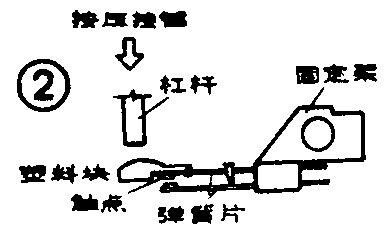
3.马达不转而直流电源正常 这种现象可从下述几方面查原因。①直流保险丝烧断: 应找出电源负载过重的原因,换上保险丝,即可解决。②图2是位于机械传动机构上的簧片开关。当按下放音,快进、倒带各键时,通过杠杆使簧片接通,给马达供电。如该簧片弹力变差,马达就不能供电。这时可将簧片的位置校正一下,按下功能键时即可接通,马达自然得到直流供电。③接这个簧片的导线断路,重新焊好即可解决。④稳速电路调整管坏。电子稳速电路中的调整管是与马达串联的,调整管断路也会造成马达不能供电。换上调整管即能修好。⑤稳压电路的取样放大管虚焊或损坏。这种故障查出虚焊点重新焊好,或换上好管即可解决。⑥机械调速马达离心开关触点磨损或氧化造成接触不良。这种故障应将马达拆开,参照图3找到调整孔,用钟表改锥刮刮离心触点表面。如不行就得把转子从内壳中取出,察看离心开关触点,如有明显烧焦凹痕,就要用金相砂纸打磨触点,磨成原来的形状(平面或球面),再用酒精或汽油洗净,按原样装回。经过这样拆装过的马达要进行调整。方法是:复原时先不装外壳,将马达固定在原来位置,套上传动带,选一盒熟悉的曲子放音。如声音不如原来好听,说明带速不对,用钟表改锥伸过调整孔,微调内部螺钉。每调一次,放音听听,直到认为带速合适了为止。如果手头有3000Hz的标准测试带和频率计,调起来就十分方便。⑦马达本身有死点,当直流电压正常而马达不转时,也可先用手驱动一下飞轮,如马达转起来了,则说明该马达有死点。如果马达又停在死点上,下次还是不能自行起动。这种有死点的马达只有更换新的才能解决。
二、录、放音磁带不运行
录音机的主导轴飞轮正常转动,但磁带不走动。这种情况应着重从压带轮和磁带两方面查原因。因为磁带是靠压带轮和主导轴之间的摩擦力驱动的,这种摩擦驱动力短只有35~70gcm,磁带是传动机构的机械负荷,负荷太重了传动机构也就带不动了。常见故障有以下几种:
1.压带轮压力太小 压带轮与主导轴之间的压力一般在400g左右,小于这个数值时主导轴表面摩擦力不够,尽管主导轴在转,但与磁带接触点打滑,磁带不能运动。解决的方法是:用钳子将压带轮弹簧(扭簧)掰一掰,以增大压带轮与主导轴之间的压力。但压力也不可过大,否则会使主导轴轴承受到过大的侧压力,加速磨损。
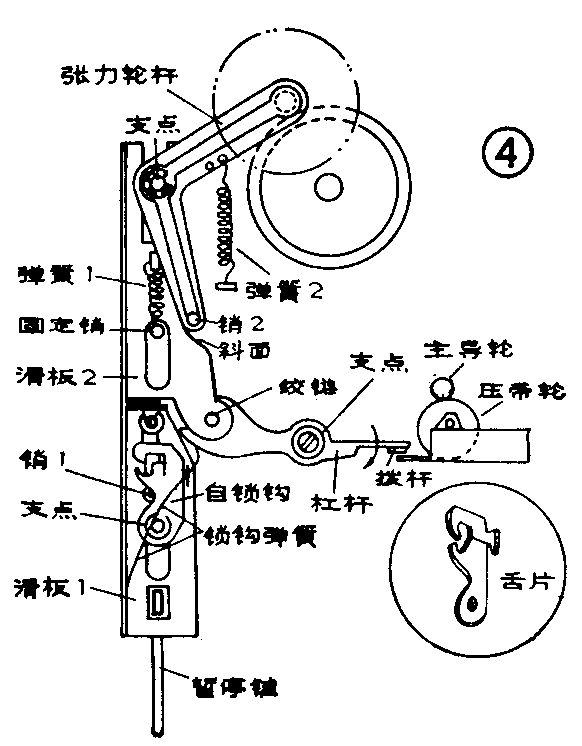
2.暂停拨杆位置不合适,使压带轮臂抬起不能复原。录音机按下暂停键时,一方面录放小轴离开收带盘,使收带盘停转;另一方面暂停机构中的暂停拨杆将压带轮推离主导轴,使磁带暂停走动(图4)。当释放暂停键时,拨杆右端(拨开压带轮的一端)应向上移动,使被抬起的压带轮重又压到主导轴上。但如果拨杆有毛病(右端向下偏移),上述动作失灵,使得压带轮不能重新压到主导轴上,因而磁带不走。这种故障,只要用钳子掰动舌片的形状即可解决。
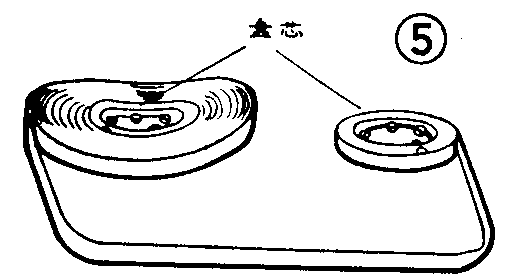
3.带盒中的盘芯挠曲变形(图5) 运转时阻力矩增大。劣质盒式磁带不仅电磁性能差,也常出现结构粗糙变形。当盘芯挠曲变形时,卷绕到上面的磁带也就不平整,有效厚度远远超过规定(3.81mm),运转时磁带边子就会紧贴带盒内壁,产生过大的摩擦力,使传动机构带不动它。解决办法是更换已变形的盘芯。提醒注意的是,带盒中如果一个盘芯变形,另一个未变形。当变形盘芯用来做供带盘时,发生上述磁带不走。若变形盘芯用做收带盘时,就会出现严重绞(轧)带故障。
4.带盒变形向内凹使阻力增大 上、下两半盒之间的空间是有严格规定的;而磁带本身宽度为3.81mm,卷绕起来不会绝对整齐,必然大于3.81 mm,如果带盒尺寸符合规定,盒内壁与磁带之间的磨擦力就不会过大。但劣质盒带的结构易变形,当向内凹时,就会出现磁带不走的现象。
5.带盒内的润滑片损伤变形 润滑片的作用是在磁带卷和带盒之间起润滑作用的。当使用保存时间过长或使用不当会损伤润滑片造成永久变形,严重时也会出现磁带不走故障。
三、带速不正常
通常有以下两大类:
1.带速慢而不稳 常由以下几种原因产生:
①马达电压过低。用电池供电的录音机,当电池电压下降过多时就会出现带速慢且不稳现象。当然这算不上故障,换上新电池就好了。对于使用交流电的机器,马达通过串联电阻得到直流电压,该电阻被烧阻值变大,造成马达供电电压下降,下降到额定值的60%时,转速就不稳了。这种故障换上新电阻就能解决问题。
②马达内部电子调速电路的半可变电阻受震动变位。这种情况不必拆下马达,将钟表改锥伸进端盖的调整孔,调整半可变电阻,同时放音,当音调认为满意了,即算带速合适。
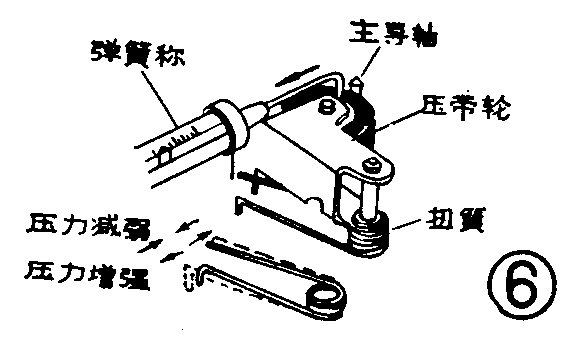
③压带轮压力偏小。正常时主导轴与压带轮之间的压力应在400~500g之间,在这种压力之下,主导轴与磁带之间是不打滑的,此时根据设计要求,带速为4.76cm/S。如果压带轮压力不够,磁带与主导轴之间打滑,带速就会小于4.76 cm/S。因为打滑是无规律的,所以表现为无规律变调。可参照图6用弹簧秤测量压带轮的压力,根据图中所示调整压带轮上的扭簧的弹性。
④压带轮轴承干涸缺油。如前述主导轴与压带轮之间的旋转压力驱动磁带、为了保证足够小的抖晃,主导轴的表面光洁度很高,因而要求压带轮表面的摩擦系数足够大。压带轮外层用橡胶,里面是铜质轴套,轴套内压入含油轴承。正常时含油轴承无需另外加油,但使用时间过长或维护不善时也会出现轴承干涸缺油,造成压带轮时而停转,使带速变慢且不稳。修理办法是:拆下压带轮,往轴承中滴一滴高级钟表油或缝纫机油,一般可以恢复正常。
⑤压带轮脏污。由于压带轮直接接触磁带,并且摩擦系数很大,因而极易粘上磁粉,特别是使用劣质磁带,压带轮更容易脏污。一旦磁粉粘多了,摩擦系数就会变小且压力不均匀了。因此对磁带的驱动力也变得不稳定,造成带速偏慢且不稳定。实际这算不上故障,只要经常用酒精擦洗压带轮、主导轴、录放磁头、抹音磁头就可以避免出现这种现象。
⑥传动胶带老化变长。现代盒式录音机几乎全都采用皮带传动方式,借助摩擦力把马达的动力传递给飞轮主导轴系统。在工作过程中,皮带上是受到张力的,张紧的皮带给飞轮和马达皮带轮以一定的压力,才会产生摩擦力,因而达到传动转矩的目的。录音机使用久了以后,皮带除了磨损以外,往往还会老化伸长,从而使张力减小,与飞轮和马达轮之间的摩擦力减小,工作时就会发生打滑,因而造成带速变慢,走带不稳。老化严重时,甚至会失去传动作用。这种故障只要更换同内径的橡胶传动带就解决了。
⑦供带盘有毛刺或受损伤,转动时周期性受阻。盒式机的传动机构(即机芯)小巧紧凑,供带盘与卷带盘距离机芯底板不足1mm,如果塑料磁带盘有毛刺,转动中就会周期性地碰一下底盘,形成周期性阻力矩变大,使得带速变慢,抖晃增大。发现带盘有毛刺时,可用尖嘴钳或镊子轻轻取下卷轴顶端的卡圈,拆下带盘,用小刀剔除毛刺,然后重新装好,即可修复。(未完待续)(刘宪坤)