本文介绍的电焊机空载节电器经在BK—300型等交流电焊机上使用,证明具有搭火起弧快、工作可靠、通用性强等优点。
图1为电原理图。当电焊机通电工作时,闭合开关K,交流接触器CJ得电,其接点CJ\(_{1}\)-3闭合。焊机变压器次级输出交流65V,经整流、滤波、限流,得到20V左右的直流电压加到控制电路,并通过R2对C\(_{2}\)充电。当BG2的V\(_{be}\)>0.7V时,BG2、BG\(_{3}\)、BG4导通、J\(_{1}\)吸合,其常闭接点J1-1打开,CJ失电,电容C接入电路,焊机处于节电运行待焊状态。
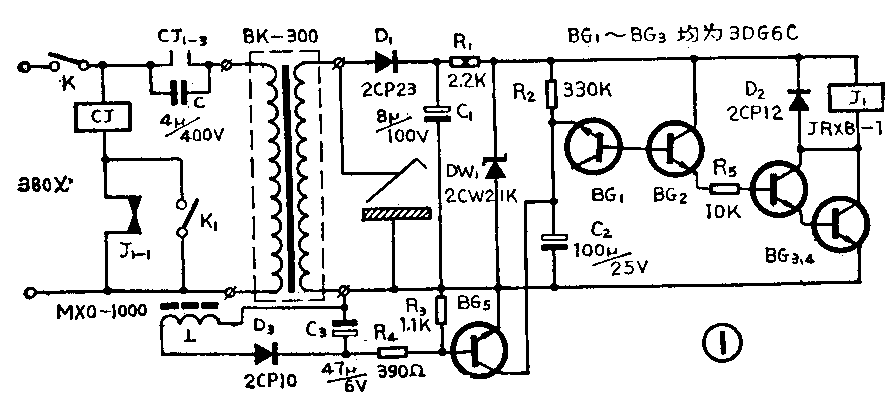
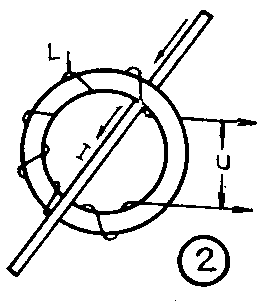
焊接开始时,当焊条与焊件瞬时接触,充电延时电路两端电压为零,BG\(_{2}\)、BG3、BG\(_{4}\)截止,J1释放,J\(_{1}\)-1闭合,CJ得电,CJ1-3闭合,焊机起弧施焊。由于焊接时,焊机次级仍能输出近30V的电压,该电压的存在,能使C\(_{2}\)缓慢充电,导致误动作,因此加上了由BG5等组成的放电回路。该放电回路的作用就是将此时C\(_{2}\)上所充电全部泄放,保证BG2可靠截止。其原理是:将焊机初级侧任一根电源线穿入磁环,见图2,施焊时,该线中有40~75A的电流通过,由于电磁感应,在磁环上就有交变磁通产生,绕在磁环上的线圈L两端便有交变电压U产生。U的大小与磁感应强度B、绕组匝数T及初级电流I有关。经实验,用MXO—1000型磁环,用仍φ0.15漆包线绕130匝,焊接电流在规定范围内调整时,L两端输出的交变电压为1~1.5V。该电压经整流滤波,作为BG\(_{5}\)的偏压,BG5的集电极电压从C\(_{2}\)正端获得,故BG5导通,迅速将C\(_{2}\)上所充电全部泄放。电路中BG1的接法相当于在BG\(_{2}\)的基极接上一只反向二极管,其作用是当焊机正常焊接、BG5导通泄放C\(_{2}\)的充电电流时,由于不可能达到BG1的击穿电压,从而保证放大电路的可靠截止,使焊接可靠进行。
焊接中,若焊条脱离焊件(如调整焊件位置、敲打焊疤等),则焊机次级输出的交流65V重新加在D\(_{1}\)上,并通过R2对C\(_{2}\)充电。此刻BG5的放电作用也不复存在。其原因是:由于焊机处于空载,初级电流陡减(一般为7A左右),磁环上L两端电压降为0.2V,BG\(_{5}\)截止,处于开路状态。经充电延时30秒(R2=1MΩ,延时60秒;R\(_{2}\)=510KΩ,延时40秒;读者可自行选用),BG2导通,主控回路CJ\(_{1}\)-3重新打开,焊机便处于第二周期空载节电待焊状态。如此周而复始,即达到了焊机空载自动断电节能的目的。
为保证长期稳定可靠工作,所用元器件安装前均应进行老化处理,筛选参数稳定者装上使用,以避免使用一段时间后起弧较难的弊病。灵敏继电器J\(_{1}\)也可选用JRX—13F等其它型号的(内阻1250Ω,吸合电压12V)。CJ为20A三相交流接触器,型号CJO-20,使用时将三对接点用φ3铜条并联运用,以增大容量。磁环若选用其它型号的,绕组L的匝数应根据实验而增减,只要施焊时在L两端能获得1~1.5V的电压便可。磁环内口径的选用,以能绕好L线圈后,穿进一根焊机电源线为准。绕制时,先在磁环上用黄腊绸缠一层,再将漆包线穿绕其上,密排均匀。绕毕,用塑胶线将头、尾引出,再用黄腊绸缠两层即成。
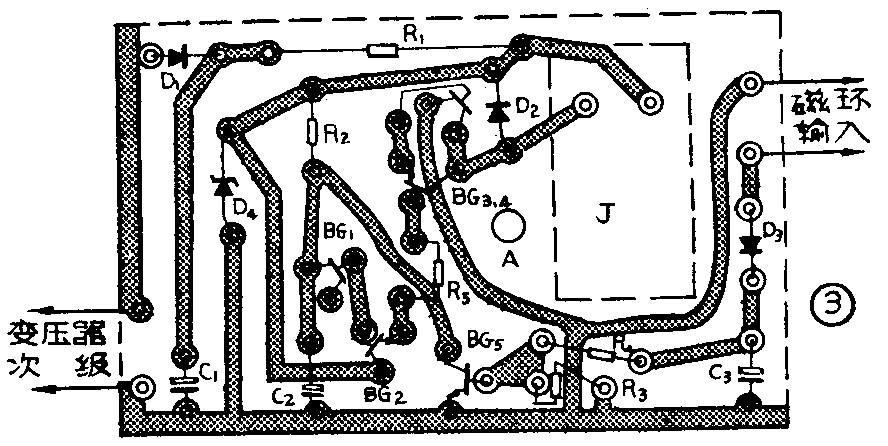
印制板见图3,图中“A”孔为印制板螺丝固定孔。所有元件均装于20A磁力起动器空铁盒内。手动开关K\(_{1}\)装在铁盒侧面,K1是为装置有临时故障,而焊接仍需进行设置的。然后将该盒固定于焊机铁壳上。(邓华胜)