我们参考了北京二七机车车辆厂“简易数控冲剪流水线”的经验(见本刊1979年8期),制成了“光电式冲床程序控制器”,实现了对老式冲床的改造。它适用于冲制和切断以带状型钢为原料的产品,具有简易、可靠、抗干扰、能按光电信号带的信息自动加工产品等优点。
工作原理
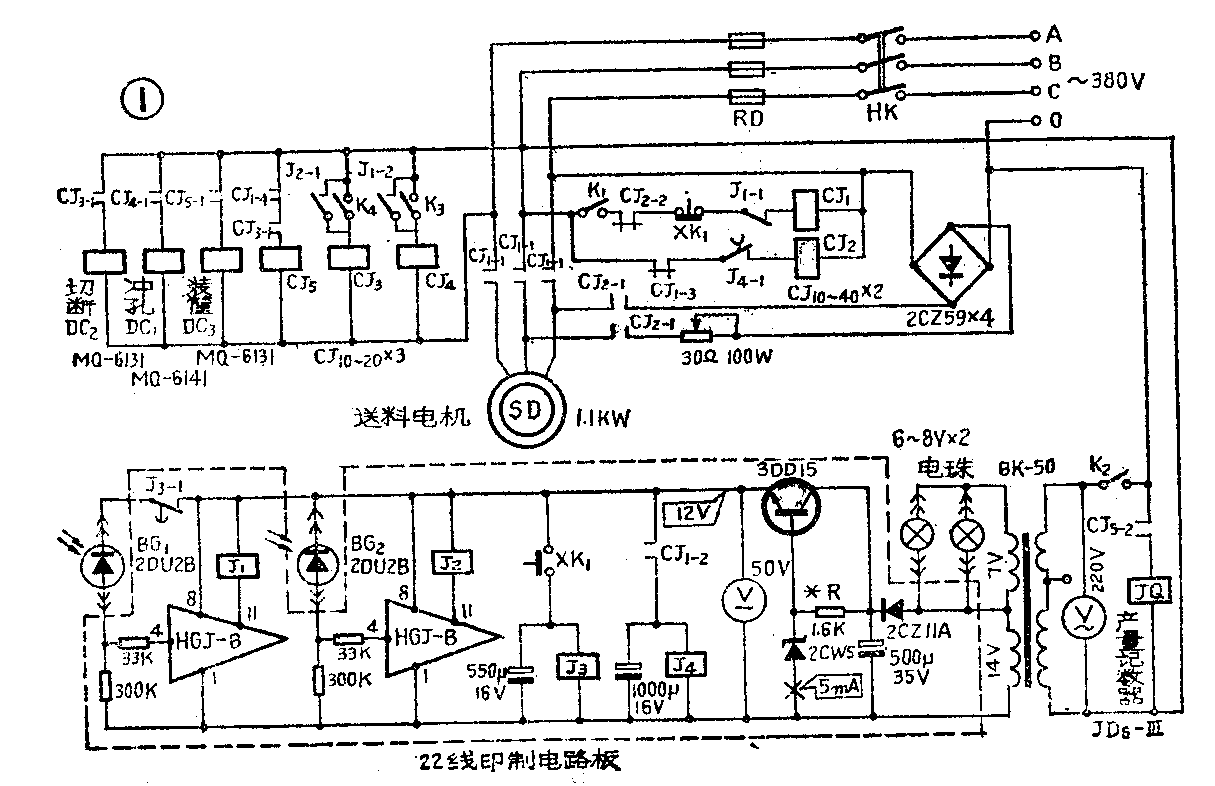
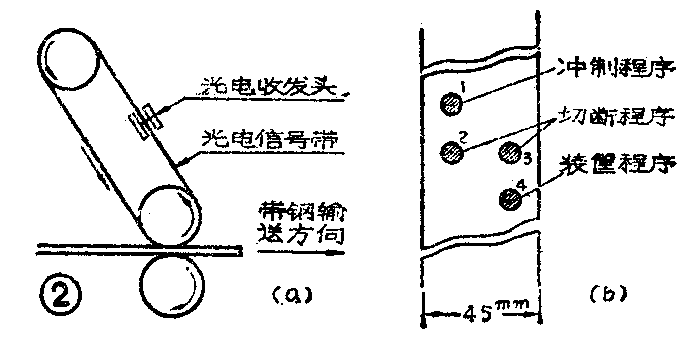
光电式冲床程序控制器的电原理图,如图1所示。光电信号带的跟读机构,是由6~8伏电珠(不必聚光)和光电二极管各两只及其附件组成。其示意图见图2(a)。光电信号带是用1.5毫米厚的黑色橡胶带粘制而成,其每个程序的信息位置见图2(b)。
当两只光电二极管均不受光时,若合上K\(_{1}\)手动开关,送料电机SD的控制回路就被接通,辊轮式送料机即会拖动带钢往模具内送料。
当送料长度达到预定尺寸,信号带的孔①令光电二极管BG\(_{1}\)受光。其脉冲信号经厚膜电路HGJ-B的整形和放大后,使继电器J1吸合。与此同时,产生了三个动作:1.J\(_{1}\)的常闭触点J1-1打开,交流接触器CJ\(_{1}\)失电,切断了送料电机的电源;2.通过J4-1“延时开”接点向送料电机定子的一相绕组内,送入0.5秒钟的制动电流;3.J\(_{1}\)-2闭合,交流接触器CJ4吸合,通过其触点CJ\(_{4}\)-1,令电磁铁DC1拉动冲床离合器一次,完成一个冲制动作。
上述程序完成以后,冲床滑块碰触行程开关XK\(_{1}\)一次,使J3继电器延时合入0.3秒,常闭触点J\(_{3}\)-1打开,使J1继电器释放,常闭触点J\(_{1}\)-1恢复原状,接通了送料电机的控制回路,使送料机自动运行。
当继续送料到一个产品单位长度时,信号带上的孔②、③令光电二极管BG\(_{1}\)、BG2同时受光,其结果是:J\(_{1}\)和J2同时吸合。这样,不仅重复了上述孔①的动作而且电磁铁DC\(_{2}\)也得电,去牵动冲床复合冲模中的分配器使切刀下行,完成一个切断的动作。
产品被切断后,掉在平台上,信号带再令BG\(_{2}\)单独受光,通过接触器CJ5使装筐电磁铁DC\(_{3}\)得电,牵动一次机械拨杆,将产品打入筐内,完成了装筐的程序。
因为信号带是一个环形胶带,所以送料、冲制、切断、装筐这四个程序可以往复进行。
若需加工一些非规格的产品,可将开关K\(_{2}\)打开,再配合使用K1,K\(_{3}\)、K4手动开关,来完成上述动作,达到生产应急产品的目的。
须指出:1.光电信号带的跟读机构其转动力矩来自送料机的一个摩擦轮,要求信号带的走动速度与带钢送料速度始终保持1∶1的同步状态。
2.冲制和切断的程序,可根据产品要求重复多次,不同的信号带加工其对应的产品。因而,该装置对产品的多样化有一定的适应性。
电路分析
1.关于光电缆电器电路:
该电路的作用是把光电信号带的加工信息,解释成执行机构的动作指令。
本装置在设计时,考虑到有送料、冲制、切断、装筐四个动作。根据二进制的原理,只要设置两个相同的光电继电器电路,就能达到上述目的。每个电路均由一只光电二极管2DU2B、厚膜电路HGJ-B和小型通用电磁继电器构成。
厚膜电路HGJ-B(天津无线电元件九厂产品)具有体积小、免调整、性能可靠、输出功率大等优点,再加上内电路设有整形环节,改善了开关特性。因而在制作时,可以事半功倍,省去了很多不必要的麻烦。
光电二极管的实物有三根引线,使用时,可将中间环极引线甩掉。这样,可不必考虑其余二极的极性。
采用JTX系列继电器的目的是为了获得大容量、长寿命的触点负荷。实践证明,这种考虑是必要的,且能与HGJ-B厚膜电路配合使用。
2.关于延时电路:
本装置设有两个电路程式相同的简易延时电路。其中电磁继电器J\(_{4}\)与1000μF电解电容器并联,构成0.5秒“延时开”电路,用以掌握送料电机能耗制动的时间;电磁继电器J3与550μF电解电容器并联,构成0.3秒“延时合”电路,用以每个程序的清零。
当J\(_{3}\)、J4确定选用JTX-12V系列时,其延时时间的长短,主要决定于所并联电容器容量的大小和质量的优劣。实际上,选用正品的CDDX-1系列电容器,其延时误差在常温时不大于0.1秒。
550μF电解电容器如果市场上不易买到,可以用220+330μF的方法获得。
3.关于能耗制动电路;
能耗制动亦称直流制动。当送料电机SD通过带有变速机构的辊轮,将带钢以每秒钟120毫米的速度向前输送到需要长度后,尽管此时已经自动切断电源,但电机转子仍有惯性,若不急刹车,势必会影响产品的尺寸精度。本装置采用的直流制动具有无噪声、停车快、冲击小等优点,能满足一般精度的需求。其工作原理是:当直流电通入定子一相绕组的瞬间,便会产生一个恒定的磁场。受惯性驱使的电机转子鼠笼切割此磁场,即会产生与惯性力矩相反方向的新力矩,迫使电机迅速停转。
图1中,桥式整流单元的输出端通过接触器CJ\(_{2}\)的主触点CJ2-1与电机的定子线圈相联。其中30Ω100W可调电阻的作用是细调制动反应速度的。它的阻值越小,制动越狠,但容易引起电机过热;阻值越大,产品尺寸误差越大。因而试车时,应通过实验,取一最佳阻值。
4.关于12伏直流稳压电源:
由于光电继电器和延时电路对直流电压的精度有一定要求,因而,须设置稳压电源。本装置采用的是简单稳压电路,其稳压管选用2CW5。调整R的阻值,使“X”处的电流为5mA即可。调整管为3DD15A,可不必加散热片。电源变压器选用行灯变压器BK-50型代用,须注意,原初级380伏的输入端改接222伏电源。
5.主要技术指标:
(1)冲床公称压力适应范围:10吨~100吨;(2)冲床行程频率;47次/分以下;(3)送料机送料速度:120毫米/秒;(4)每程序间最小间隔:80毫米;(5)最大产品长度:1000毫米;(6)最小产品长度:80毫米;(7)产品尺寸精度:±1~3毫米。(冯万城)