本刊83年第5期曾刊出《无触点磁电机》一文,现应读者的要求,就如何将机械触点式磁电机改制为无触点磁电机,作一简要介绍。
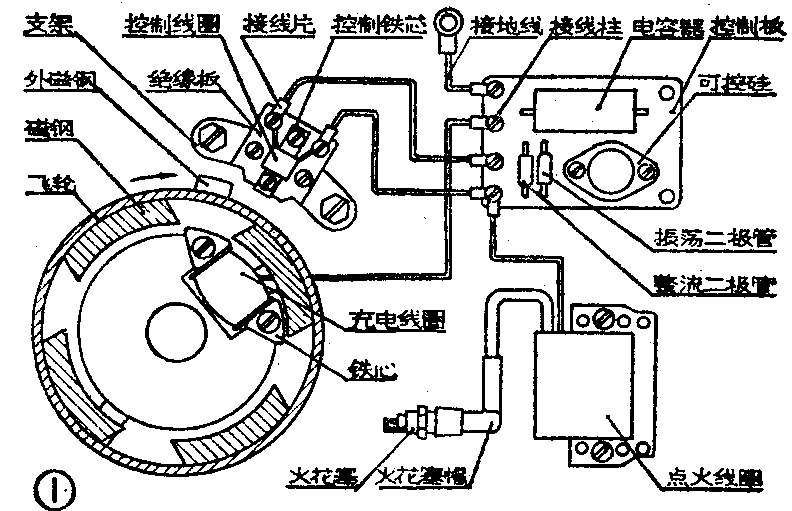
1.飞轮的改制:在飞轮外圆柱面上粘贴一个外磁钢,用以与控制线圈进行电磁感应,触发导通可控硅。
外磁钢的制作如图3所示,图示的尺寸单位为毫米。材料采用一般的铁氧体磁钢或其他较高性能的磁钢。磁钢的截面也可以是圆形或其它类似的既得形状,只要具有大致相同的投影面积即可。对磁钢沿径向充磁,外圆弧面可以是N极,也可为S极。
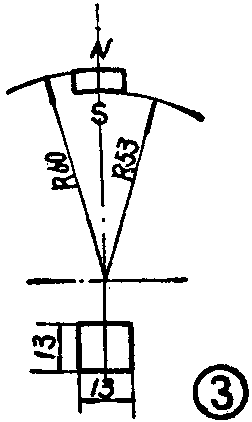
粘接材料可用502胶。粘贴部位要与控制铁芯的安装位置相配合:当飞轮运转到规定的点火提前角位置时使可控硅触发导通,以实现对汽油机的定时点火。
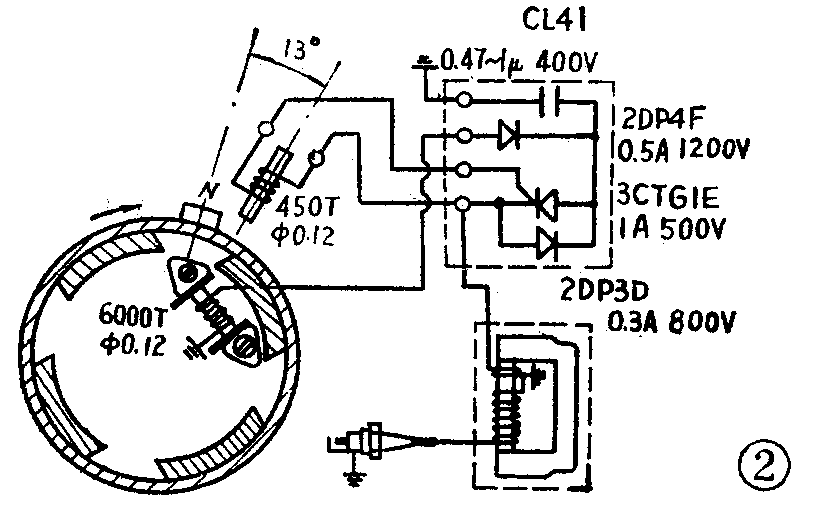
2.控制线圈和控制铁芯的制作:当外磁钢外圆弧面为N极时,控制线圈应符合图2所示的绕向。反之,应改变其绕向。将控制线圈的两根引出线对调即可改变其绕向。
控制线圈与控制铁芯之间可用黄蜡绸绝缘,也可采用适宜的线圈骨架。控制线圈需浸漆封固。
控制铁芯用硅钢片制作,单片尺寸如图4所示,控制铁芯叠厚为5毫米。
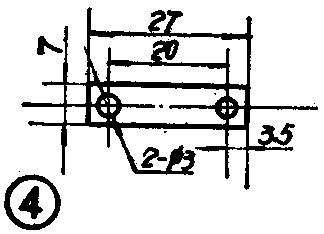
控制铁芯连同绝缘板固定在支架上。支架固定在汽油机机体上。支架用以使控制铁芯与外磁钢在运转中保持0.8~1毫米的气隙,只要能达此目的,支架的固定方式和具体尺寸可灵活掌握。
3.充电线圈的绕制:将原磁电机的线圈和“白金触点总成”取下,代之以充电线圈。对照明线圈和照明电路无需改动。
充电线圈可在原线圈的铁芯和骨架上绕制,绕向任意。绕制中可不加垫层间绝缘,但应排列整齐,首尾远离。绕制后需作浸漆处理。线圈始端可直接焊接在铁芯上,以减少一根引出线。
对原磁电机的点火线圈、火花塞帽和火花塞等不需作改动可直接使用。原磁电机中的电容器应取出不用。
4.控制板的制作:可根据电路自行设计。对二极管和电容器均无特殊要求,只要能满足图2所标注的数据即可使用。
可控硅的型号为3CTGIE,为湖北宜昌半导体厂生产。如用其它型号的可控硅,应选用控制极触发电压和触发电流较小的可控硅。如不采用可关断可控硅,还应在可控硅控制极的外电路中串接一只0.3A、50V的二极管,以对控制极作反向保护。如有必要,还应针对不同的可控硅适当调整控制线圈的匝数。
为提高磁电机的跳火性能,应选用漏电流较小的二极管、电容器和可控硅。
5.点火提前角的调整:经测试,在5600转/分的汽油机工作转速下,外磁钢中心线与控制铁芯中心线之间的夹角为13°时,可控硅即被控制线圈的感应脉冲触发导通。因此,使飞轮位于汽油机所规定的点火提前角位置,在控制铁芯中心线前方13°处即为外磁钢的粘接部位。
外磁钢粘接后,还可以适当改变控制铁芯的安装位置来调整点火提前角。
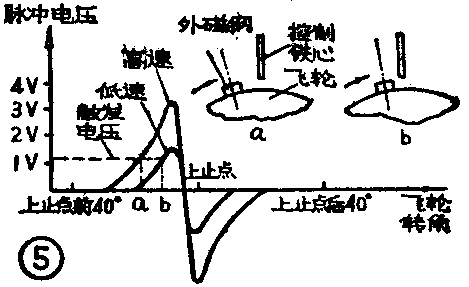
在低速时,外磁钢运动到与控制铁芯较近的位置时,才能使可控硅被触发导通。
控制线圈的脉冲电压波形和相应的磁电机点火提前角如图5所示。从图5可知,磁电机的点火提前角随飞轮转速的上升而自动增大。这一特性适应了汽油机在不同的转速下对点火提前角的不同要求,这是一般的机械触点式磁电机所不具备的。
6.其它类型磁电机的改制:上述改制方法在原则上完全适用于其它类型的机械触点式飞轮磁电机。
充电部分用以储存和提供点火所需要的电能。将原磁电机的线圈改绕为充电线圈,适当确定充电线圈的线径和匝数,一般均可使电容器达到所要求的充电电压。
控制部分用以使火花塞跳火在规定的点火提前角时进行。当原磁电机为外转子式飞轮时,在飞轮外圆的适当部位粘接一块外磁钢,并适当确定控制铁芯和控制线圈的结构、参数,即可使可控硅在所要求的点火提前角时触发导通。如为内转子式飞轮,一般均为两极结构,控制线圈直接与飞轮磁钢进行电磁感应即可每周触发导通可控硅一次,因而可不用外磁钢。
点火线圈和火花塞用以完成升压和跳火。机械触点式飞轮磁电机的点火线圈一般均可直接使用于电容放电式无触点磁电机。
此外,对图2的电路无需变动。
7.磁电机的性能:按图1和图2改制的电容放电式无触点磁电机,具有如下跳火性能:标准三极针、极距5毫米,400转/分~8000转/分连续跳火。如用火花塞观测,在150转/分即可连续跳火。
装在摩托车上使用,收到了如下的预期效果:磁电机工作稳定可靠,使用中无需调整;明显地提高了摩托车的起动性能和汽油机的功率,降低了耗油率并延长了火花塞的寿命。(西北林业机械厂 董昆)