针织行业中用的自动漂洗生产线,一般是由七台至十六台轧洗机组成的。一条生产线在一个半钟头内可完成六千米坯布的漂洗任务。漂洗后的坯布再经甩干、开幅处理后,即可做成我们日常所需的棉毛衫、汗衫及其它新颖的服装。图1就是一条自动漂洗生产线的略图,图中只画出了与自动控制电路有关的部分。
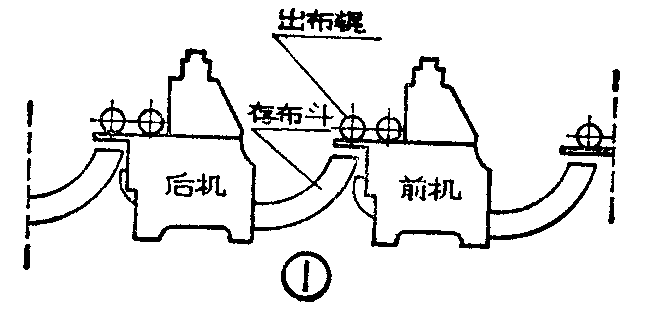
漂洗的坯布是几千米连续不断的,它的连续漂洗过程是:由第一台轧洗机的导布辊输入,经过五个轧布辊、五个清水槽漂洗后再经第一台轧洗机的出布辊输出到第二台轧洗机前面的存布斗,输入到第二台轧洗机的导布辊,经第二台漂洗完后送到第三台……(见题头图)。存布斗在这条生产线中就是料斗,它能起到使前后轧洗机协调运行的作用。根据漂洗工艺的要求,在漂洗过程中不允许有牵拉现象。为了解决漂洗生产线中坯布的牵拉与堆积现象,我们设计了布置自动控制器,它能有效地控制布斗内的存布量,达到多机同步运行的目的。
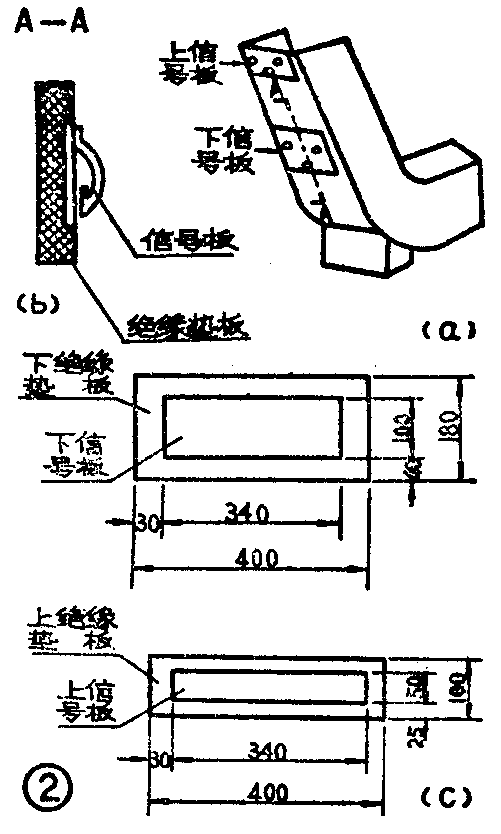
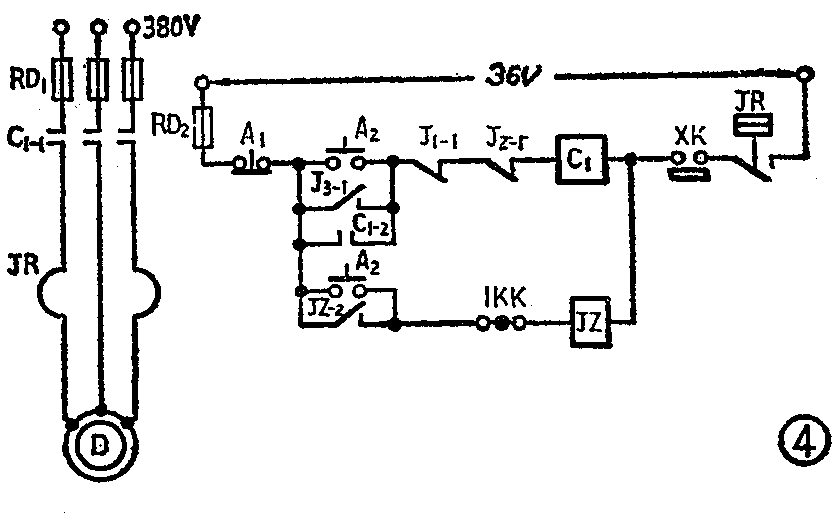
图2a是存布斗外形图,2b是存布斗内侧的信号板剖视图,2c是信号板的尺寸。在存布斗的内侧上、下一定位置,安装两块与布斗绝缘的上、下信号板(信号板的材料为优质不锈钢,避免坯布在漂洗过程中沾有锈迹和污点)。利用漂洗坯布与上、下信号板接触后使上、下信号板阻值变动,来自动控制漂洗线,使多台轧洗机同步工作。图3是布量自动控制器的电路图。图中R\(_{上}\)是上信号板的阻值,存布斗的上信号板是控制前机的,当上信号板上无布时,R上的阻值大于300KΩ,电源经W\(_{1}\)+R1与R\(_{上}\)分压,使稳压管DW1导通,晶体管BG\(_{1}\)处于饱和状态,此时BG1的集电极电位为0.7V,稳压管DW\(_{2}\)不导通,BG2截止,前机正常运行。当坯布堆到上信号板时,R\(_{上}\)阴值发生变化,变成小于15KΩ,稳压管DW1不导通,BG\(_{1}\)截止,其集电极电位上升,DW2导通,使BG\(_{2}\)饱和导通,继电器J1吸合,其常闭触点J\(_{1}\)-1(见图4)打开,切断前机的交流接触器C1的电源,其触点C\(_{1}\)-1打开,使前机停止运转。
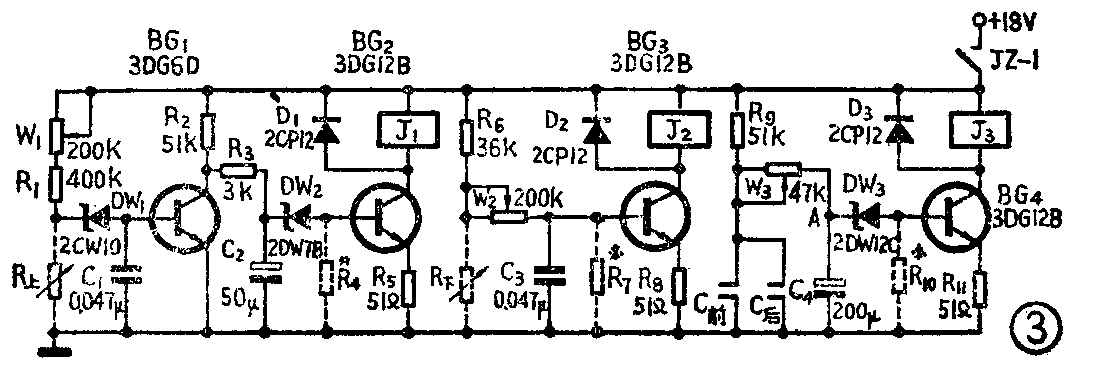
当前机交流接触器C\(_{1}\)的电源被切断时,它的辅助触点C前(见图3)断开,使电容器C\(_{4}\)能通过+18V电源、R9、W\(_{3}\)进行充电。当A点的电压逐渐升高达到使稳压管DW3导通时,BG\(_{4}\)导通,继电器J3吸合,其常开触点J\(_{3}\)-1(图4)闭合。前机停止运转时,后机仍在运转,使存布斗内的坯布脱离上信号板,BG1重新导通,BG\(_{2}\)转为截止,J1释放,触点J\(_{1}\)-1闭合,为前机重新转作好准备。当继电器J3吸合,其常开触点J\(_{3}\)-1闭合后,此时因J1-1已恢复常闭状态,交流接触器C\(_{1}\)吸合并自锁,前机又自行启动运转。C1的辅助常开触点C\(_{前}\)闭合,电容C4通过W\(_{3}\)、C前放电,使BG\(_{4}\)由导通转为截止,J3释放,为下一次停机延时作准备。调节W\(_{3}\)可以改变延时时间的长短。
存布斗的下信号板是用以控制后机的,R下是存布斗下信号板的阻值,当存布斗内的坯布少到脱离下信号板时,R\(_{下}\)的阻值为100KΩ以上, R6与R\(_{下}\)分压使BG3饱和导通,继电器J\(_{2}\)吸合,其常闭触点J2-1切断后机控制回路,使后机停止运转。后机控制回路的工作原理和前机控制回路(图4)一样,相类似的部分不再复述。接触器辅助常开触点C\(_{后}\)断开,电容器C4通过+18V电源、R\(_{9}\)、W3进行充电延时开始。当存布斗内的坯布渐渐堆到下信号板上时(因为后机虽停,但前机仍在运转),R\(_{下}\)的阻值为10KΩ以下,使BG3由饱和导通转为截止,J\(_{2}\)释放,其常闭触点J2-1复位。当A点电压逐渐升高,达到使BG\(_{4}\)导通时,J3吸合,后机又自动启动。
图3电路中的D\(_{1}\)、D2、D\(_{3}\)为保护二极管,J1、J\(_{2}\)、J3的型号为JRX—13F。+18V电源用一般稳压电源。
图4中,C\(_{1}\)为交流接触器,型号为CJ10-10,线圈电压为交流36伏。JZ为中间继电器,型号为JZ7—44,线圈电压为交流36伏。XK是行程开关,它是当坯布在进布辊上发生打绞时,紧急停车的保护装置。JR是热继电器,作电动机的过载保护,型号为JR16—20。1KK是主令开关,型号为LS3—2,在单机调整时,布量自动控制器不允许工作,将1KK置于调整位置,继电器JZ的线圈即与电源断开,触点JZ\(_{-}\)1打开,控制器与+18V电源断开(图3),控制器停止工作。
电路的调试
R\(_{上}\)、R下的阻值,与坯布的种类无关,只是随着漂洗溶液配方不同而有些差异,适当调节电位器W\(_{1}\)和W2就可使布量自动控制器正常工作。
1.电位器W\(_{1}\)的调试。适当调节W1,当R\(_{上}\)的阻值小到15KΩ以下时,应能使BG1截止、BG\(_{2}\)饱和导通,J1吸合;同时又要满足当R上的阻值大于100KΩ以上时,能使BG\(_{1}\)饱和导通、BG2可靠截止,J\(_{1}\)释放。
2.电位器W\(_{2}\)的调试。恰当调节W2,既要保证当R\(_{下}\)的阻值小到10KΩ以下时,BG3能可靠截止,J\(_{2}\)释放;又要满足当R下的阻值大于70KΩ以上时,使BG\(_{3}\)饱和导通,J2吸合。
3.延时电路的调试。本电路的延时范围为3~10秒钟,可根据需要,用电位器W\(_{3}\)调定。
4.电阻R\(_{4}\)、R7、R\(_{1}\)0是为稳定晶体管工作点而设置的,经调试后确定阻值大小。
5.漂洗的坯布是通过前机的出布辊输送到存布斗的,为避免坯布输出时摆动可能接触到上信号板,我们把出布辊与存布斗的相对位置设计成可调的,实践证明不会发生误动作。(常德七一机械厂 罗燕乔 侯南光)