一些进口收录机所用的马达是电子调速直流电机,使用日久会发生转速不稳故障。本文结合三洋M2564机谈谈如何修理这类马达。
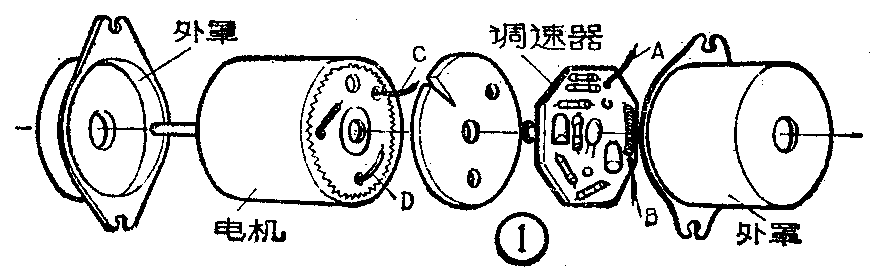
修理这类马达不可轻易拆动调速器,因为问题一般不在调速器,而是由于换向器磨损造成的。修理时首先应测量一下马达各引线的电压、电流。正常情况下A、B线之间电压为直流7.5V(参考图1),空载(不加传动皮带)电流为27mA(包括调速器在内)。而电子调速器供给直流马达的电压(C、D之间)为3.8V左右。马达(不包括调速器)空载电流为20mA左右。如调速器是正常的,调整转速微调电阻的阻值时,C、D之间电压应能在3~4.5V之间变化。经过上述测量可初步判断故障出在调速器还是出在马达本身。然后进一步可用万用表R×1档测量C、D两条引线之间的阻值,如马达本身是正常的,阻值应在70Ω左右,而且测量时转子应该转动。此时用手捏住转子轴,阻值应减小,松开手,阻值又恢复到70Ω,表针指示稳定,电机始终转动。如测量时发现阻值很小或转子不转,或表针摆动,说明电机内电刷接触不好,必须拆开修理。
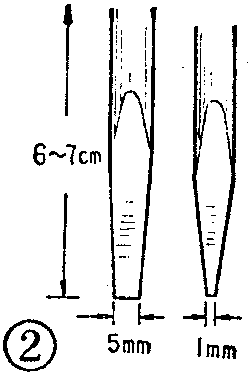
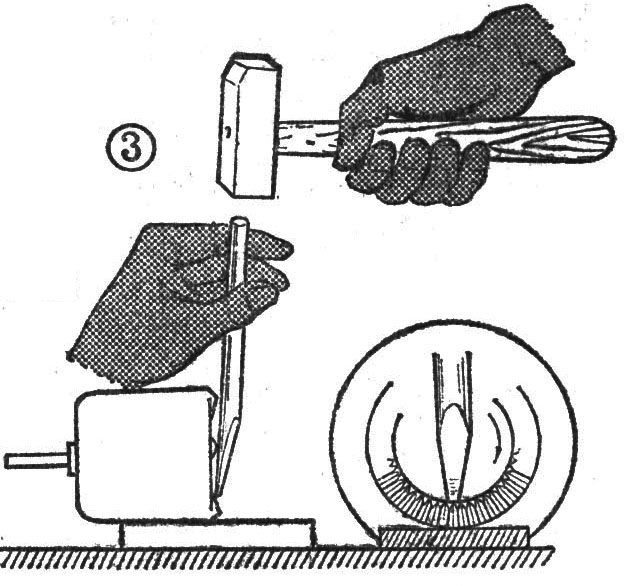
由于电机后盖是冲压封闭的不易打开,最好如下方法打开。首先自制一个小钢冲,尺寸可参考图2。再按图3冲击齿状封口,直到一圈封合齿全部打开。然后用小刀在定子与后盖之间刻上记号。防止修完封装时弄错位置而产生反转或不转。用小锥子插入后盖边沿的小缺口中,轻轻将后盖撬开,用手指顶住电机轴,将转子与后盖一同从定子中取出。用小改锥将电刷从转子换向器两边轻轻挑开,将后盖与转子分开拿下,注意防止电刷变形损坏。
打开之后可见到定子的磁钢、电刷附近及转子换向器上都沾有粉状铜末。用棉花蘸酒精或四氯化碳将所有脏处清洗干净。换向器表面磨损严重,会出现不均匀的沟槽,这会造成电刷接触不良,或启动时的死点,或出现火花干扰。
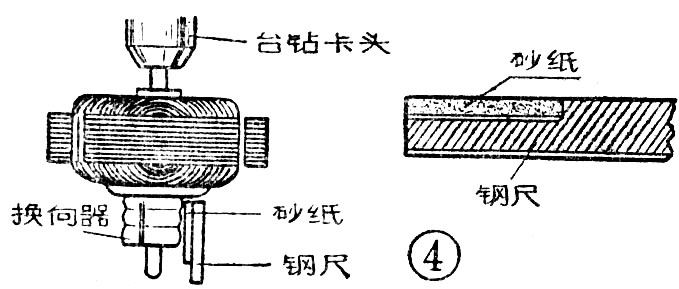
把转子轴夹在台式电钻上,事前要先在转子轴上均匀地包上一层胶布,以防止把轴夹伤。根据磨损情况选择合造型号的砂纸,剪成50mm长、5mm宽的长条,用胶水贴在钢板尺上(参考图4)。转子随台钻夹具而转动。先用粗砂纸将沟槽磨平,再用细砂纸抛光。磨平换向器之后,下一步修理碳刷。磨损的碳刷如图5a所示,由于长时间转动,凹槽升温被氧化。氧化层使得碳刷和换向器之间接触电阻增大,且不稳定。所以工作电流忽大总小,转速也随之不稳。
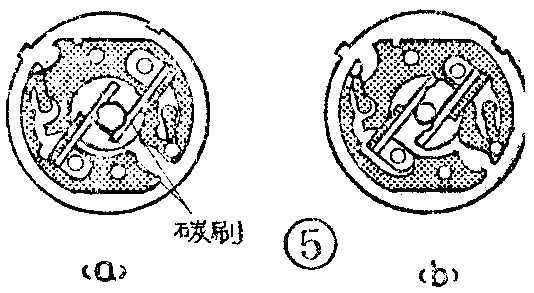
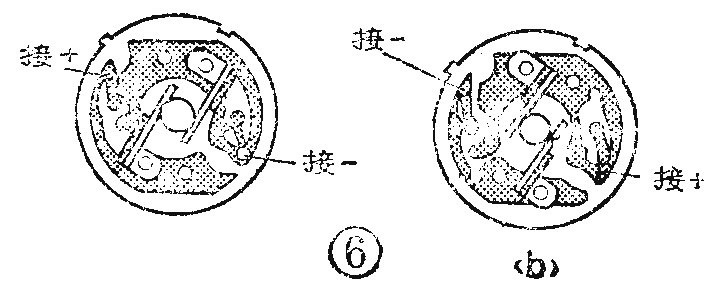
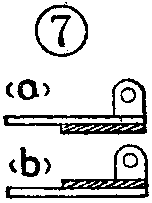
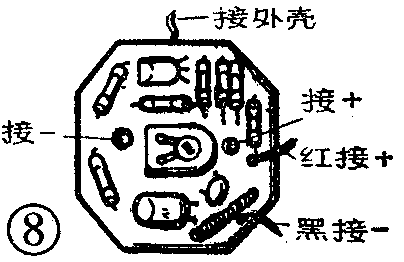
以下两种方法均可使磨损的碳刷恢复功能。①参照图5,使两个刷片分别向内移动1~1.5mm,两刷片之间距离应不大于3mm,移动后两刷片要与原来一样保持平行(参考图5b)。②参照图6,将两个刷片从原位置焊下来,并取下胶皮条,用401胶水按图7粘好。参照图6b用碳刷的反面作接触面。安装时注意应把它焊到相邻的小孔。此法也应注意使两片之间距离为3mm。第二种方法会出现反转问题。只要将刷片上焊接的红黑两条线对换一下位置就可解决;或在装配调速板时,将原来接调速器正极的红线改接到调速器的负极上,将接负极的黑线改接调速器的正极(如图8所示)。
电刷如上修复之后,将转子装在电刷上,用手转动,手感要适中,如电刷紧紧夹住转子就会加速磨损,且不利于转动,此时应重新调整两碳刷之间的距离。
组装时按照原样把转子与后盖装进定子里,并注意记号是否对准。只封三个点。用手转动轴应灵活转动。再用万用表欧姆档(R×1档)的两表笔接触电机的红、黑引线时,转子应顺利转动,阻值约为70欧。如果转子不转,可能三点封装不对称,使轴受压力太大。调整之后再试。电机转动时不应有明显噪声。外接3.5V时,电流应为20mA左右。此时可将后盖封好,用冲子将边缘一个个牙冲牢,恢复原状。如电机修理之前曾动过调速器的可变电阻,转速就会不准,此时应进行转速校正。
这种电机在多种整机中使用,经过上述方法修理,效果令人满意。(张毅)