电焊机一般都是间断工作的,有相当多的时间处于空载耗电状态。电焊机空载节电装置(简称节电器)能自动控制电焊机的断电与接通。当焊条与工件接触时,电焊机立即导通,便能开始焊接:当焊接停止,焊条离开工件,电焊机便自动断电。这样就避免了电焊机的空载损耗,既节约了电力,保障了安全,又延长了电焊机的使用寿命,并且有效地改善网络的功率因数。
原理方框图
图1是电焊机节电器的原理方框图。接通电源,节电器开始工作。当焊条与工件接触时,从感应线圈取得的感应信号一部分进入执行部分使交流接触器吸合,电焊机接通电源,便能开始焊接;另一部分感应信号进入延时部分使延时电容放电,确保焊接正常进行。
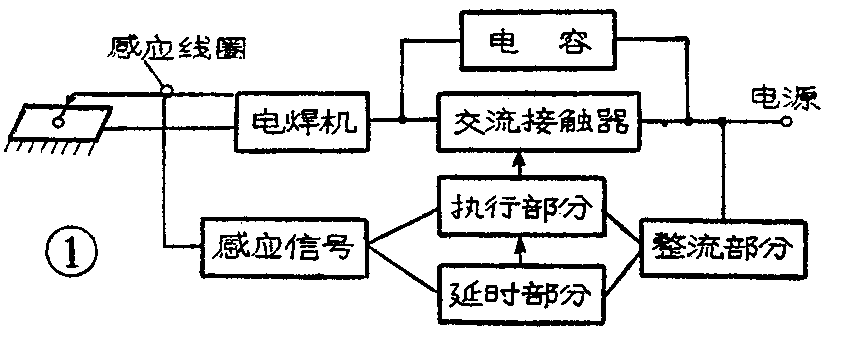
当焊接停止,焊条离开工件,电源向延时电容充电,到达一定时间(这时间是可以根据需要调整的),延时部分输出一脉冲信号给执行部分,交流接触器释放,电焊机断电,达到了电焊机空载节电的目的。
当电焊机空载时,电焊机初级电感线圈通过耦合电容接入电源,既能节约空载时电能的损耗,又能提高输电网络的功率因数。
电路原理
图2是电路图。接通电源,合上双刀开关K\(_{N}\),控制系统开始工作。交流电源通过耦合电容CK加到电焊机。当焊条与工件接触时,在磁环线圈(T)上产生感应信号,此信号分成两路,一路经二极管D\(_{2}\)送到BG1的基极,使BG\(_{1}\)截止、BG2导通,继电器JS吸合,接触器CJ通电吸合,使电焊机通过CJ\(_{K}\)触点直接接通380V交流电源,便能正常焊接。另一路感应信号经二极管D3加到BG\(_{3}\)基极使其导通。延时电容C1放电,单结晶体管BT保持截止状态,只要连续起弧焊接,BG\(_{1}\)即保持截止,BG3持续导通,保证焊接正常进行。
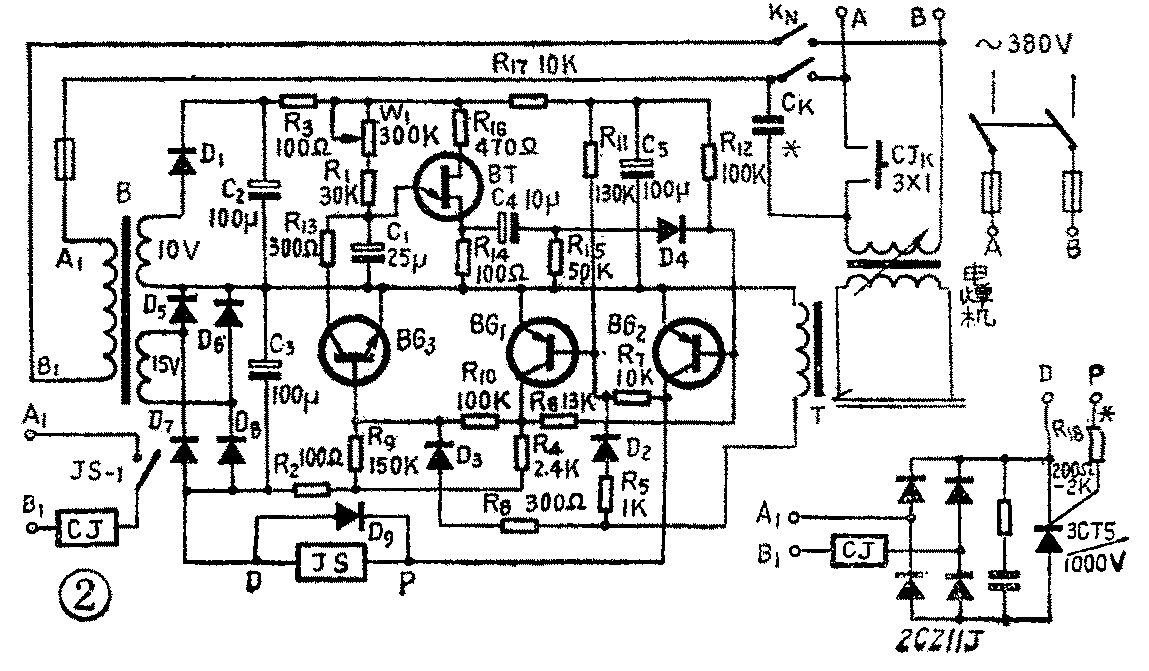
当焊接停止、焊条离开工件后,感应线圈没有信号输出,BG\(_{3}\)便截止。电源向延时电容C1充电,延迟一定时间(延迟时间可用W\(_{1}\)调节)单结晶体管导通,输出脉冲信号,经二极管D4送到BG\(_{2}\)基极,使BG2截止、BG\(_{1}\)导通,继电器JS释放,交流接触器断开,达到了电焊机空载节电的目的。
这个电路的特点之一是用了一个双稳态电路(BG\(_{1}\)、BG2组成),双稳态电路采用单边触发方式,触发信号通过两个独立的触发电路分别引入两管基极。单边触发的好处是:从一个管子(BG\(_{1}\))的基极输入一触发信号,使电路翻转,翻转后若继续从这个管子的基极输入触发信号,无论送入多少脉冲信号,电路也不会再翻转。所以只要电焊机开通后,在另一管(BG2)基极没加触发信号时,电路永远停留在这一稳定状态,在焊接过程中不会产生因开关失灵出现断抓现象,这是确保焊接正常进行的有利条件。
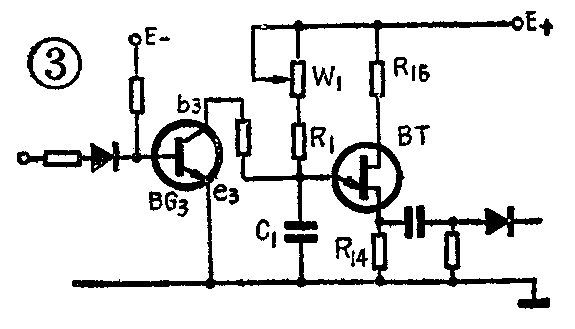
这个电路的另一特点是用了一只开关管BG\(_{3}\)和一个单结晶体管弛张振荡器,把这部分单独画出如图3。在控制系统无信号输入时,BG3基极为反向偏置,b\(_{3}\)点电位低于e3点电位,保持截止状态。当接通电源后,电源E通过W\(_{1}\)、R1向C\(_{1}\)充电达到单结晶体管BT的峰点电压时,单结管导通,输出的脉冲信号经二极管D4至BG\(_{2}\)基极,迫使BG2截止,因此刚接通电源的瞬间 CJ不会吸合。当开始焊接,焊条与工件接触时,感应线圈有信号输出,使BG\(_{3}\)导通,电容C1通过BG\(_{3}\)放电,单结晶体管截止,BG2基极无信号输入保持导通,直到焊接停止焊条与工件离开为止,因此不会发生断电现象。
主要元件
电焊机节电器用的锰锌铁氧体磁环的型号为MXO—2000,φ48×φ40×18,用0.25mm漆包线绕150匝(图2中的T)。将焊把线从控制器的锰锌铁氧体磁环孔中穿过,当焊条与工件接触时,使磁环线圈有感应信号产生,这个感应信号就用来作控制系统的输入信号。正常起弧焊接或焊条与工件短路时,磁环电压在0.8V~1.4 V之间变化,即使焊接电流大到几百或上千安培,其电压不会上升,因此不会出现任何超负载现象而将晶体管烧毁。
C\(_{K}\)为电焊机耦合电容,与交流接触器的触点并联,用以降低电焊机空载损耗,还能起到保护交流接触器触点、延长触点使用寿命的作用。根据电焊机的容量、初级电感的不同而选用不同容量的耦合电容,其标准为:对于近距离操作的电焊机,加装耦合电容后,应使电焊机次级电压降为10V左右能正常起弧焊接;对于远距离操作的电焊机,应使电焊机次级电压降为20V左右。CK一般在0.5~4μF之间,但有些旧电焊机初级电感较小,C\(_{K}\)可在6~8μF之间选择,CK耐压要在1000V以上。
BG\(_{1}\)、BG2可用3CG、3AK或3AX等PNP型晶体管,要求I\(_{ceo}\)小,β=80~I00,BVceo>18V。BG\(_{3}\)可用3DG或3DK型,单结晶体管用BT31~35型均可。二极管D1~D\(_{9}\)用电流100mA、反压100V以上即可。变压器B为3W,如电焊机为交流220V,B可制成初级220V,次级15V、10V两组;如电焊机为交流380V,B可制成初级380V,次级15V、10V两组。继电器可用12~14V直流高灵敏继电器。交流接触器用CJO—20B,三组触点并联使用。
这个节电器适用于各种不同容量的变压器式的交流或直流电焊机。此产品经鉴定和使用,证明:起弧快,工作稳定,节电效果明显。此节电器已由北京市丰台二中教学仪器厂生产,如有需要可与该厂直接联系。(卢存恭)