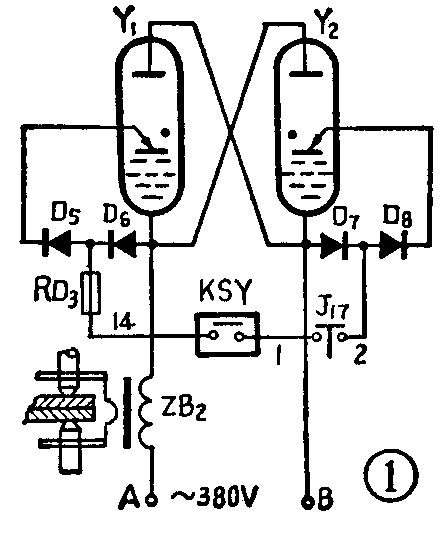
当前用的自动点焊机中,接通或切断焊接变压器初级的电源是由该装置中的两只引燃管来担承的,如图1所示,当控制部分(图中未画出)的继电器J\(_{17}\)动作时,J17的常开触点(图1中画出)闭合,在电源A相正半周时,A相电流经焊接变压器线圈ZB\(_{2}\)、导引二极管D6、熔丝RD\(_{3}\)、水压继电器KSY、J17触点和D\(_{8}\)加至引燃管Y2的引燃极,此时Y\(_{2}\)的阳板也与引燃极同处正半周,使引燃管Y2导通。在另外半个周期,同理Y\(_{1}\)导通,从而接通了焊接变压器ZB2的大电流。但这种引燃管的阴极用的是水银,制造时有公害问题,引燃极是金刚砂晶体,一般使用寿命约1000小时,因此市场上常缺货。
我们在不改变原来的控制线路的条件下,采用两只200A/800V(或500A/800V)可控硅代替引燃管,取得较好效果,改装后的线路见图2,也可用图3的方法,两种方法效果一样,改装简便、维修保养方便、使用寿命也比引燃管长得多。
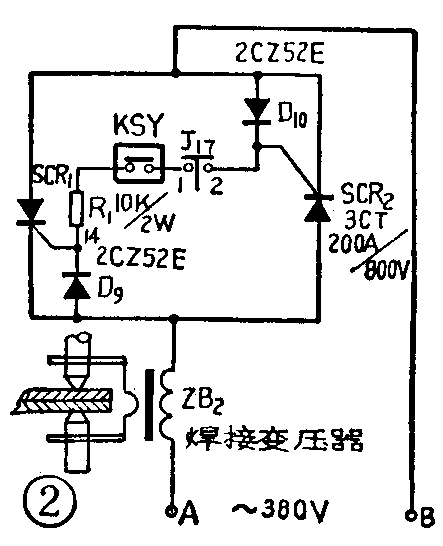
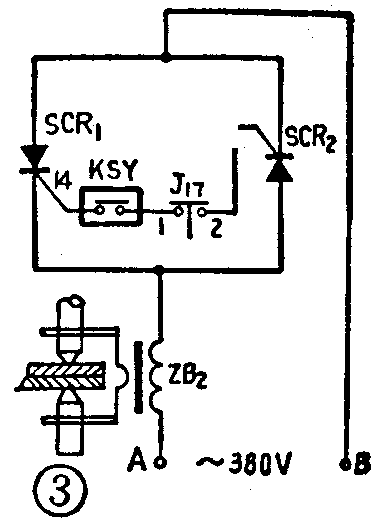
图2电路的工作原理如下:当设备接通冷却水后,KSY闭合,当J\(_{17}\)接通时,若A相为正半周,SCR2阳极处于正半周作导通准备,控制极经导引二极管D\(_{9}\)、限流电阻R1、KSY、J\(_{17}\)通入电流而触发使SCR2导通。B相为正半周时同理SCR\(_{1}\)导通。与引燃管一样,起到接通焊接变压器ZB2的作用。
图3电路利用可控硅控制极与阴极之间PN结的反向漏电流作为触发信号。当A相为正半周时,SCR\(_{2}\)阳极为正,作导通准备,其控制极信号由SCR1控制极反向漏电流经KSY、J\(_{17}\)加入,控制极达到一定的触发电流后,SCR2即导通,其正向压降小于1.2V,虽然SCR\(_{1}\)的控制极处于反向偏置,但加在上面的电压始终小于控制极的允许反向电压,故不会击穿。当B相为正半周时同上原理使SCR1导通。
在改装时,两只可控硅的各项参数应尽量选得一致。(上海拖拉机厂 何家华)