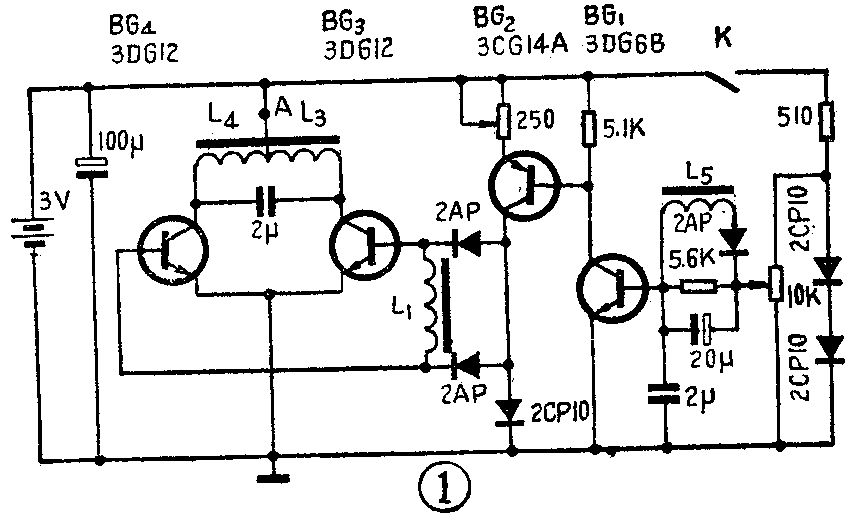
本刊上期讲了直流电子唱机的工作原理,这一期专讲讲业余制作经验。图1为电子唱机的电路部分,基本原理上期讲过了,不同之处只是新增加了两只2AP型二极管,其优点是可使激励线圈的匝数几乎可减少一半。并省去了线圈抽头带来的麻烦。制作部分的重点是制作带24个矩形齿的转盘和带铁心的线圈,电路部分是比较简单的。为了简化机构,测速部分也省略了。
业余制作转盘
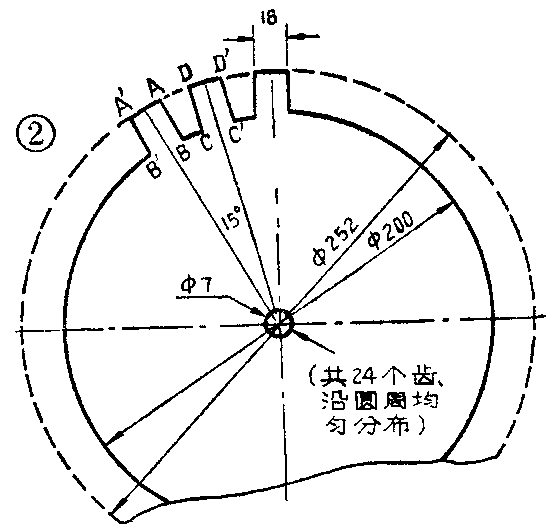
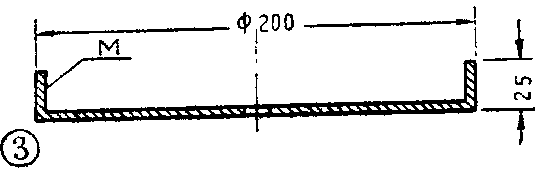
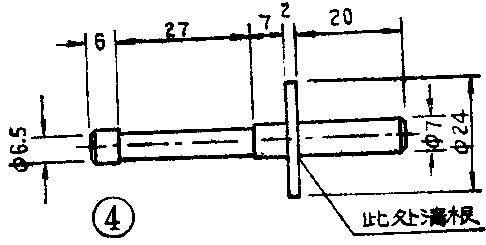
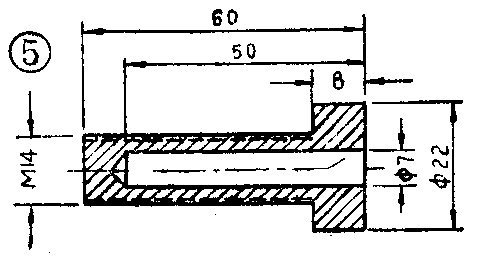
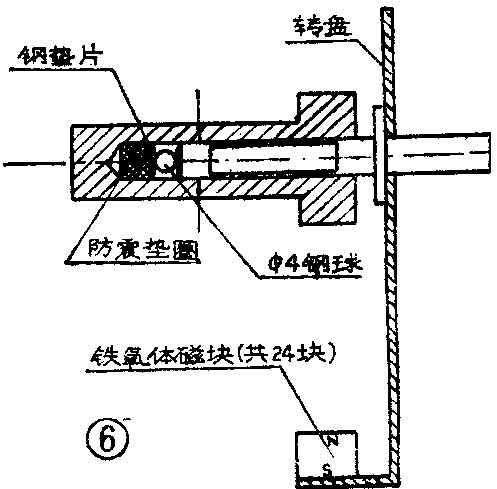
如果用206唱机的转盘改制,最为方便。如果自己制作,具体方法是:取一块直径为252毫米的圆铁板,其厚度为1.2~1.5毫米,加工成图2形状。24个齿要沿圆周均匀分布。具体步骤是:①划好线后,用钢锯沿图2的AB和DC连线锯两道线,然后在BC弧线外侧紧靠BC弧线钻一排孔,用钳子夹住ABCD铁片,以BC弧线为轴反复弯曲,直到扳掉ABCD铁片为止。再用锉刀锉平。这样可依次加工出24个矩形齿;②将24个齿逐个沿着φ200毫米的圆周线向同一个方向弯折90度。可用平口钳钳口对齐φ200毫米圆周线细心弯折,图3为弯好以后的侧剖面图。然后用锉刀将转盘边缘内侧(即图3中M侧)锉平滑;③制作24个铁氧体永磁磁柱,尺寸为φ16.5×9毫米,然后用粘结济分别粘贴在每一个齿的内侧。24个磁柱的尺寸要一致,磁性强弱要相同;④按照图4尺寸加工转轴;⑤加工轴套。可用一只M14×60的螺丝钉按图5尺寸加工。磁柱与转盘之间,转盘与转盘轴之间,均用树脂胶粘结。其组装部件见图6。
业余制作铁心线圈
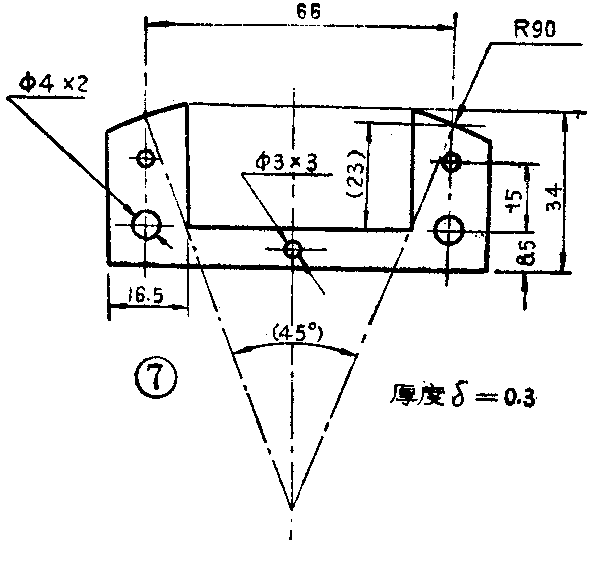
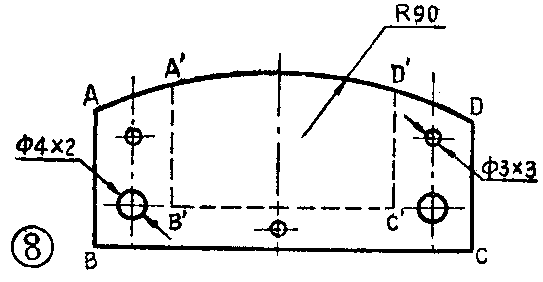
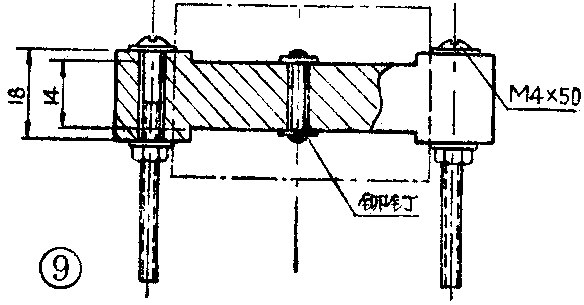
图1中有三个线圈,其中L\(_{3}\)、L4绕在一个铁心上作为驱动铁心;激励线圈L\(_{1}\)与稳速线圈L5绕在另一个铁心上。两个铁心的尺寸完全相等(见图7)。业余条件下可以这样加工: ①取厚度为0.3毫米的硅钢片,用剪刀剪成图8形状,然后按图7尺寸划线、钻孔,共剪好58张硅钢片;②将硅钢片叠起来,在中间φ3毫米孔上用铆钉铆紧。在两侧φ4毫米孔上用螺丝钉夹紧。然后用钢锯从A'点锯到B'点,从D'点锯到C'点。再在B'C'划线外侧钻一排通孔,孔之间距离越近越好。最后用钳子把A'B'C'D' 片一片一片折下来,再用锉刀锉去锐边及毛刺,铁心就做成了。为了节约铜线,便于安装、固定铁心线圈,可在铁心腰部,沿着A'B'和C'D'划线上下面各锯去7片铁心(见图9)。共制作两个这样的铁心;③将图9中虚线框以内的一段铁心刷三次调合漆,然后再刷二次绝缘清漆。等清漆干燥后,在图8所示的B'C',段上绕线; ④在驱动铁心上,L\(_{3}\)绕1100匝,L4绕1100匝均用φ0.25毫米漆包线。在激励铁心上,激励线圈L\(_{1}\)绕2200匝,稳速线圈L5绕800匝,均用φ0.08毫米漆包线。绕完后, 在线圈外面包上牛皮纸就算做完了。
其它部件的制作
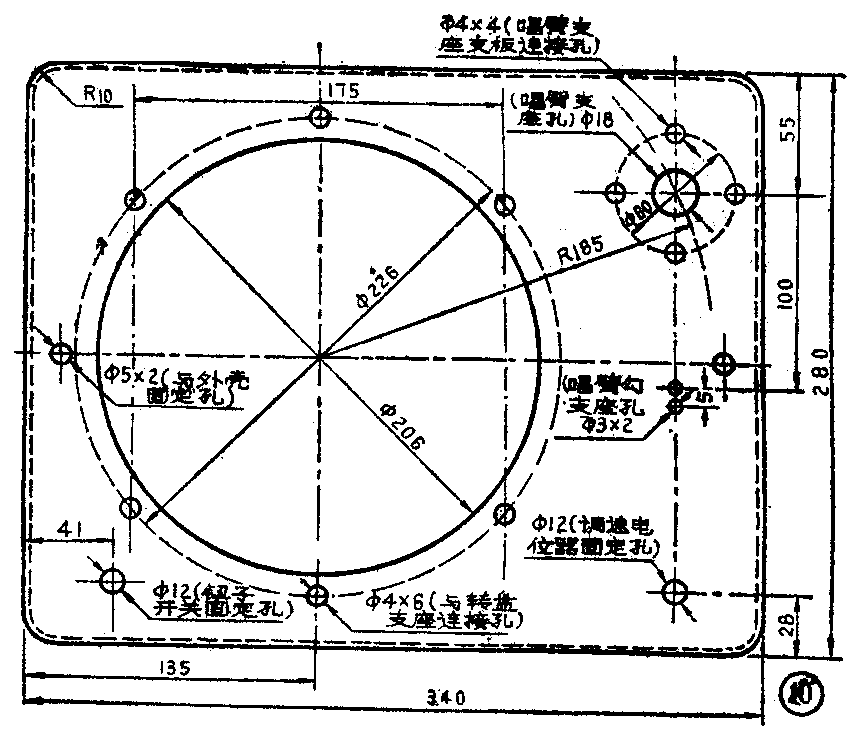
1.按图10尺寸加工面板。取348×288×2毫米一块铁板按图10精确划线,然后加工φ206毫米的大孔。可先沿φ206的圆周线内侧钻一圈小孔,用凿子凿掉中心多余部分,再按要求钻好其它小孔,最后弯边即可。加工面板的四个四角时,可在下面垫一个φ10毫米钢球,然后慢慢敲制成功。弯好边后将面板放在一个平木板上用木锤找平。最后用锉刀修掉毛刺。
3. 本机唱臂的针压应调整在3.5克左右。普通206型唱臂的针压较大,也不容易调整,需改装一下。改装办法是去掉206唱臂的调节弹簧, 而在音臂末端增设一个配重器。配重器的结构见图13(C),它由联接片,配重块、螺丝钉三个主要零件组成,其尺寸见图13(a)和图13(b)。联接片用铁皮制成。把唱臂尾端用锉刀锉出如图13(c)所示的斜面,以便于装进螺丝钉。然后将联接片紧紧包在唱臂末尾, 7×6毫米的四个爪紧紧扣在唱臂底面。装上螺丝钉,拧上配重块,配重器就做成了。
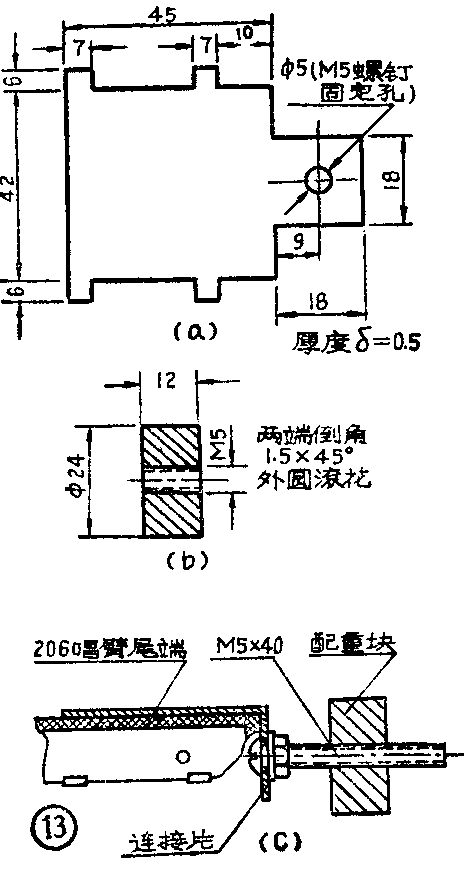
在业余条件下要想保证把针压调到3.5克左右,可这样来调节:取下唱头,旋转配重块,直到唱臂刚刚自行抬起为止。然后将配重块再往外调15~18毫米,此时针压就大约为3.5克。
4.所有电子元件安装在40×60毫米的一块线路板上。线路板固定在转盘下面的支板上。各个元件不要与转盘相碰。具体固定方法读者可自行安排。
5.准备φ4×1.5的橡皮垫圈28个;φ14φ×2的金属垫圈5个;φ14×2的橡皮垫圈4个;M\(_{4}\)×40的螺丝钉10个;M4螺母14个;内径为φ4的油管一段;高度为18毫米的金属套管10个;厚度为2毫米的软橡皮垫圈二个。垫圈外径为φ26,内径为φ12。此垫圈用来固定唱臂支座。
组装顺序
①先在唱机转盘支板上安装好已绕好的驱动铁心和激励铁心。装配时可直接利用铁心组装件上的两个M4螺丝钉。在铁心和支板之间每个螺丝钉处垫两个1.5毫米厚的垫圈(橡胶的),两个铁心共用8个垫圈,②把轴套组装件装在转盘支板上。转盘支板和轴套之间垫上金属垫圈和橡皮垫圈,然后用M14螺母紧固;③放上转盘,通过观察孔观察,用增加或减少轴套与支板之间金属垫圈的方法调整轴套高度,以使磁块正对着驱动铁心和激励铁心的磁极部分。然后再细心调节磁块与铁心极部之间的距离。距离越小越好,以不互相碰为前提。但应注意,激励铁心极部与磁块之间的径向距离,应稍大于驱动铁心极部与磁块之间的径向距离;④取下转盘,将支板与面板用M4×40螺丝钉联接起来。联接时,在每个螺丝钉中间要套一个φ4×18的金属套管及两个φ4×1.5的橡皮垫圈。垫圈应放在金属套管的上、下两端;⑤参照上面办法,安装唱臂支座板。最后再装好调速电位器及开关。
调整注意事项
首先用手顺时针方向起动转盘,然后再打开电源开关。旋转调速电位器,使晶体管BG\(_{1}\)的基极电位由低慢慢升高。如果发现转盘很快停止转动,则说明线圈L1线头接反,倒过来就行了;如果调速电位器调速作用不显著,一般有两个原因:①晶体管BG\(_{3}\)、BG4的β值太低。②BG\(_{3}\)、BG4中有一只晶体管击穿(或短路)或是放大倍数β值过低;如果转盘起动后能自行继续旋转下去,电位器调速又灵敏,就说明线路工作正常了。
组装好的电子唱机,最常见的问题是转速不平稳,抖晃率大,需进一步细心调整。方法如下:取一块交流电压表接在L\(_{1}\)两端。当匀速旋转电唱盘时,如发现电压值有波动,就必须进行速度平稳性调整。可通过改变磁块与激励铁心极部之间的径向间隙来实现。如发现转盘某一处的磁块经过激励铁心极部时交流电压升高,说明这几块磁块的磁性太强了,或者是它们与激励铁心极部的径向间隙太小了。只要将该磁块向外扳一下即可。反之则往里扳一下。这一项工作应很细。
最后调整转速。在图1中的A点串上一个150毫安的电流表,接通电源,调节调速电位器,用手表的秒针计时,将转盘转速调到每分3313转。然后细心调整BG\(_{2}\)发射极电阻,观察电流表,直到使指针波动最小为止。最后再把转速调到近似于每分钟34转就行了。(杨晓平 王荣栓)