目前我国使用进口机芯TN-65VB装配的盒式录音机型号较多。普遍存在的一个问题是使用一段时间之后,放磁带节目时听到一种“吱—吱—”声,特别是话筒录音时,把这种走带声也录了进去,影响录、放质量。现在我们以春雷3PL3收录两用机为例,对各种走带声产生的原因作一分析,并介绍排除方法。
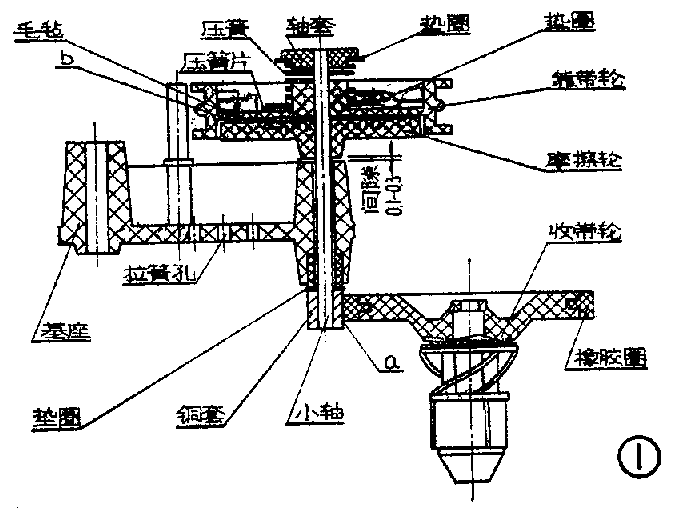
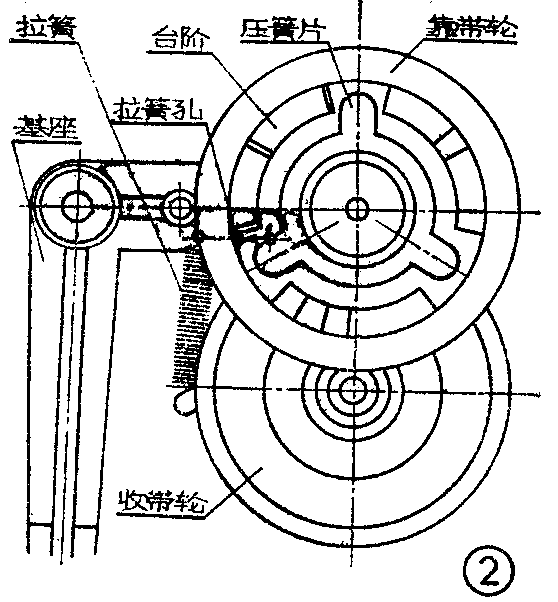
收带原理 大家知道,收带轮的任务是将供带机构放出的磁带收回到带盒内。如果收带轮的收带速度比主导轴放出的磁带速度慢,磁带就会堆积起来,容易造成轧带、逃带等故障。因此收带轮的收带速度应该比主导轴放出磁带的速度快,这就产生了收带力矩。收带轮的转动主要是由小轴与收带轮橡皮圈摩擦而带动的。从图1中可以看到a处有一个摩擦力F\(_{aM}\),它的大小决定于拉簧拉力及小轴与收带轮橡皮圈摩擦系数。小轴的转动是由靠带轮底面的一层毛毡与摩擦轮上面b接触而产生的摩擦力带动的,这个力用FbM表示。它是由压簧弹力及靠带轮的毛毡面积与摩擦轮接触的摩擦系数决定的。摩擦轮与小轴是过渡配合。当收带轮不转动时,小轴也应停止转动,而马达皮带传动给靠带轮的力应使摩擦轮与靠带轮之间摩擦打滑。为保证以上动作的完成,TN-65VB型机芯设计了一套图1那样的离合机构。即当收带轮停止转动时,小轴也停止转动,此时F\(_{aM}\)大于Fbm,b处的靠带轮与摩擦轮之间就打滑,发出正常的“擦——”声。如果收带轮停止转动,而小轴还在继续转动,则F\(_{aM}\)已经小于或等于FbM了。 a处的小轴铜套与收带轮橡皮圈之间打滑,就会产生“吱——”走带声。通常正常机器收带力矩应在40~70克·厘米。摩擦力F\(_{aM}\)可以通过调整基座上的拉簧位置增大或减小。从图2见基座上有三个拉簧孔可调节;而调整压簧片所在的台阶可控制FbM的大小。
故障现象、原因及排除方法 走带声的故障现象是:放入磁带后,按下放音按键,把音量关至最小,在盒门处可听到周期性的“吱——”声,好象独轮小车发出的刺耳叫声。特别磁带放到一半时,这种叫声更明显。
使用过程中F\(_{aM}\)逐渐变小,而FbM则越来越大。正常时F\(_{aM}\)>FbM,此时用手指捏住收带轮不转时,小轴也停止转动。在这种状态下走带声不容易产生。只有当F\(_{aM}\)≤FbM时,用手捏住收带轮,小轴仍在缓缓转动。特别收带轮橡皮圈不同心时,更容易在某一点上与小轴之间摩擦打滑产生“吱——”声。为避免发生F\(_{aM}\)≤FbM,可以将基座上的拉簧位置移向小轴方向,增加了拉簧拉力就增加了F\(_{aM}\)。如发现收带轮橡皮圈不同心,可更换新的。一时手中无橡皮圈时,可与供带轮对换使用。使用中由于 FbM大大增加,收带轮橡皮圈会严重摩损,小轴的铜套也常常磨成图3形状。此时只有更换新的橡皮圈和小轴了。一般靠带轮与摩擦轮之间摩擦力增大有以下几种情况:
1.摩擦轮是塑料制品,小轴是金属的,它们之间是过渡配合。小轴与摩擦轮之间有的松有的紧。如果是松的话,摩擦轮经过长期运转,会使摩擦轮与基座之间的距离增大(正常时摩擦轮与基座之间的距离应为0.1~0.3mm见图1)。这样压簧被压缩,使得靠带轮与摩擦轮之间的摩擦力F\(_{bM}\)增加,造成FbM>F\(_{aM}\)而产生走带声。严重时收带轮的橡皮圈会被小轴一层层碾下来。橡皮圈厚度常被磨掉二分之一。橡皮圈被严重磨损后,快进轮靠不着收带轮,因此会造成快进不转动。
2.靠带轮上有三个台阶,压簧片位于不同的台阶时,可调节收带力矩。压簧片每调节一个台阶,力矩可增加10~15克·厘米。压簧片调得位置不适当时,力矩可能增大,使得b处摩擦力F\(_{bM}\)增大(见图2)。
3.铜套与小轴装配不合适也会造成F\(_{bM}\)增大。正常时铜套与小轴下端一样平。当铜套太靠上时,相当于压簧被压紧,因此造成FbM增加。
4.靠带轮底面的毛毡太厚或太粗糙,会影响毛毡与摩擦轮之间的摩擦系数,也会造成F\(_{bM}\)的增大。这一点容易被忽视。
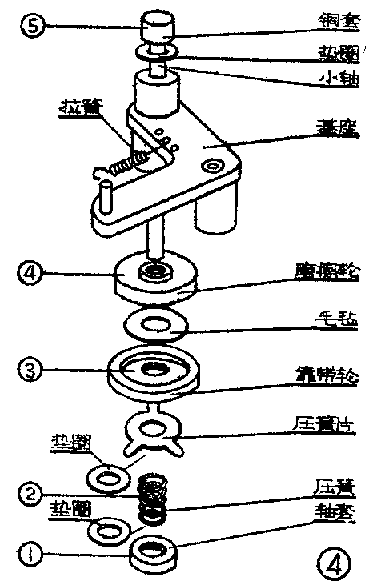
修理步骤 打开整机后盖,拆下录放线路板,再拆机芯螺钉,取出机芯,拆下机芯护板。修理时先将图1所示的收带轮卸下来刷刷,如橡皮圈已经磨光发亮了可用金相砂皮打毛。严重磨损的应于以更换。然后按图4所标的步骤将离合器机构拆开,具体方法是:①拆下轴套和垫圈。拆时小心用手挡住,如用力过猛,压簧容易弹飞。②取出压簧。③取下靠带轮。④用双手小心地将摩擦轮拔出,因摩擦轮与小轴是过渡配合,比较紧,因此不能用力过猛,否则会损坏机芯。⑤从基座里取出小轴,把上面的污物擦净,涂以3号白色润滑脂。若小轴铜套有摩损起毛现象,用金相砂皮打光再安装上去。如图3严重摩损的应更换新的:装配时可按相反的步骤进行。①将小轴重新按原样装回。②在基座的另一面装入摩擦轮并调整摩擦轮与某座之间的距离为0.1~0.3mm。然后在摩擦轮的轴孔处加少许快干漆(或胶水),使之与小轴接触牢固。③装靠带轮时把压簧片垫圈放到最低一个台阶。④重新放回压簧及垫圈。⑤最后装回轴套。使轴套与小轴端面一样平。装好之后将马达开动用力矩带测试力矩应在40~50克。厘米最好。如无力矩带可用手捏住收带轮使它不转动。此时小轴也不应转动。如果手指轻轻一碰收带轮就停止转动,手指感到收带轮无力,则说明力矩太小;可改变压簧片所在的台阶位置,直到力矩正常为止。有的机器将压簧片已调到最低台阶FbM仍旧大于70克·厘米。如不将b处摩擦力减小仍会出现走带声。这是毛毡与摩擦轮之间摩擦系数过大造成的。此时可将毛毡减薄或减小毛毡面积,也可把摩擦轮凹凸面拉平一些。另一种办法是将压簧剪掉一圈,减小压簧的弹力。把被减掉那端用钳子弯一下,使它恢复原状。也可自制弹力小的压簧试试。
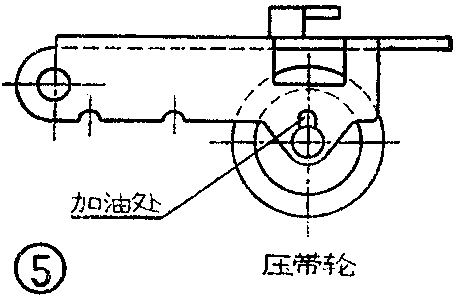
有的机器不放磁带时也有“吱——”连续声响。这是压带轮(图5)的摩擦声。在压带轮的轴处滴一点仪表油即可消失。
快进、快退时所听到的连续“吱——”声,主要是小轴内缺润滑剂。在小轴内加润滑剂就可解决。有的用户一听到机器产生了“吱——”声,没有弄清原因就乱加油类,甚至把油加到皮带轮、收带轮等地方,造成皮带、收带轮打滑以至变形。(钟兴裕 殷和明)