这里介绍一种交流电焊机自动开关,它可以使电焊机在空载时自动掉闸,而当需要焊接时,只要将焊条与工件一碰,即可自动合上闸。电路见附图,工作过程如下:合上开关K,接通电源,CJ\(_{1}\)吸合,常开触点CJ1-1闭合,常闭触点CJ\(_{1-2}\)打开,380V交流电压直接加在电焊机初级,次级AB两端输出80V交流电压。如果此时进行焊接,AB两端电压马上降为20V左右,远低于DW1、DW\(_{2}\)、DW3的击穿电压,故DW\(_{1}\)两端无电压输出,J1保持释放状态。当焊接停止时,AB两端电压马上升为80V,经D\(_{1}\)整流、C1滤波和R限流后,将DW\(_{1}\)、DW2、DW\(_{3}\)击穿,在DW1两端得到20V直流电压,经W给C\(_{2}\)充电,当C2两端电压达到BG\(_{1}\)的导通电压时,C2马上通过BG\(_{1}\)向继电器J1放电,J\(_{1}\)吸合,常闭触点J1-1打开,CJ\(_{1}\)释放。380V交流电源改为通过电容C3与电焊机接通,使电焊机空载电流由5A左右下降到300mA以下。这时电焊机次级电压降为30V左右,由于这时CJ\(_{1}\)-2已将DW2、DW\(_{3}\)旁路,所以30V交流电压经整流、滤波、限流后仍可将DW1击穿,使其两端仍保持直流20V,J\(_{1}\)保持吸合状态。当需要焊接时,将焊条头与工件一碰,AB两端短路,J1释放,CJ\(_{1}\)吸合,使电焊机恢复工作状态。
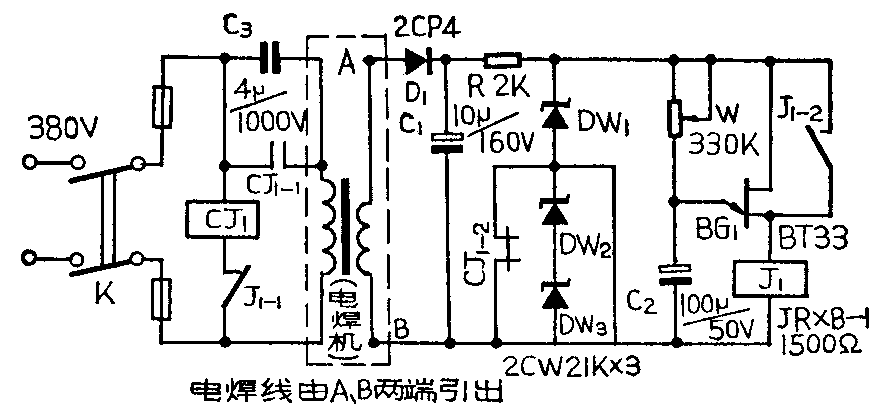
继电器J\(_{1}\)用JRXB-1型小型直流继电器,直流电阻1000Ω或1500Ω均可,这种继电器有四组触点,需将其外边两组触点掰开。CJ1用普通40A交流接触器,如果用20A的则需将三组触点并联使用。单结管用BT33或BT35型均可。调整W可以改变继电器J\(_{1}\)的延迟吸合时间,一般定为15~30秒。
电焊机工作时,次级电压与焊接电弧长度有关,一般情况下为20V左右,电弧拉长时可达50V左右,为了使电焊机不致在拉弧时断电,这里用了三只2CW21K稳压管串联使用,总的击穿电压大于60V,从而使电焊机只能在空载时(次级电压高于60V)才能自动掉闸。
本电路可直接用于380V交流电焊机,如果用于220V交流电焊机,只要将C\(_{3}\)改用8μ的电容器即可。(小阎)