这台自制的小型盒式晶体管磁带录音机,除磁带、电阻、电容、晶体管、喇叭等元件是市场售品外,其余零、部件,包括录放磁头、电机、转动机构、控制机构、外壳等,都是自制或改制的。录音机的尺寸为130×225×60毫米,机内采用6节2号电池(9伏电源)。整机耗电2瓦,输入电平不大于0.5毫伏,输出功率大于250毫瓦,失真度不大于5%,频率响应为200赫~5000赫±3分贝。为了充分利用磁带,采用双轨形式,带速为4.75厘米/秒,如在教学上只作语言录放用,还可以降低带速以延长使用时间。
电路简介
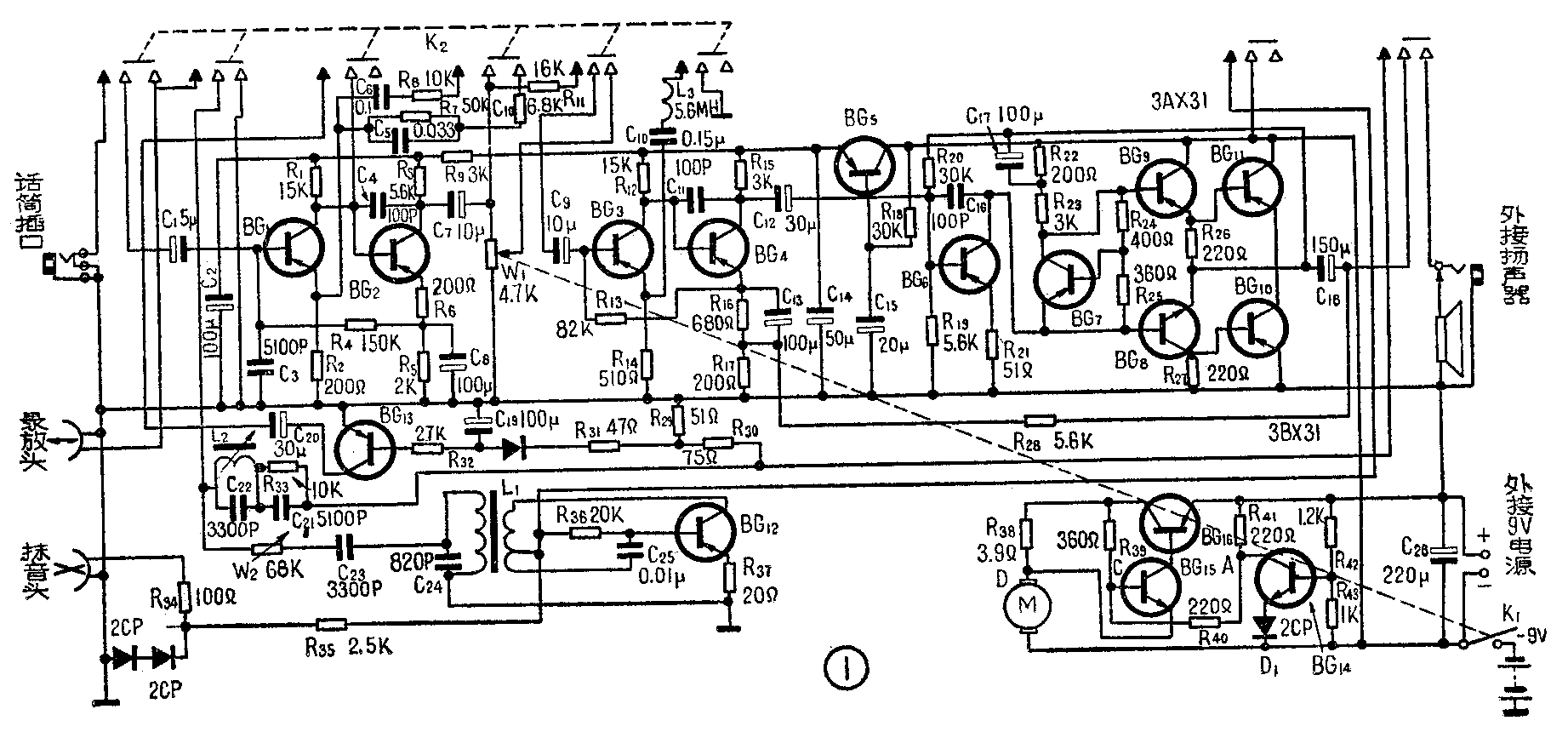
放大器:放大器为录放音公用,通过波段开关K\(_{2}\) 转换。BG1、BG\(_{2}\)和BG3、BG\(_{4}\)均采用直接耦合电路,末级功放用两只3AX81B组成OTL输出电路,激励级用3BX31B与3AX31B做为互补倒相。R28为负反馈电阻,可以减小失真,R\(_{28}\)越小,负反馈越深。由于放大器增益设计得很高,为了防止自激,前级采用晶体管有源滤波退耦电路(BG5)。为稳定功放级的静态工作点,用BG\(_{7}\)进行温度补偿。
超音频振荡器:超音频振荡器由BG\(_{12}\)组成电感三点振荡,可获得45千赫左右的振荡频率。变压器用E形铁心,截面积为2.5×2.5毫米\(^{2}\),初级用φ0.1毫米高强度漆包线绕90匝,在30匝处抽头。次级用φ0.05毫米高强度漆包线绕500匝,输出电压为30伏左右,工作电流为2毫安。改变C24,可以改变振荡器频率。当C\(_{24}\)变动时,影响偏磁电压,可调节W2以达到所需偏磁电压。
阻波器:为了防止超音频信号被功放级短路,采用阻波器电路。电感元件L\(_{2}\)用半导体收音机用10×10中周改制。拆去中周上的线圈,用φ0.05毫米高强度漆包线在磁芯上绕600匝即可。调整时,在线圈2端并接一只高阻电压表,调整磁帽,使电压表读数最大就行了,一般为5~8伏。若电压上不去,则是因为谐振频率差异太大,可调节L2上的并联电容C\(_{22}\)。
电子稳速器:为了在电池电压低落或卷带时负载发生变化时,保证仍能得到稳定的带速、在电机供电回路中设计了一个电子稳速电路(见图1)。由BG\(_{14}\)、R41、R\(_{42}\)、R43及二极管D\(_{1}\)组成并联稳压电路,调整R42、R\(_{43}\)的比值可改变A点的输出电压。R33、R\(_{39}\)、R40与电机组成一个电桥电路,在电路接通瞬间,电机尚未转动,阻抗很低,CD两点电位差很大,此时电流经R\(_{4}\)0注入BG15基极,在BG\(_{15}\)集电极回路就有一个放大了的电流。这个电流经过BG16的be结,所以BG\(_{16}\)的集电极电流也增大,电动机就迅速转动起来。随着电机转速的增加,电机的感应电动势升高,阻抗增大,CD两点电位差减小,此时经过BG15的电流减小,BG\(_{16}\)输出电流也随之减小,最后将平衡在一个稳定的数值上。
当电机转速因负载加重而降低时,其阻抗也降低,C、D两点电位差增大,经过BG\(_{15}\)的电流增大,BG16输出电流随之增大,迫使电机迅速跟上原转速;当电机转速因负载减轻而升高时,其阻抗也就增大,C、D两点电位差下降,经过BG\(_{15}\)的电流减小,BG16输出电流随之减小,于是电机迅速降至原转速。这样,电路就具有始终使电机保持原转速的性能。调整R\(_{42}\)与R43的比值,即可调整转速。
必须指出,这种电路对于克服慢慢变化的负载(如卷带直径的增加)行之有效,但对于突然变化的负载,例如由于皮带接头不良而造成负载的周期性变化,因其机械传动的惯性,可能加重波动性。为此可用降低电路的补偿特性的办法来解决。具体办法是减小R\(_{38}\)或加大R39的阻值,这样一来虽然电机维持原转速的性能差了一点,但稳定性提高了。
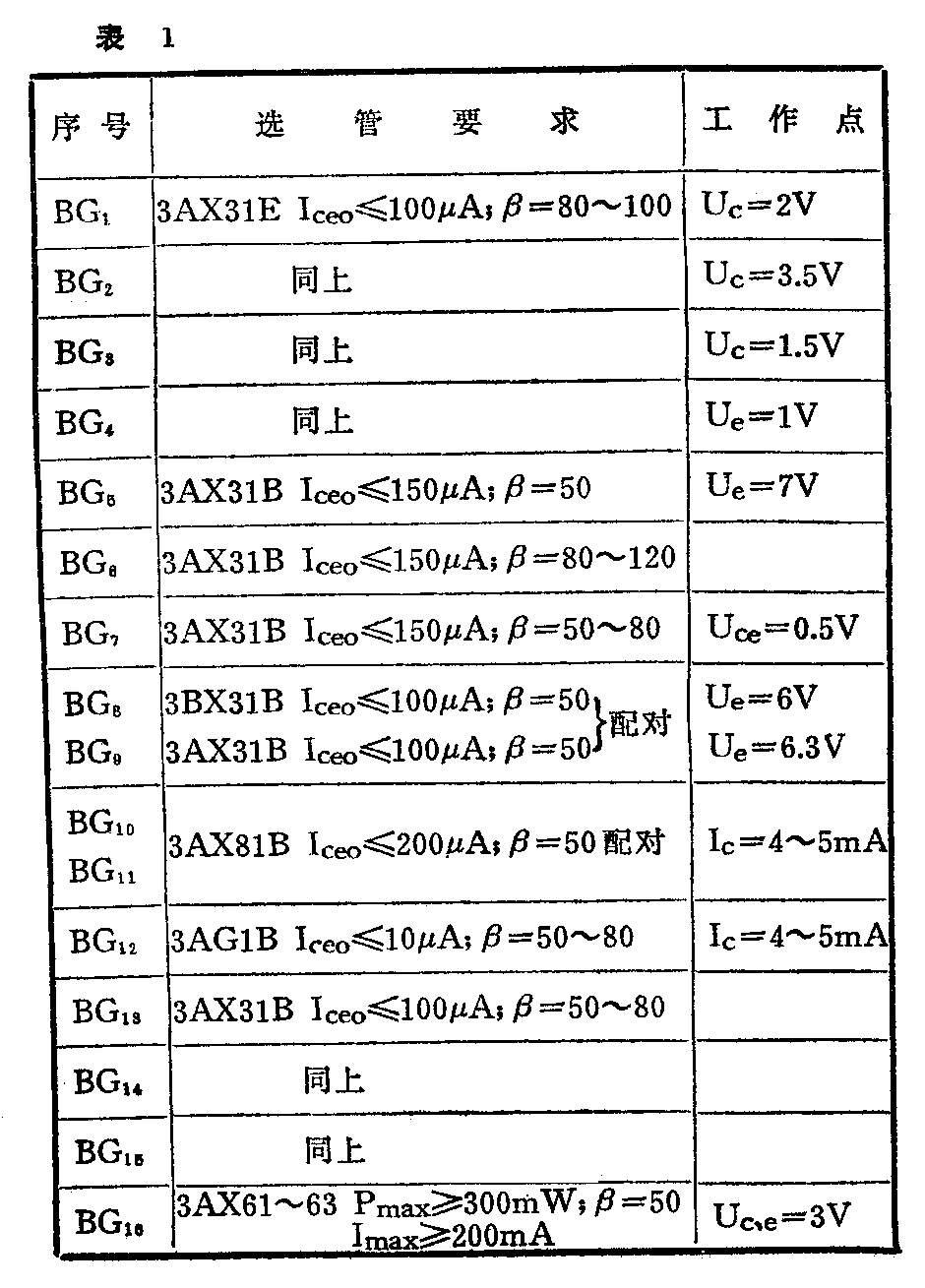
电路部分各个管子的型号及工作点选择见表1。
电视的改制
电机用上海玩具磁钢厂生产的202—1型玩具电机改制。具体方法如下:
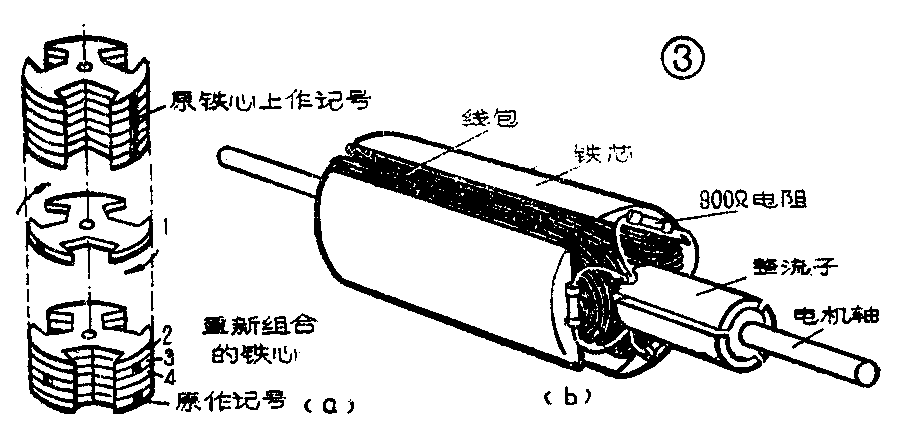
1.转子由于原转子平衡较差,转动时噪音严重,因而需改制。拆去原转子上的漆包线和整流子的绝缘垫片,将转子铁心重新排列(如图3a)。例如,第一片铁心顺时针转120°,第二片顺时针转240°,第三片不动,第四片又顺时外转120°……,以下依次类推。组装完后,用锉刀将线槽毛刺去掉,浸漆烘干,处理二至三次,使铁心表面涂上一层厚0.1毫米左右的坚硬漆皮。用φ0.15毫米高强度漆包线在每槽内各绕400匝,按连接。也可以采用Y形连接,用φ0.20毫米漆包线在每槽内绕220匝即可。
整流子轴套的改制方法是:将涂复上环氧树脂的纸卷成圆筒,烘干,按原方位粘上整流子铜片,然后经车床加工车圆而成。最后将轴套套在转子轴上,并且如图3b所示并接上三只900欧电阻、连接好引线就行了。
2.机壳与轴承的改制原电机的轴承与机壳采用刚性连接,转子在磁场中由于不均衡受力所产生的振动,很容易通过轴承传递到机壳,形成共鸣噪声。为了消除这种噪声,除在机壳与底板联接处垫橡胶皮防震外,还需将原有的轴承改制成自定向消声轴承。改制方法是:先将耐油橡胶车成“∏”形圆环(具体办法后述)。将原电机轴承拆下来,紧套在φ2毫米左右的轴上,如果轴孔大小不合适,可先在φ2毫米轴上适当涂一、二层环氧树脂,使其干后能与轴承紧配合。然后将轴承车削成球形自定向轴承(直径为4毫米,形状见图4),找四个M3螺钉用的平垫圈,将它们一个一个地放在橡皮垫上(可用绘图橡皮),用φ4毫米钢球冲成碗形,把球形轴承按图4所示放入两个对合的碗形垫圈中压紧,此时两碗形垫圈外圆应有0.5毫米左右的间隙(见图4下图),如果间隙太小,甚至两碗形垫圈合拢后轴承还在里面摇动,说明冲碗时用力过大,碗冲的太大了。如果间隙太大,说明冲碗时用力太小。这两种情况都不合格,必须重做。最后套上∏形圆环就做成了。
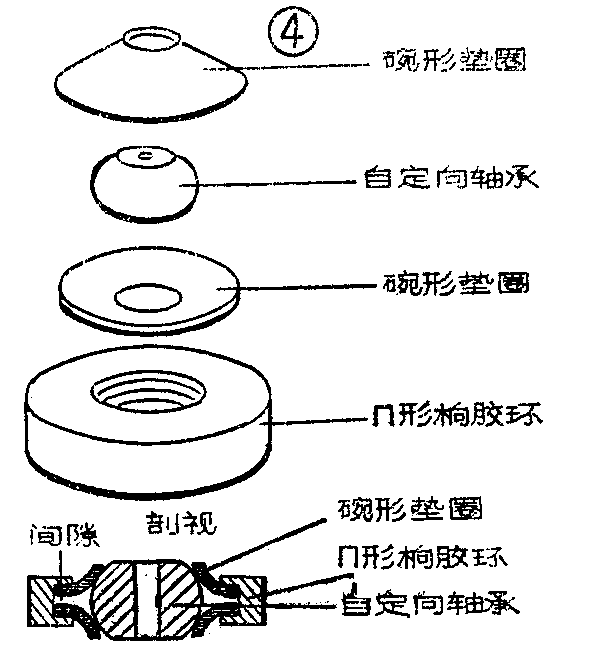
做好的轴承(包括∏形圆环)外径应有8.5毫米左右,比原轴承外径大(原外径5毫米左右),故需在原电机的前端盖上适当地扩孔,后端盖则可直接在机壳上冲出轴承鞍位。如果中心位置难于保证,也可在后端盖处先将轴承压入根据电机外壳尺寸加工过的胶木板上,再将该板粘固在电机机壳上,最后在前后端盖上分别压入轴承就行了。如果孔加工得太大了,压入时太松,可用硝基漆粘固。
3.电刷将原电刷剪成2毫米长,焊接φ0.1毫米10根一束的弹性铜丝(可用弹子锁簧拉直代用),用以增大接触面积,减小电阻,提高起动转矩,防止死点及火花干扰。
控制和传动机构
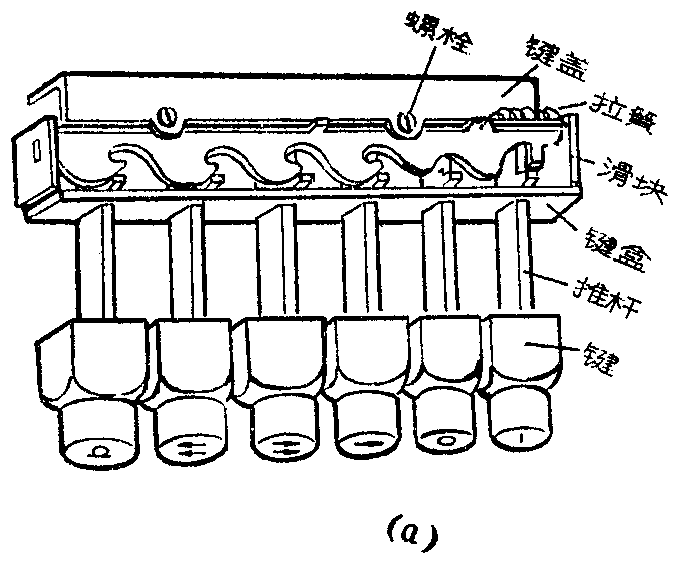
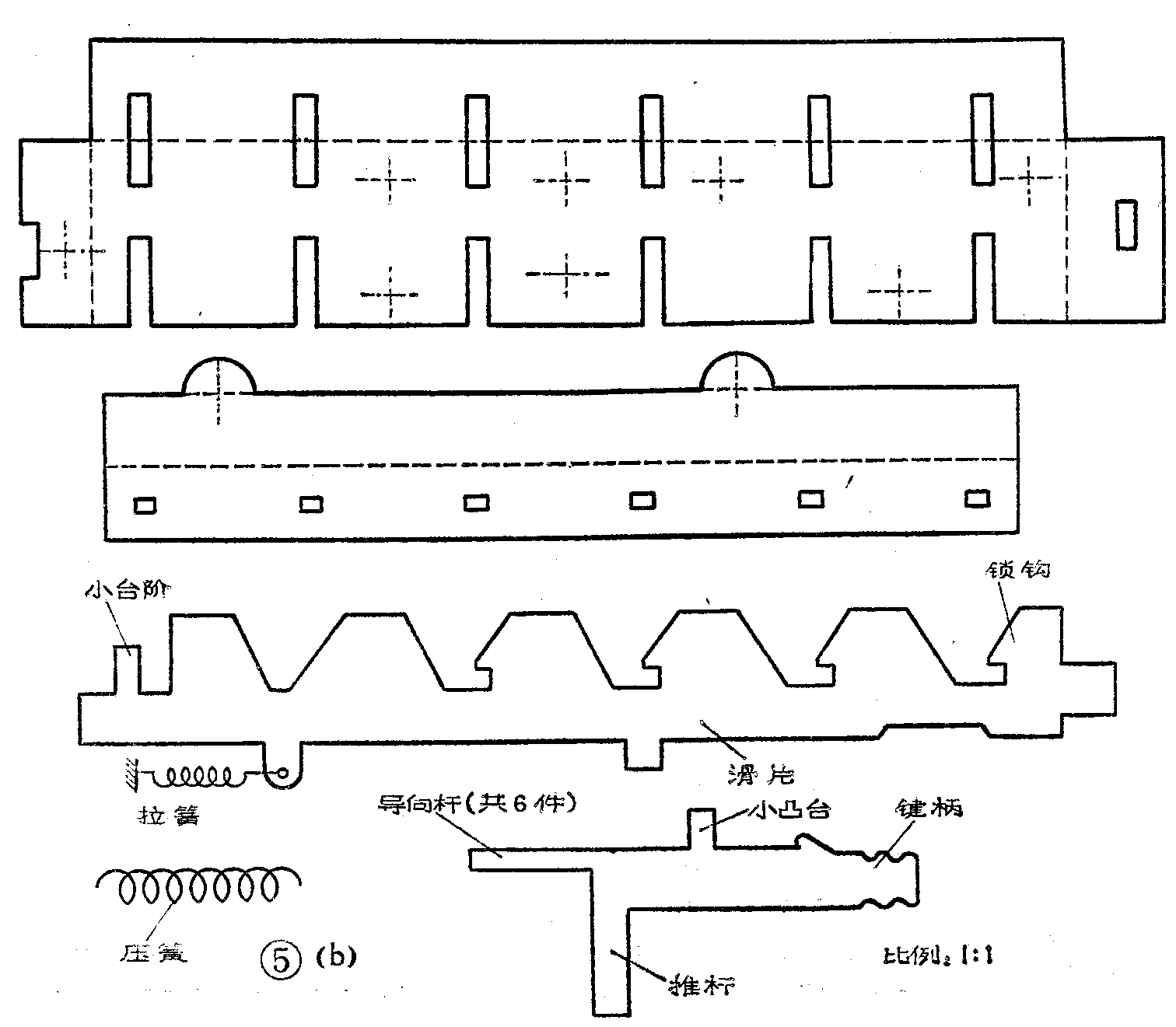
1.按键图5a是按键的结构图。它有六只按键,即取磁带、复位、走带、快卷、快倒、录放,其符号分别见图5a由右至左各键所标。除取磁带和复位键外,其余四只键都能自锁。即当这四个键分别按下后,其上的小凸台就被滑片上的锁钩锁住,只有再按下另外的键,才能使该键复位。当按下复位键后,所有的键都复位,由于复位键没有自锁机构,所以松手后随即复位。只有在这时才能按下取磁带键,取出磁带。当有任意一键按下时,由于滑片的移动,滑片上的小台阶正好挡住取磁带键上的凸台,使它不能按下,磁带盒也就取不出来。按键开关的零件形状及尺寸见图5b。
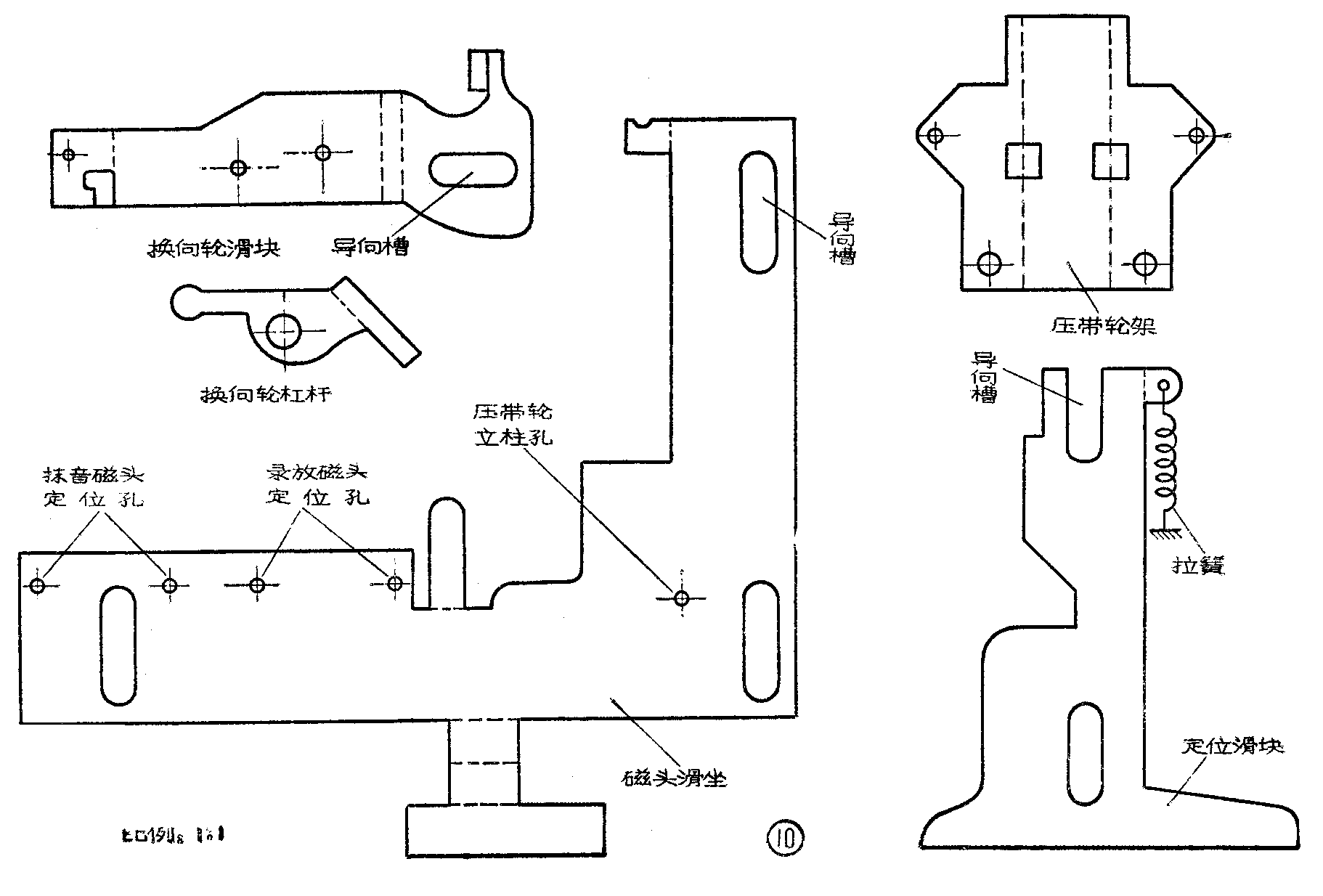
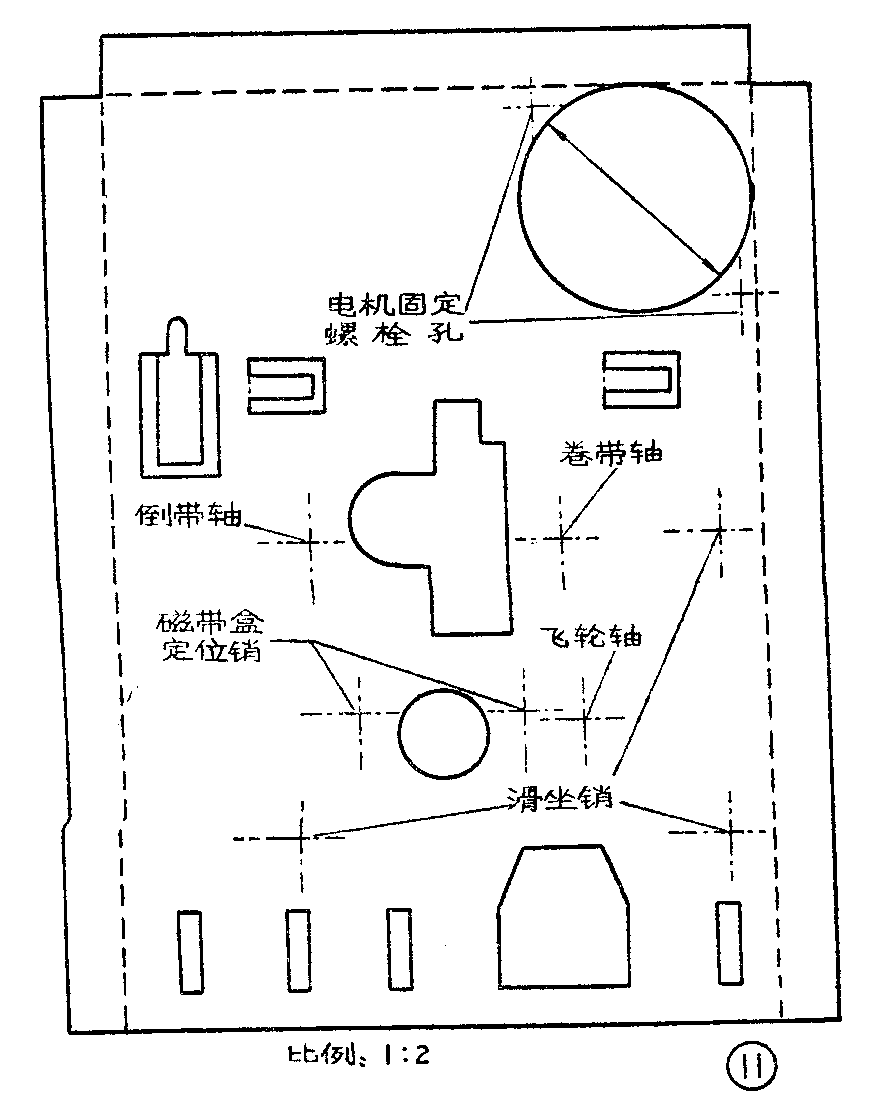
2.传动与控制机构盒式录音机的传动与控制机构较复杂,为了表示清楚,在封四(即封底)上画出了它的立体图。为了使读者看清底板上面零件和下面零件之间的关系,画图时将底板抽掉了,而各机件之间的相对位置保持不变。录放按键实际上是通过一个推杆和固定在印刷板上的波段开关K\(_{2}\)相连,为了简化起见,图上没有画出来。
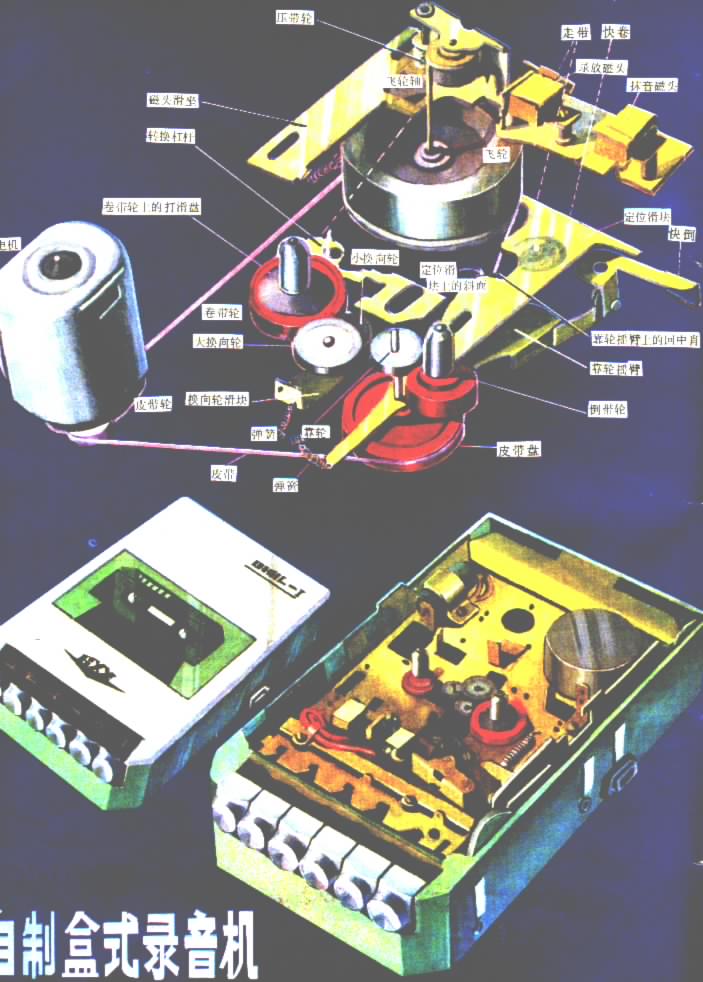
下面我们参考封四立体图,简单讲讲传动过程。电机上的皮带轮,通过皮带同时带动飞轮及与靠轮同轴的皮带盘。接通电源后,电机运转,飞轮及靠轮就跟着转动起来。
①走带键:本键起放音作用。当按下走带键时,走带键上的推杆同时推动磁头滑坐及定位滑块向前(图中是向上)运动。在磁头滑坐上装有抹音磁头、录放共用磁头及压带轮,当磁头滑坐向前运动时,一方面使抹音磁头和录放磁头伸入磁带盒内,让磁头的工作面紧贴磁带,压带轮同时将磁带推向转动着的飞轮轴,在飞轮轴与压带轮的共同作用下将磁带恒速向卷带方向送出。另一方面,滑坐在运动过程中推动转换杠杆,转换杠杆又推动换向滑轮块,在换向滑轮块上装的大、小换向轮也一起滑动,结果大换向轮靠上了卷带轮上的打滑盘,而小换向轮则离开了卷带轮。定位滑块上面有一个斜面,在原始位置时,其斜面正好挡住靠轮摇臂上的回中销,使靠轮定在中间位置空转。由于按下走带键后定位滑块前移(前面已谈到),其斜面不再挡住靠轮摇臂上的回中销了,于是在弹簧力的作用下,摇臂将靠轮推向卷带轮方向,此时转动着的靠轮轴正好靠上滑过来的大换向轮。这样,靠轮轴就带动大换向轮,大换向轮带动打滑盘,打滑盘在弹簧片及毛毡打滑机构的作用下,带动卷带轮以恒力矩迅速收卷压带轮与飞轮轴间送出的磁带,此时为放音状态,音量大小由W\(_{1}\)控制。如果同时按下录放键,录放键就推动波段开关(波段开关固定在印刷板上),将电路切换到录音位置,就可以进行录音。录音时W1不起作用,靠自动增益控制电路来控制电平大小。顺便指出,为了及时收卷磁带,防止因卷带不及时而外溢损坏,卷带在最小直径时的收卷速度,必须大于送带速度。随着卷带直径的增加,收卷速度还会加快。有的同志会问:在送带速度恒定的情况下,收卷速度加快后会不会把磁带给拉断?不会。因为卷紧到一定程度后,收带轮打滑机构会自动打滑,使带速保持恒定。
②复位键:当按下复位键后,磁头滑坐与定位滑块同时退回原位。磁头滑坐退回后,换向轮滑块在弹簧力的作用下回到原位,使小换向轮靠上卷带轮。定向滑块退回原位时,其上面的斜面推动靠轮摇臂上的定位销,摇臂转动,又使靠轮回到中间位置空转。
③快卷键,按下快卷键后,快卷键上的推杆推动定位滑块向前运动。滑块上的斜面不能挡住靠轮摇臂上的定位销,于是摇臂在弹簧力矩的作用下使靠轮压向小换向轮。这样,转动着的靠轮就带动小换向轮,小换向轮带动卷带轮就快卷起来了。
④快倒键:按下快倒键时,快倒键上的推杆推动倒带杠杆,倒带杠杆带动靠轮摇臂,使靠轮靠上倒带轮,转动着的靠轮就带动倒带轮快速倒卷起来了。
零件制作
1、倒带轮、卷带轮、皮带轮以及靠轮皮带盘是用尼龙、塑料或有机玻璃加工制成的。倒带轮和卷带轮(见图6)中的粘合件,必须用统一的材料,以保证粘接牢固。粘合有机玻璃时可以用万能胶水。若自制粘合剂,可用三氯钾烷溶解有机玻璃碎末制成。粘合尼龙件时,可用市售尼龙粘合剂。
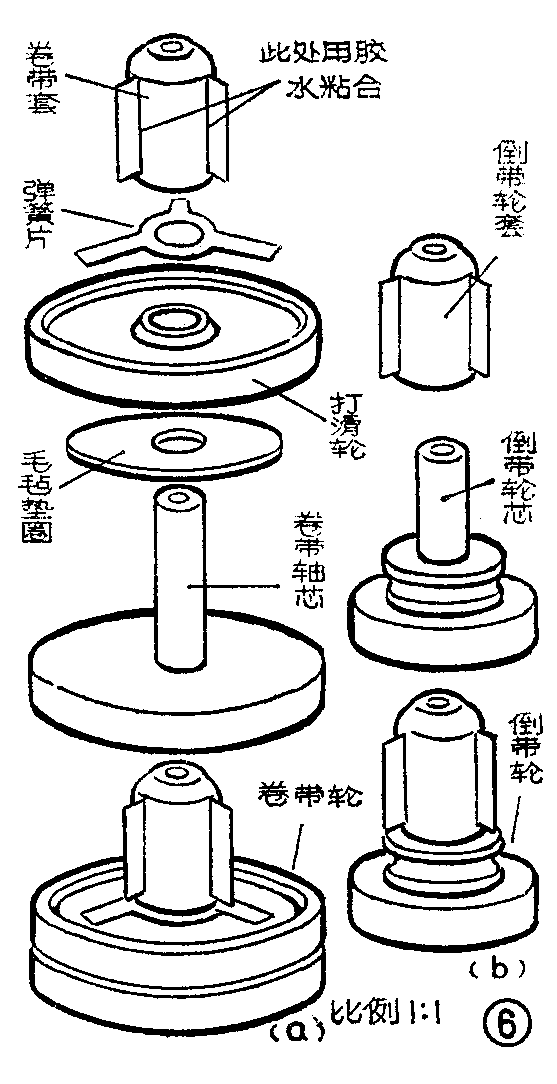
制作卷带轮与倒带轮时,需用棒料或较厚的板料,业余爱好者如果找不到这些材料也可以自制。其原料是容易找到的有机玻璃、塑料废牙刷柄或废尼龙袜子等。找一个废电解电容器外壳或内径为一英寸半左右的一段水管作为容器,用木头削制一个塞盖(如用水管作容器应准备两个塞盖)。将原料加入容器内,在炉火上加热,待熔化后继续加料,直到熔化后的体积能满足毛坯尺寸,并有一定富裕量为止(注意控制与热源的距离,防止烧焦)。从炉上取下容器,将塞盖迅速压入,并加压使其气泡压缩或压出,保持压力,待冷却后取出即成。
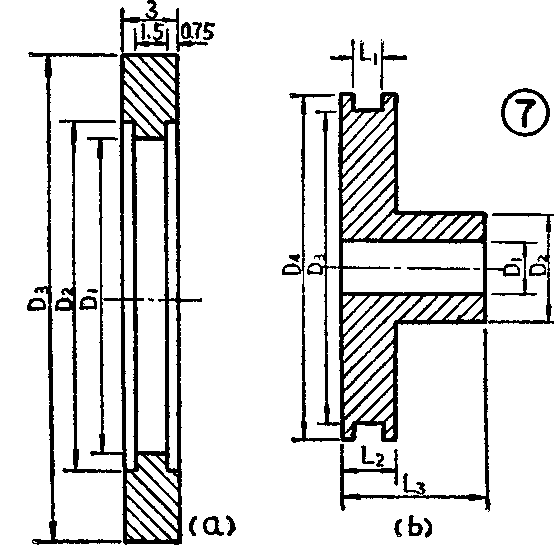
靠轮及大、小换向轮也是先用上述材料车成芯坯,然后在芯坯外圆上套上已粗加工过的凸形耐油橡胶环,并用环氧树脂或万能胶粘合,干固后再经车床精加工车成(见图7)。图7a为大、小换向轮的外套及靠轮外套的加工图,具体尺寸见表2;图7b为大、小换向轮及靠轮轮芯的加工图,具体尺寸见表3。
表2
D\(_{1}\) D2 D\(_{3}\)
靠轮外套 9mm 11mm 12.5mm
大换向轮外套 11mm 13mm 16mm
小换向轮外套 6.5mm 8mm 10mm
表3
D\(_{1}\) D2 D\(_{3}\) D4 L\(_{1}\) L2 L\(_{3}\)
靠轮芯 2mm 4 9 11 1.5 2.5 6.5
大换向轮芯 2mm 3.5 11 13 1.5 2.5 6
小换向轮芯 2mm 3.5 6.5 8 1.5 2.5 4
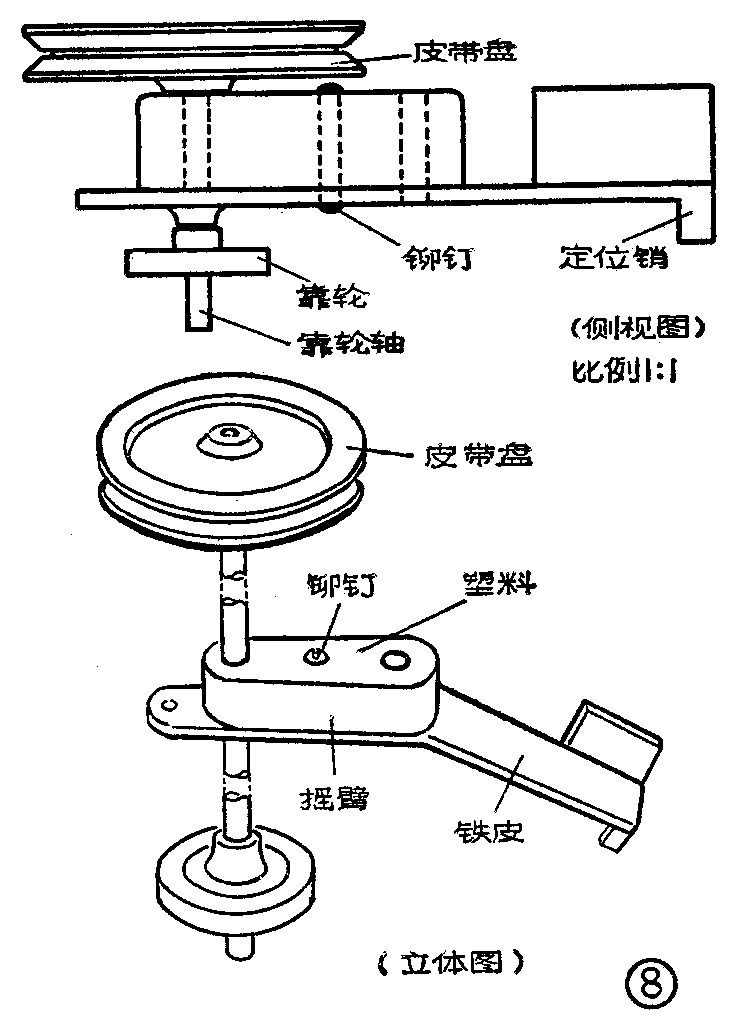
皮带盘与靠轮紧固在靠轮轴上,它们能同时在摇臂轴孔中转动,这一部分的详细结构及传动关系见图8。
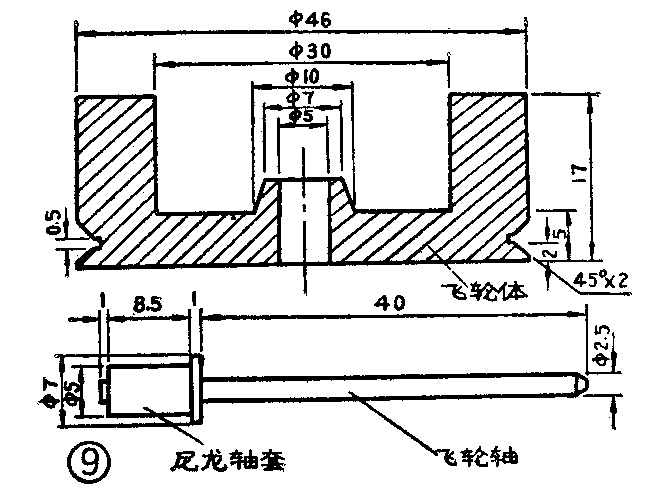
2、飞轮的制作方法:原料可以采用废牙膏皮和电池锌皮,按l:1的比例配料。然后将配料放入1毫米厚铁皮做的小盒内用炉火加热,熔化后先铸成毛坯,然后经车床加工制成(见图9)。一切轴类零件均用φ2毫米自行车钢丝(14#车条)改制。图9中,φ5与φ46应保证同心,所有接触面均应有较高的光洁度。
4、Π形圆环的加工方法:利用自制小车床进行加工。
①买一块耐油橡胶(如适当大小的油封),用小刀切成比工件稍大一点的毛坯,并钻好φ4毫米的中心孔。
②找一根M4的全丝长螺杆,将它拧在电机端面的螺孔中,拧紧以后,外面应留有10毫米余量(其拧进深度也不得小于10毫米)。
③将钻过孔的毛坯套在螺杆上,用螺栓稍稍拧紧。
④接通电源,电机带动工件一起转动,此时用手逐渐推动大拖板进行切削,每走完一刀后拉回原位,顺时针方向拧动一下进给螺杆,顶动小拖板进一下刀,然后重复一遍切削动作,直到外圆尺寸车到合格时为止。
⑤先将大拖板推到适当位置,用锁钉将大拖板锁住,使其不能滑动。然后顺时针方向逐渐拧动进给螺杆。推动小拖板车其一端面,当刀刃将要接触螺帽时,停止进给,迅速退回小拖板(余下部分可用修面刀片切去)。
⑥拆下毛坯,并从电机轴上拧出螺杆,换上一根短螺杆,使其拧紧后能留出5毫米左右的余量。
⑦视其工件大小,找一厚度大于10毫米的硬塑料或有机玻璃(如有困难,也可将几块薄板用3~4根螺钉组合起来用),在其中心钻孔,攻上M4的丝后拧紧在电机轴端上。
⑧开动土车床,在硬板上挖出比毛坯外径稍小一点的鞍位孔,压入毛坯(注意未加工端面应留在外面),车其端面,最后换上“┓”形车刀加工好内圆及“Π”形槽。
5、皮带:可用市售松紧带,先经过浸腊,然后抽出里面的橡皮筋代用。接头处应该用热补胶粘合。
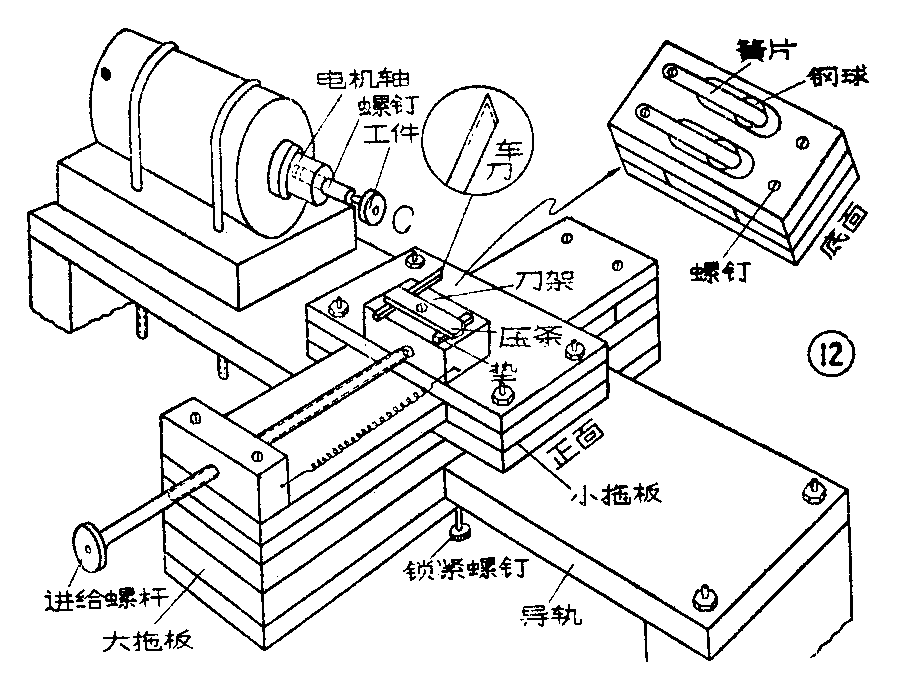
简易车床的制作
加工以上各种传动机构,如倒带轮、卷带轮等,不管它们的材料是什么(塑料、有机玻璃、尼龙、橡胶、或锌锡合金等),往往都需要自己先做一个小简易车床。我采用一台直流40瓦直流电动机为车床动力头,在其轴端面上钻孔、攻丝,用以夹持工件。车床导轨用铁条或坚硬的木条制作,吃刀量用螺栓、螺母控制,进给速度靠控制手推力的大小来掌握(见图12)。刀具用废什锦锉刀或废锯条磨成所需要的形状(见图12)。加工橡胶时,刀刃要锋利,并用肥皂溶液润滑。对于动力头,业余爱好者可根据自己的条件选择,用直流电机、交流电机、风扇电机甚至玩具电机改制都行。用玩具电机作动力头时,可将被加工件毛坯直接套在电机轴上,由于玩具电机扭矩小,除了严格控制进刀量外,还需适当提高电机端电压。由于飞轮是锌锡合金铸成的,切削应力大,玩具电机不能胜任,可采用先钻中心孔,后用绕线机手摇的办法车。
磁头
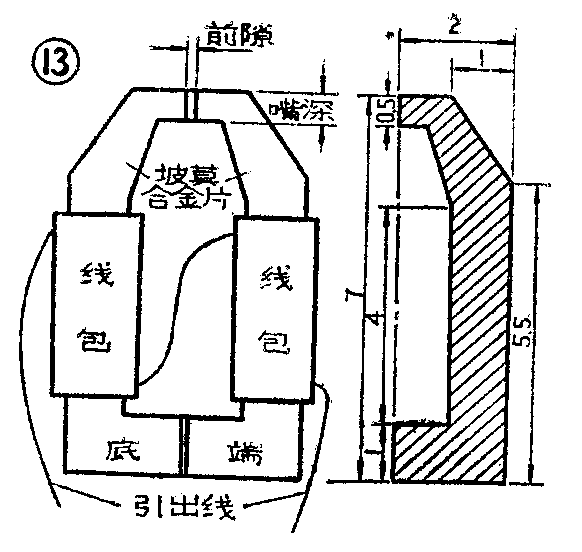
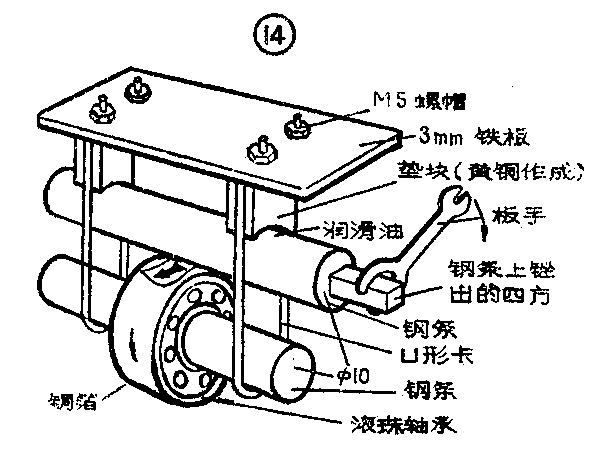
录放磁头利用晶体管收音机废输出变压器的坡莫合金片,加工成如图13所示的形状,叠厚为1.5毫米,底端用焊锡焊牢,精锉成形。在底端焊出一根φ1毫米的铜丝,再将铜丝另一端固定在绕线机轴上,这样就便于绕制了。在两个铁心的绕线部位分别包两层电容器纸,然后用φ0.05毫米漆包线各绕500匝,把两个铁心对合为一付,前隙垫3微米厚的铜箔(可用废电表的游丝滚轧制成,制作方法见图14)。装完后在这一付铁心上套上一小段自行车气门芯,以将两个铁心夹紧。连接两个绕组并且焊出引线。灌注环氧树脂,待环氧树脂干固后,用小锉刀修整外形,研磨工作面,控制其嘴深为0.3~0.4毫米为宜。最后装入白铁皮罩内(最好用坡莫合金罩)。
磁头的偏磁电压,可用MF-30型万用表测量,大约应在8~10伏之间。具体的调整办法,是在不同的偏磁电压下进行录音,找到最大输出点,在这一点以后下降一分贝的点即是工作点。
抹音磁头制作方法同录放磁头,只是前隙应垫150微米左右厚的铜皮。抹音电流约2毫安,调整R\(_{34}\)就可获得适当的抹音电流。(郭小云)