在检修铁道车辆过程中,常需要更换大量扁钢和角钢配件。为了加工这些长短不一、孔距不等、品种繁多的配件,我们搞成了简易数控冲剪流水线。将原来的剪料、划线、冲孔三道工序在一台冲床上一次自动完成,加工出来的成品由机械手自动装筐。流水线的整个工作信息事先做在一条环形穿孔带上,通过光电读入器输入控制箱,经译码后协同指挥各环节工作。如果产品规格变更了,只需更换穿孔带就可以继续工作。图1为流水线示意图。
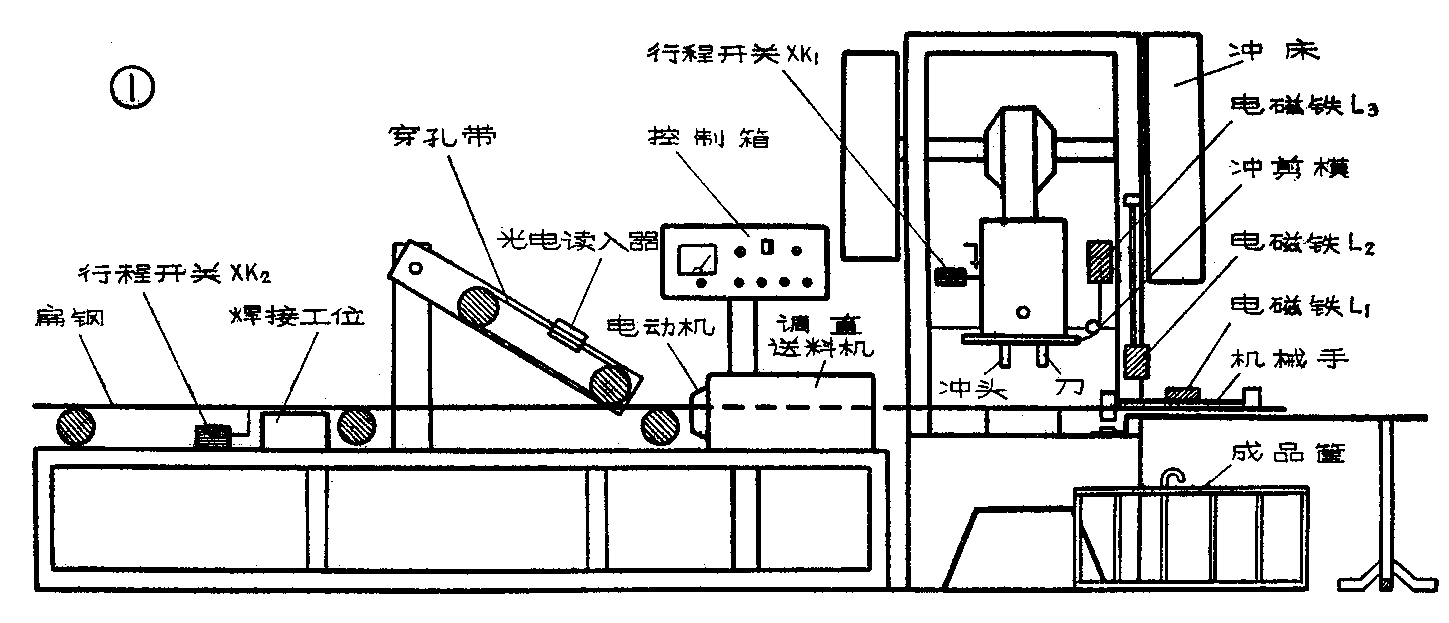
简易数控冲剪流水线主要由两部分组成。一是控制系统:包括穿孔带、光电读入器和控制箱等。二是执行系统:包括调直送料机、冲床、冲剪模和机械手等。本文以冲剪扁钢配件为例介绍它的控制系统。
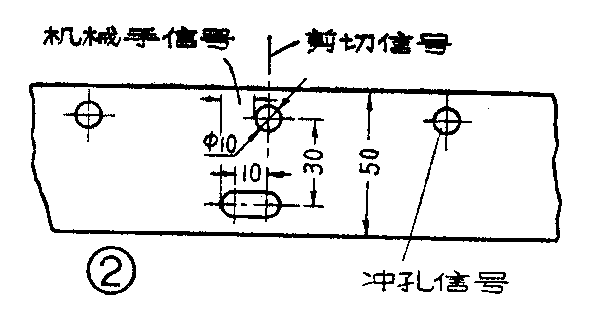
1.穿孔带(见图2)。它是用厚0.2毫米、宽50毫米的紫铜带做成。工作时,穿孔带就像皮带一样套在两个铝制或钢制滚轮上(参看图1),下滚轮与扁钢通过摩擦保持同步转动,带动穿孔带与扁钢同步移动。穿孔带上纵向有两行孔,第一行只有一个椭圆形的孔;第二行的孔数与孔距和所要加工的配件一样,只是多一个切口孔。两行孔可组成00、01、11、10四个码,分别代表送料、冲孔、剪断、机械手装筐四个动作。
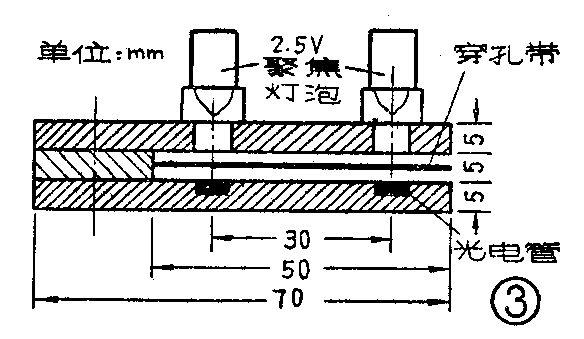
2.光电读入器(结构如图3)。上下夹板用5毫米厚的有机玻璃制成,上夹板上面装有两个2.5V聚焦灯泡,下夹板两灯泡聚焦点上装有两个光电二极管,中间留5毫米间隙走穿孔带。整个光电读入器用螺钉固定在滚轮架上。
3.控制箱是全设备的指挥中心,电路见图4。它的工作过程如下:合上开关K\(_{2}\),光电部分开始工作。延时0.5秒后继电器J3吸合,再合上开关K\(_{1}\),CJ1吸合,电动机M启动,调直机送料,扁钢向前走,带动摩擦滚轮转动,使穿孔带与扁钢保持同步移动。光电部分根据穿孔带上的“有孔’或“无孔”控制晶体管BG\(_{1}\)、BG2导通或截止,进而控制继电器J\(_{1}\)和J2吸合或释放。例如:当穿孔带没有孔时,光电读入器读出信号为“00”,表示“送料”,扁钢继续往前走;当穿孔带上有一个圆孔时,光电读入器读出信号为“01”,表示“冲孔”,继电器J\(_{1}\)吸合,CJ1释放,通过能耗制动使电动机瞬时停转。与此同时电磁铁L\(_{2}\)吸合,使冲床离合器“合”,冲头下。冲头下冲时,碰撞行程开关XK1,继电器J\(_{3}\)释放,光电管D1断电,使继电器J\(_{1}\)也释放。当冲头刚升起瞬间,时间继电器J3暂时仍处于释放状态(约0.5秒后才吸合)。J\(_{1}\)的常闭接点J1—1闭合,行程开关XK\(_{1}\)复原,其常闭接点XK1—2闭合,使CJ\(_{1}\)吸合,电动机启动,调直机送料。等到J3吸合时,扁钢已经向前走动,带动穿孔带也向前移动,光电读入器已经和这个孔位离开而准备读下一个信号了。同上原理,当信号为“11”时,冲床剪料。冲床剪完料后,穿孔带虽然也往前走,但因这时有一行的孔(椭圆形的)比另一行的(圆形的)长10毫米,所以此时光电读入器读出信号为“10”,机械手部分动作,将成品推入料筐。至此穿孔带正好转动一周,下一个循环开始。
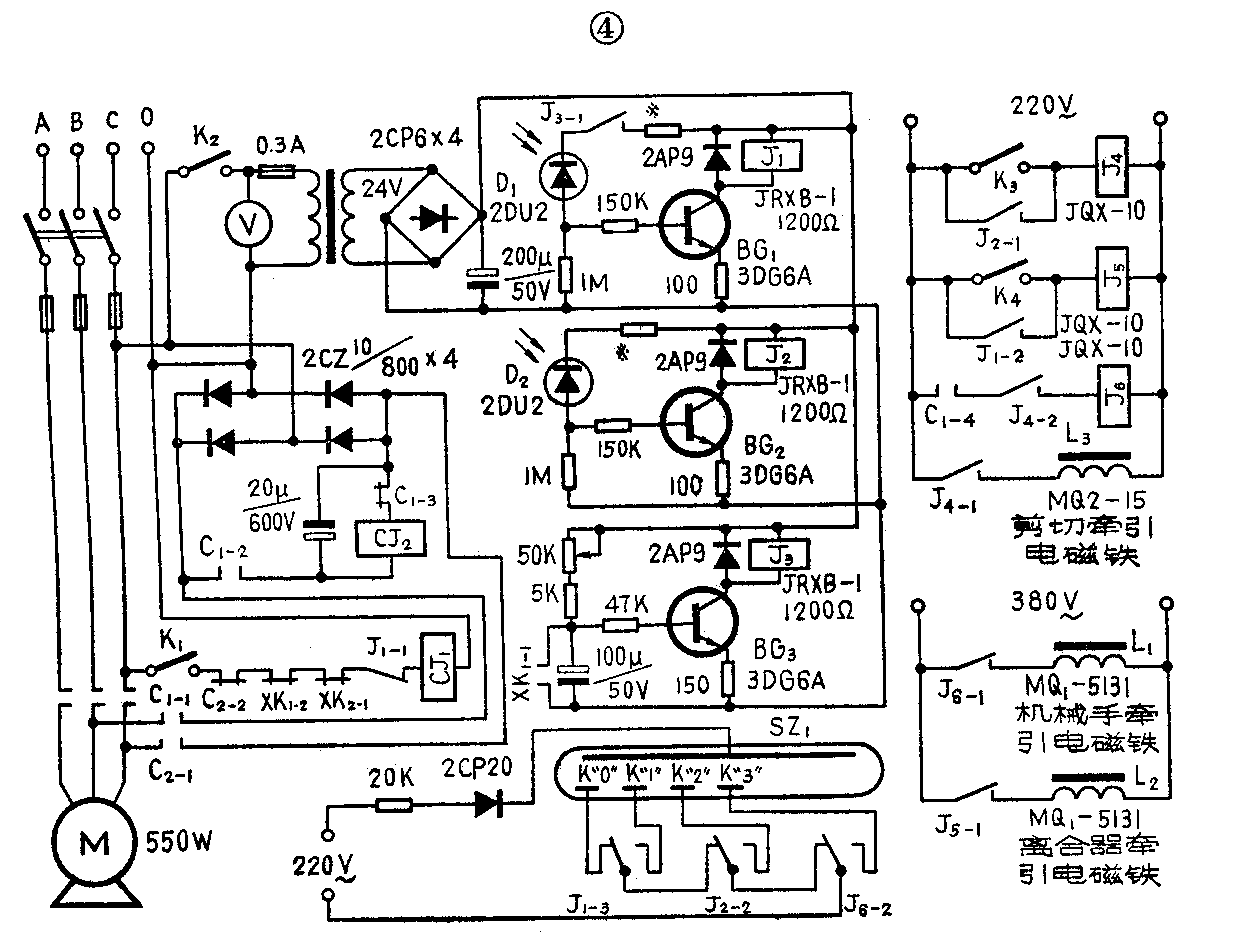
电路的工作状态经继电器译码后用一只数码管显示。开关K\(_{3}\)和K4为手动控制冲剪模和冲床离合器的开关,供试车检修时用。
在小型直流继电器和电磁铁之间,用了三只JQX—10型继电器(图4中的J\(_{4}\)、J5、J\(_{6}\))做中间转换,以防止大电流将小继电器的接点烧坏。
电磁铁L\(_{3}\)的作用是改变冲剪模的工作状态。平时L3不吸,冲剪模处于冲孔状态;L\(_{3}\)吸合,冲剪模即改为剪切状态。电磁铁L1为机械手提供动力。
本系统的伺服机构采用普通交流异步电动机加能耗制动,结构比较简单,在冲制孔距100毫米、孔数15的长配件时,累计误差小于1毫米,可以满足车辆上应用的需要。
这条流水线在加工扁钢配件时需配上扁钢冲剪模,加工角钢配件时则要换上角钢冲剪模。如果需要孔不在一条直线上,可以从模具上想办法,如设计成多头冲模等。(北京二七机车车辆工厂 阎恭举)