三 电动机部分
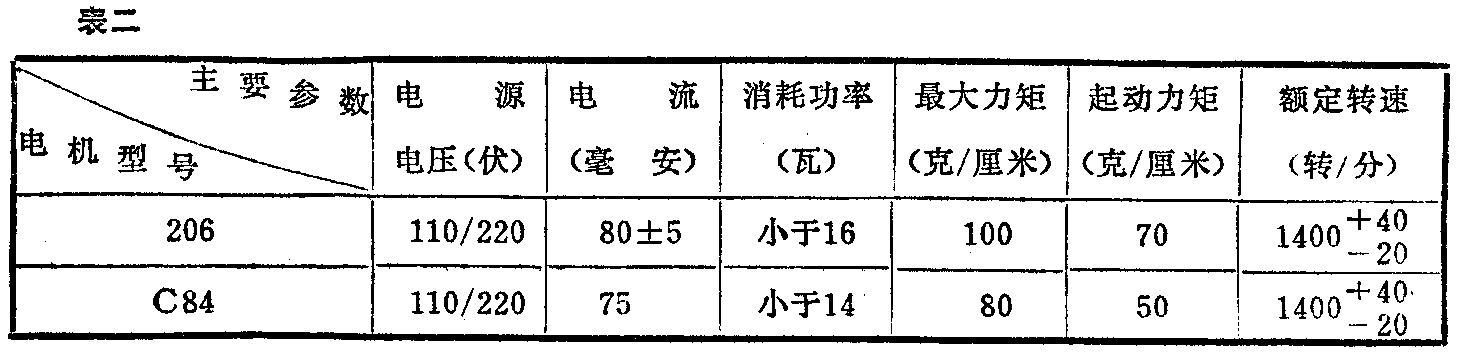
1.罩极式电动机常见的有206、C\(_{84}\)型两种,它们的主要技术参数见表二。这种电动机常见的故障有线圈烧坏、轴承磨损以及温升太高等。
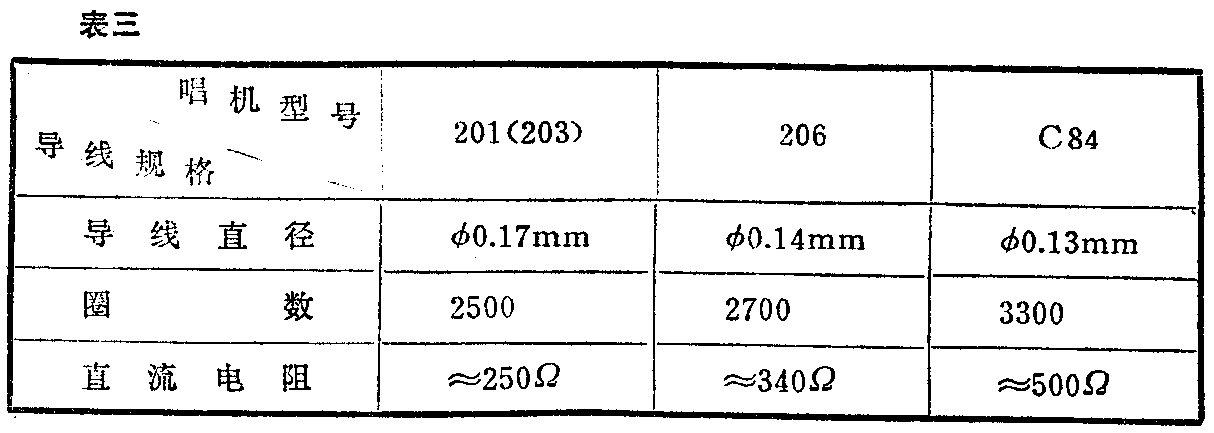
①线圈烧坏的原因很多,但常见的主要是由于线圈受潮、绝缘损坏而引起。也有的是由于电压过高,电动机电流增大而将线圈烧坏的。线圈烧坏后颜色变黑,可以很明显地看出来,并且有糊味。也可以用万用表测量两只线圈的直流电阻是否平衡,来判断线圈的好坏。常见201、206、C\(_{84}\)型电动机线圈的导线直径、圈数和直流电阻数如表三。
下面讲讲绕制方法:绕制时,要求两个线圈的圈数、直流电阻、形状(周长)要完全相同。绕制必备的工具和原料有:绕线机、木芯、绕线架(夹板)一副、漆包线、白布带、白小线、绝缘漆等。
206、C\(_{84}\)型电动机线圈骨架尺寸及绕线架尺寸见图7。
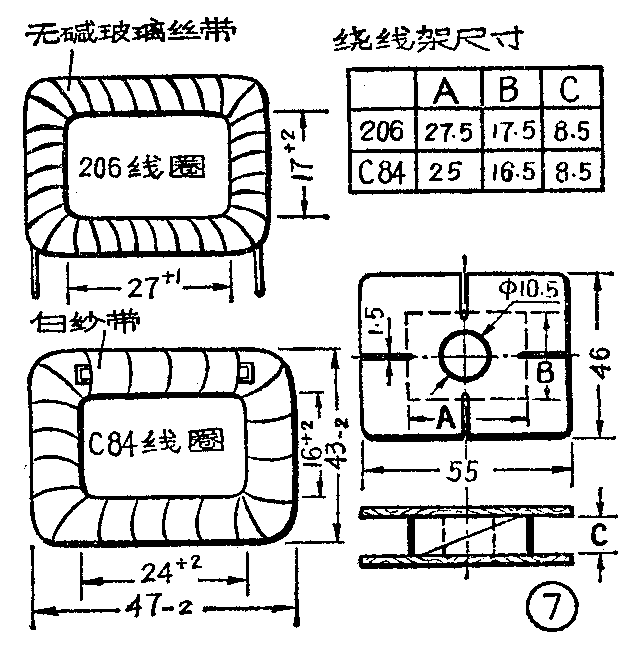
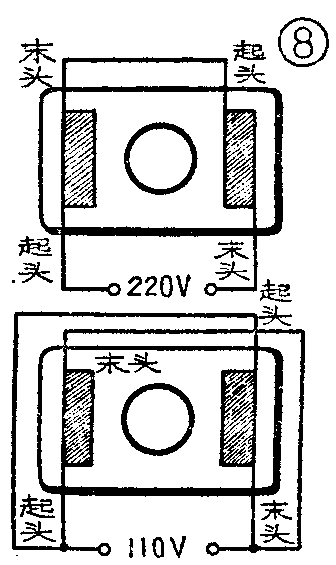
先把旧电动机线圈缠的布带倒开,如果漆包线基本完好,还可以重新用。把线圈套上木芯放到线车子上,夹好夹板,就可以把线倒出来了。线制时,按原线圈形状先制好木芯,套在绕线机上,夹好夹板,在四边开口处垫好白小线,然后绕漆包线。绕线排列要整齐、紧密。绕完后用四根白小线将线圈扎牢,然后从绕线机上取下线圈,用白布带缠紧,并去掉白小线,最后将线圈浸好绝缘漆,浸绝缘漆前要先将线圈烘干,温度为70℃~80℃,烘2~3小时即可。将线圈放到定子上后,线圈不应乱晃动,并不要将布带碰破。安装线圈时“起头”与“末头”不要接错(正确接法见图8)。
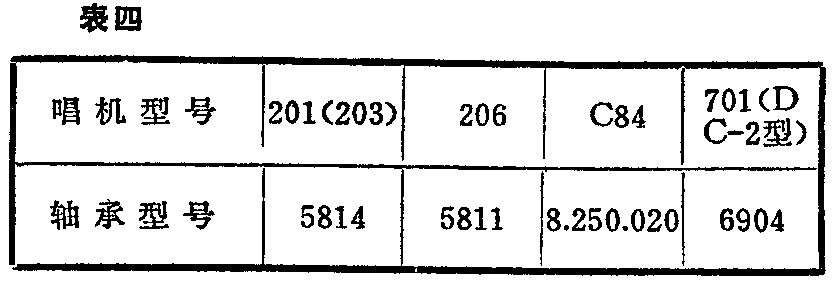
②含油轴承磨损。食油轴承虽然经常加油,但使用几年以后还是要磨损的。磨损后会影响唱机的各项技术指标。如发现这种故障要及时换含油轴承。表四列出了201、206、C\(_{84}\)型电动机所用含油轴承的型号。
③电动机温升太高。电动机温升太高指温度超过了规定要求,其原因多数是转子与定子间隙不均匀,含油轴承松旷,拆卸后安装得不合适,转子与定子碰撞会造成电动机扫镗等,引起电流加大,温度上升。有一个线圈短路,也会造成温升太高。另外转动不灵活,空载电流大也会引起温升太高。
2.直流微型电动机。这种电动机功率比较小,维修时要特别细心。现将机械稳速(东方红69—1型、葵花牌DC-2型)和电子稳速(701型)两种直流电动机的基本参数列于表五,以便维修时参考。

直流微型电动机常见的故障有:机械稳速器离心开关接触不良,整流子与电刷磨损,电流增大等等。现将主要故障的原因及解决办法介绍如下。
电动机使用一段时间后,由于尘埃的侵入,磁钢碎末及电刷碳末的增多,造成转子被卡,整流子与电刷、稳速器离心开关动、静接触点接触不良等故障,使电动机转速不稳,甚至停转。这时必须及时把碎末等消除。将整流子与电刷、稳速器离心开关动、静接触点等清拭干净,使其接触良好。
①电动机不转。对于机械稳速直流微型电动机来说,多数是因为离心开关接触不良,或者因长期不使用,整流子表面有了氧化膜,使电刷接触不良。解决办法是:拆开离心开关,用砂皮打光,然后安装好,并把触头螺钉调整合适。
对于电子稳速直流微型电动机来说,则可能是电子调速线路板有故障,电流不通,使电动机上没有加上电压,或者是电刷接触不良,或者转子断线,或短路。检查时先不用拆开电动机,可用万用表测量一下两端的直流电阻,正常的情况下应在15欧左右。
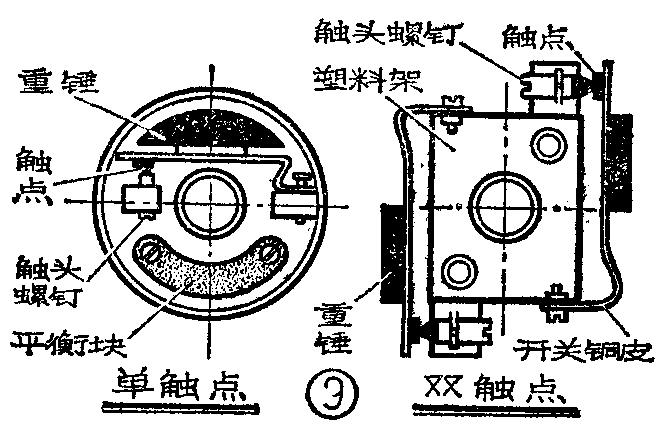
②转速不稳,时快时慢。对于机械稳速直流微型电机来说,其原因之一是离心开关触头螺钉松动(机械稳速器分单触点和双触点,其离心开关触头结构如图9)。另一种原因是由于碳刷磨损和碳刷片的弹性减退,使电刷对整流子的压力不足。
对于电子稳速的直流微型电动机来说,其原因可能是:<i>、含油轴承松动,使轴承有时跟着一齐转动。<ii>、电刷与整流子接触不良。<iii>、调速电路中的功率管3DG6损坏,此时转速特别慢或力小。
③电刷磨损与电刷脱落。电刷磨损后应换新电刷。有的电刷与铜皮铆在一起,有的是用导电胶粘起来的(导电胶用DAD-2~DAD-6牌号的均可)。
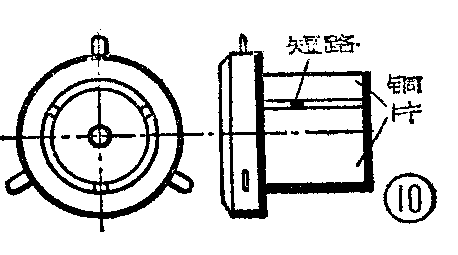
④电动机电流加大,超过表五的范围。此种故障应拆开电动机检查,多数原因是整流子铜片与铜片间有短路现象,如图10。可用小刀把短路的地方刮掉,也可用汽油清洗。如果烧痕与磨损严重会引起电动机停转,可用细砂皮抛光(要把它卡在钻轧头上进行)。
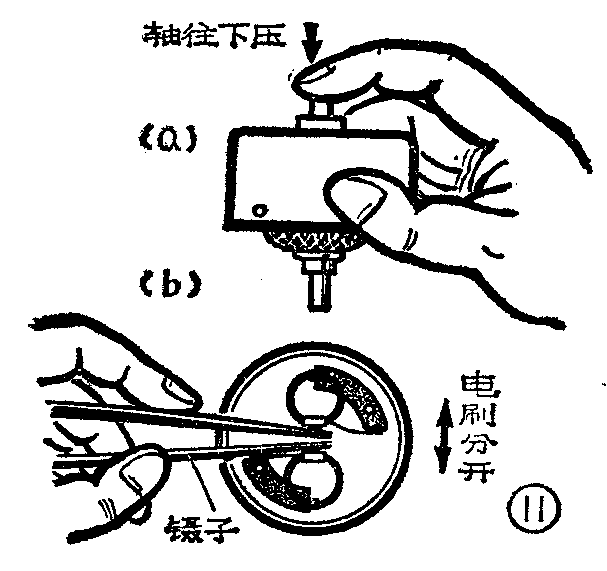
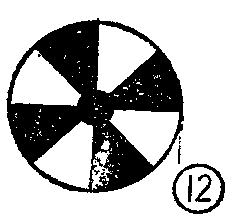
最后谈谈这种电动机的拆装。未拆前应在电动机外壳上先做个记号,以便重新装配时对准这条记号线。装配时可用一个手指把转子往下按住(如图11a),不要让它往上吸,另一只手用镊子把二只电刷分开(如图11b),然后让整流子先放到电刷位置里,这样要以防止整流子放下去时把电刷碰落。将机壳、机座左右转动可以调整电动机的电压、电流、转速、运转方向等各项指标。调整时在电动机的轴上套上一个八等分的测速片(如图12)。在转速正常情况下,黑白线固定不动;唱机转速太快,黑白线顺时针方向向前跑;唱机转速慢,黑白线逆时针方向向后退。 (北京东四北无线电修理部 赵楠 中国唱片厂 许尧南)(续完)