利用风力输送烟丝,给卷烟机投料,是烟厂近年来逐步采用的一项新工艺。比起人工加丝来,节约了劳力,提高了劳动生产率,也改善了工作条件。但是如果给每台机器单独装上送丝系统,仍然存在设备庞大、投资多的严重缺点。因此需要把多台卷烟机编组,共用一个送丝系统。这就出现了一个控制加丝程序的问题。我厂试制成功采用晶体管脉冲技术的加丝程序控制器,目前已在全国卷烟行业中普遍推广使用。
风力送丝的程序
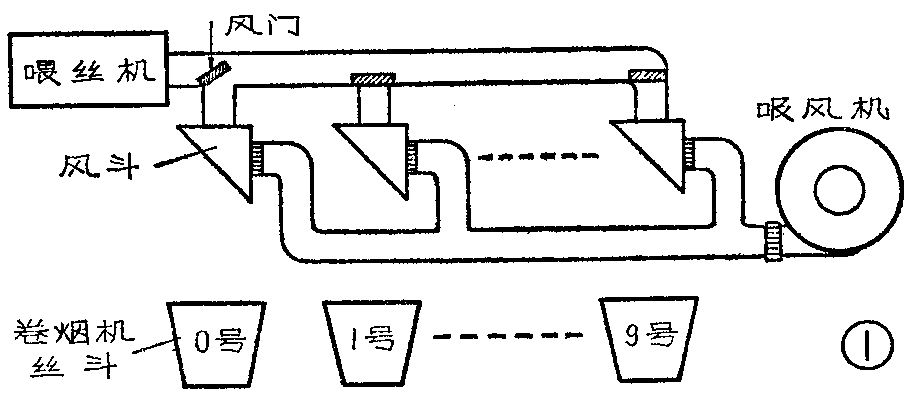
为了弄清控制程序,先简单介绍一下风力送丝系统,如图①所示。烟丝由喂丝机出来,随气流进入管道,如某台卷烟机风门打开,烟丝就被吸入该机风斗中,一定时间后风门关上,烟丝由于重力落入卷烟机丝斗中。这种加丝方法显然要求:一、丝加满后不允许再加;丝太少时要及时补充,一台机也不准空车等丝。二、加丝时只能是一台机器加。如果两台以上机器的风门都打开,一来离喂丝机远的根本加不到丝,二来会降低管道中的风压。三、要对加丝的时间加以控制。因为风斗容积有限,丝满后会堵塞管道。这三点也正是控制器需要解决的主要问题。
怎样解决这三个方面的问题呢?基本思路是:
在卷烟机上装置光电变换器,控制料位高度,使卷烟机在加丝过程中,烟丝既不会漫出也不致太少。
采用各台机器依次顺序加丝,“少装快跑”的方法,每次只让一台机器加丝,加一定时间后,不论加满与否均换下一台。遇到某台机已加满时,该机风门则不打开。
用简单电子线路实现时间控制。
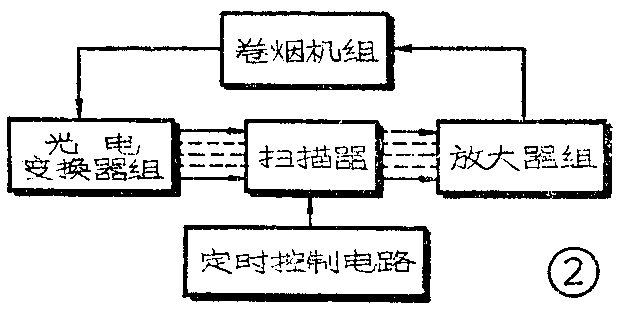
图②画出了实现上述程序控制的示意方框图。扫描器迅速地依次“扫”过各台卷烟机(更确切地说,扫描器的状态不停地变化,与各台卷烟机相对应)。如果某台机需补充烟丝时,光电变换器产生光电信号,相应的一路放大器便接通,带动执行机构使该机加丝;同时扫描器停止循环。经过一定时间后,定时控制电路发出信号,扫描器恢复循环,这台机的放大器被关闭,停止加丝,转入以下卷烟机的加丝过程。
电路原理
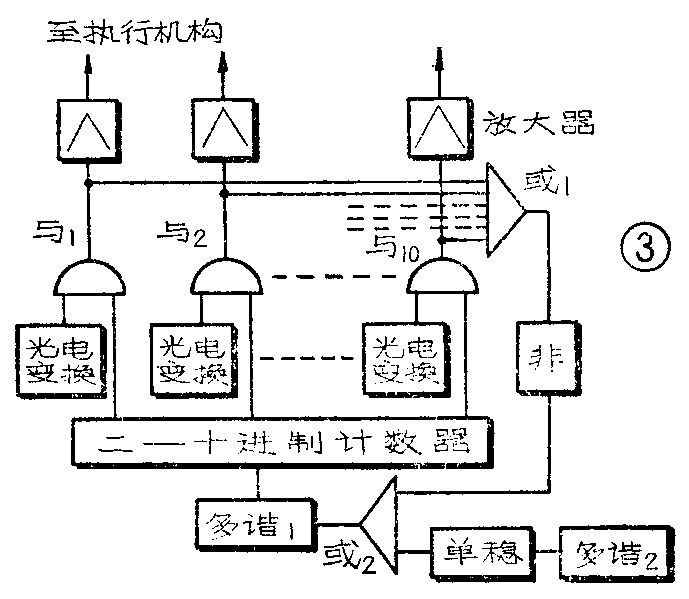
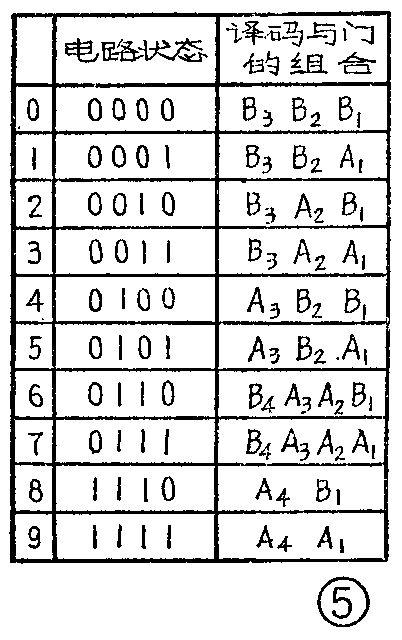
采用简单的数字电路,经过一定组合,就可以实现上述卷烟机组加丝的程序控制。整个控制器逻辑方框图见图③。由一个二——十进制计数器做为图②中的扫描器(烟厂中通常以十台以内的卷烟机编为一组)。计数器表示由0到9十个数字的十组输出端分别接到十个与门,每个与门的另一个输入端接光电变换器。显然,只有在光电变换器、计数器同时有信号时,与门才打开,使相应的一路放大器工作。计数器的翻转由多谐\(_{1}\)产生的脉冲控制。与门只要一打开,计数器必须“停留”下来,直到这台机的加丝程序结束,为此必须做到当与门打开时,多谐1即停止发出脉冲。由图③可以看出,多谐\(_{1}\)是受或2门控制的;只要与门一有输出,也就是一开始加丝,或\(_{1}\)门便打开,经非门倒相后使或2门关闭,多谐\(_{1}\)因而停振,保证计数器不会向下一位翻转。一定时间后,多谐2及单稳发出定时脉冲,或\(_{2}\)门又打开,使多谐l恢复工作,计数器移到下一位,再根据下一台卷烟机的光电变换器是否有光电信号,决定计数器的停止与继续翻转。这样就达到了程序控制的目的。
下面对各部分电路做一简单介绍。
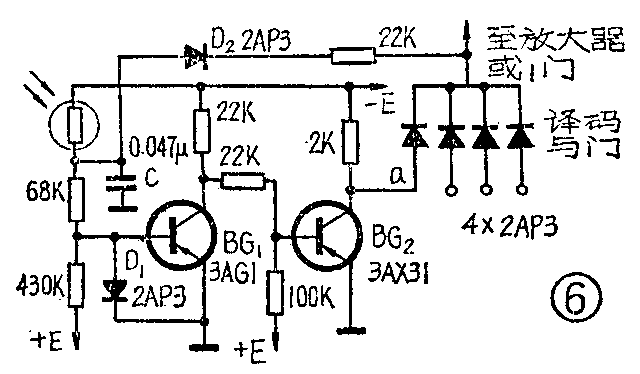
光电变换器 电路见图⑥。光敏电阻受光照后,BG\(_{1}\)由截止变为饱和,BG2则截止,使与门a端负电位升高,与门等待开放。当计数器翻转到这一位状态时,与门就打开,信号进入放大器。二极管D\(_{1}\)的作用主要是把BG1的基极正偏压限制在0.3伏,大大提高了光电转换的灵敏度,同时能够使BG\(_{1}\)不受温度影响。C是滤波电容,防止外部干扰进入。D2的接入有两个作用:一是为BG\(_{1}\)提供一条正反馈通路,使光电变换具有良好的开关特性。BG2输出端负电位只要稍一升高,正反馈就导致BG\(_{1}\)基极电流迅速加大,BG2立即截止,从而避免光源被部分挡住时,BG\(_{2}\)工作在放大区的情况发生。第二个作用是光电变换器翻转后(即BG1饱和,BG\(_{2}\)截止),BG1通过D\(_{2}\)形成基极回路,即使光源被瞬间遮挡,电路还是被锁住。这样就防止了烟丝高度在光敏电阻附近波动时,加丝时间还没有完就停加,而进入下一台机的现象,保证了加丝质量。
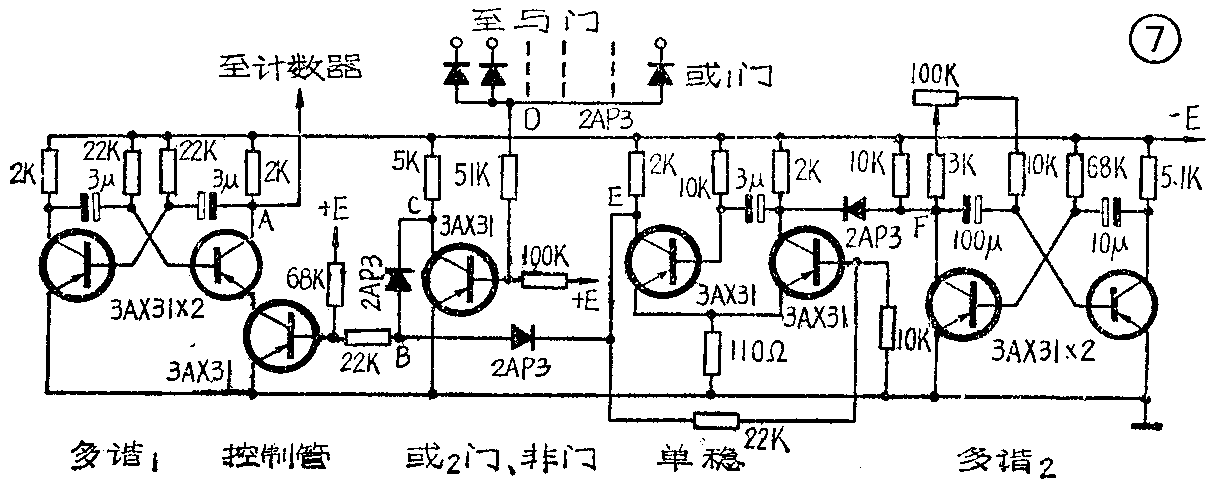
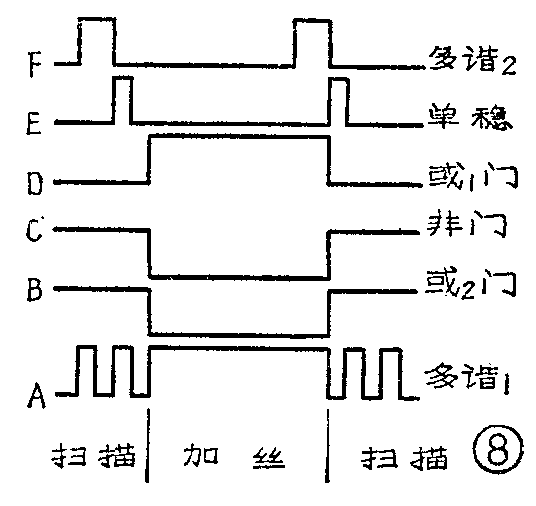
定时控制电路 由多谐\(_{1}\)、多谐2、单稳、或\(_{1}\)门、或2门、非门等组成,见图⑦。多谐\(_{1}\)产生计数器的触发脉冲,周期为50毫秒。多谐2和单稳产生控制加丝时间的定时脉冲。对定时脉冲的要求是周期要长,且连续可谓(最长为10秒),而宽度要窄(20毫秒)。我们设计多谐\(_{2}\)为不对称的多谐振荡器,短半周期为0.5秒,长半周期在0.5秒到10秒范围内连续可调。为使脉冲变窄,接一单稳态电路,其延时时间恰为我们要求的脉冲宽度。这样多谐2每完成一个周期,单稳就产生一个很窄的定时脉冲。整个定时控制过程可由图⑧所示的波形图说明:A点是多谐\(_{l}\)的输出波形,在扫描区间内为周期50毫秒的方波,触发计数器不停地翻转。这时因为尚未加丝,或1门关闭,D点为低电位(以负电压为高电位,下同),经非门后C点为高电位,或\(_{2}\)门打开,使B点为高电位,因而多谐1中的控制管是导通的,多谐\(_{1}\)得以正常工作。在这段时间内单稳电路产生的脉冲不起作用。因为无论E点(单稳输出端)电位高低,或2门总是打开的,保证B点为高电位。当某台机一开始加丝,或\(_{1}\)门打开了,D点变为高电位,C点则成了低电位。这时E点一般都是在低电位(固定时脉冲周期大大超过脉冲宽度),所以B点电位也降为低电位,使多谐l控制管截止,多谐\(_{1}\)停振,计数器便不会继续翻转了。直到多谐2完成一个周期后,单稳发出定时脉冲,使E点电位升高,经或\(_{2}\)门后B点电位也升高,多谐1控制管重新导通,多谐\(_{1}\)恢复工作,计数器才转入下一位。这就是全部定时控制过程。
经使用实践证明,这种控制器和过去沿用的控制设备(机械转盘式或电子管步进继电器式)比较,具有可靠、灵敏、能自动调节加丝量等优点,提高了卷烟质量,为风力送丝新工艺的推广创造了良好条件。(江苏宝应无线电元件二厂)