电焊机工作过程中,经常需要调节焊接电流。我单位使用的硅整流电焊机(ZS—500—1型)采用磁放大器电流调节系统。它是用一只瓷盘电阻,调节磁放大器的电压来实现焊接电流的调节的。电路如图①所示(但无二极管D\(_{1}\))。交流绕组WZ电压为100伏,经桥式整流后约80伏。瓷盘电阻W1为100欧,它与双刀双掷开关S\(_{1}\)配合,能使电流在50~350安之间连续调节(因为我们用的电焊条最大直径不超过5公厘,相应的焊接电流,只需300安即够用)。由于瓷盘电阻装于机箱一侧,给远离焊机工作或高空作业带来极大不便。我们对原有设备做了一点小的改进:将图①中A、B两点断开,接入图②所示的可控硅调节电路,其中可控硅用单结晶体管触发,为节省元件,控制电源直接取自W1两端。显然,调节电位器W\(_{2}\),即可改变可控硅导通角的大小,进而达到调节磁放大器电流的目的。将电位器W2随电焊机手把线直接引到焊枪尾端固定,就使电焊工人能在焊枪上直接调节电流,实现了远距离控制,提高了工作效率,受到工人的欢迎。
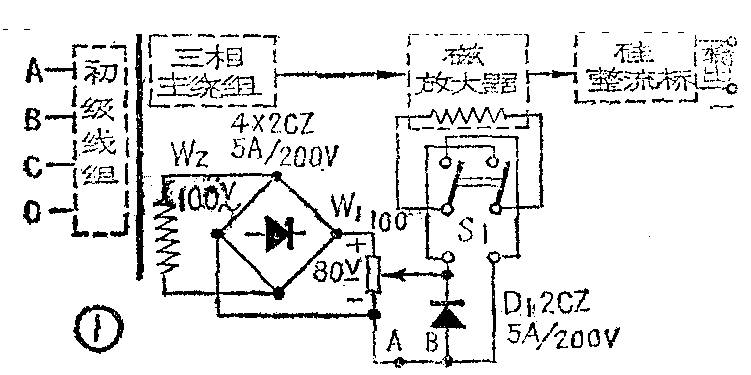
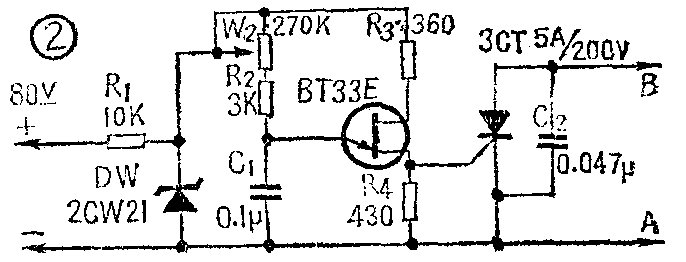
图②中,电容C\(_{2}\)是为了消除可能产生的浪涌电压,保护可控硅用的。图①中二极管D1是续流二极管,保证可控硅正常工作。除电阻R\(_{1}\)要用2瓦的以外,对其它元件无特殊要求。可控硅和续流二极管要加装散热器。
电路调整方法如下:将瓷盘电阻W\(_{1}\)置于中点位置,调节W2分别在最大和最小位置,量D\(_{1}\)两端电压,若在0.2~15伏之间变动时,即工作正常,保证焊接电流在50~350安之间变动。(黑龙江生产建设部队电工 林在荣)