一般电镀过程是用电流方向固定不变的直流电工作的。被镀工件从入槽开始到电镀结束一直是与直流电源的阴极相连的,而换向电镀则是应用电流换向装置周期地、交替地改变电流方向,使被镀工件周而复始地与电源阳极连接一定时间之后,又与阴极连接一定时间。例如作为阴极25秒之后,又作为阳极5秒,如此循环往复,周期地改变电流方向进行电镀。用换向电镀法可使被镀工件处于阳极状态时,镀层粗糙的尖端部份溶解下来,具有类似抛光的效果,这样能使镀层平整光亮。同时工件处于阳极状态时,由于氧化作用,氢气脱离镀层表面而减少孔隙和渗氢现象,因而可改善镀层质量。当被镀工件处于阳极状态时,阳极板则处于阴极状态,以换向镀铜来说,可减少铜阳极板上的钝化现象,因之,使阳极能够很好的溶解,从而可采用较大的电流密度进行电镀,使电镀过程加快,而提高劳动生产率。
换向电镀的换向周期一般在30秒以下,在这样短的时间内进行反复换向,连续几十分钟到一两小时,采用人工方法有一定的困难。目前多采用机械式、钟机式或电子式换向时间自动控制器,用来控制直流电源电路、直流发电机激磁绕组电路,以取得周期换向电流进行换向电镀。换向时间自动控制器是换向电镀装置的中枢部分,由于电子式时间控制器具有调整方便、构造简单、灵敏可靠等优点,是当前换向电镀装置中比较好的一种。
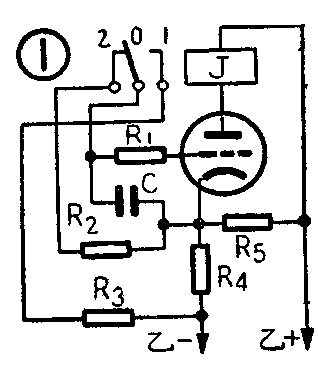
电子式换向时间自动控制器的原理见图1。开始工作时,继电器J的中间接点0与常闭接点2闭合,电子管的栅极经电阻R\(_{1}\)、R2与阴极相连,栅极与阴极处于同电位,因而电子管有屏流流过。继电器J吸动,中间接点0转向常开接点1,与之闭合。栅偏压电阻R\(_{4}\)上的电压降通过R3对电容器C充电,此时电容器上的电压降逐渐加大,栅极电压逐渐变负,屏流逐渐减小。当屏流降到一定程度时,继电器J释放,接点0又与接点2闭合。此时电容器C通过R\(_{2}\)放电,使栅极电位趋近于阴极电位,屏流渐增至继电器动作电流,使接点0,2闭合。如此反复进行延时自动控制。电容器C和电阻R2决定放电时间的长短,即接点0与接点2闭合时间的长短。C与R\(_{3}\)决定充电时间的长短,即接点0与接点1闭合时间的长短。因此,只要选用适当数值的电容器和调整电阻值就可以使继电器按要求的时间比来控制电路通断。用继电器来控制电镀用直流电源电路、电磁起动器或发电机激磁绕组即得到换向电流。
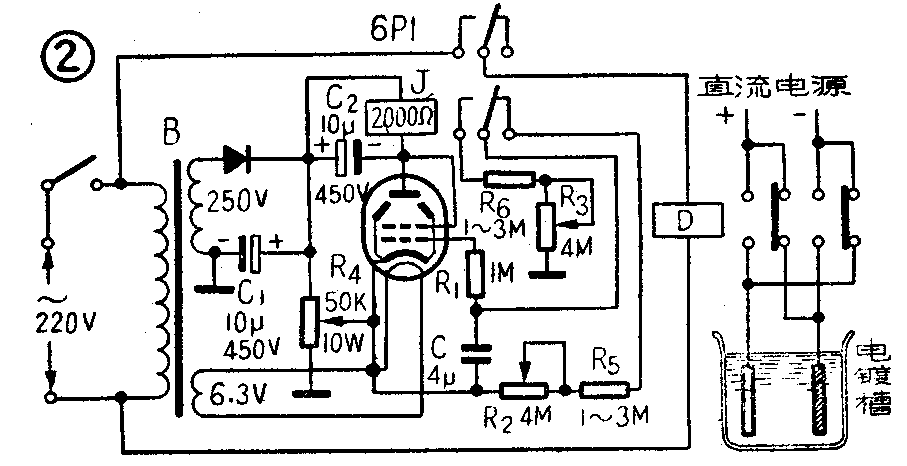
图2是自动控制器的完整电路。此电路可以得到正向5~30秒,反向2~15秒的换向时间比,只要调节电位器R\(_{2}\),R3就可以在上述时间范围内进行调节。
用250伏60毫安的硒堆整流器(也可用6Z\(_{4}\)电子管)担任整流。继电器J可以用扁型电话继电器。电容器C要选用纸介的,最好是油浸纸介的,但不能用电解的。
整机装好后应调整分压电阻R\(_{4}\)。调整时,可先暂把C、R3的通地点断开,把R\(_{1}\)由栅极直接接到阴极。此时合上电源,调节R4使继电器J恰好吸动为止,然后恢复线路。
继电器有两组接点,一组接点控制换向电磁开关D,一组接点连接时间电路。调节R\(_{2}\)和R3就可达到不同时间自动控制的目的。(田振武)