在工业生产中,温度、压力、流量、物体位置等热工参数的自动检测、调节和控制,有着重要的意义。准确地测量、记录上述参数,并自动调节到理想的数值,才能有高质量大产量,使生产安全进行,节约人力、原料、燃料。电子技术在热工检测、调节中应用后,产生了一系列的电子式热工仪表和专用装置,成为工业生产自动化的基本技术工具,本文就这方面作一简单介绍。
电子自动电位差计和电子自动平衡电桥
钢花飞舞烈焰喷吐的炼钢炉,温度达到1600℃以上,这样的高温只有用热电偶把温度转换为直流电压变化,然后用电子自动电位差计来自动显示、记录才比较方便。制造氧气时,把空气分离,温度低到零下174℃左右,也只有用铂电阻温度计反映温度变化,然后用电子自动平衡电桥来显示、记录,才比较合用。
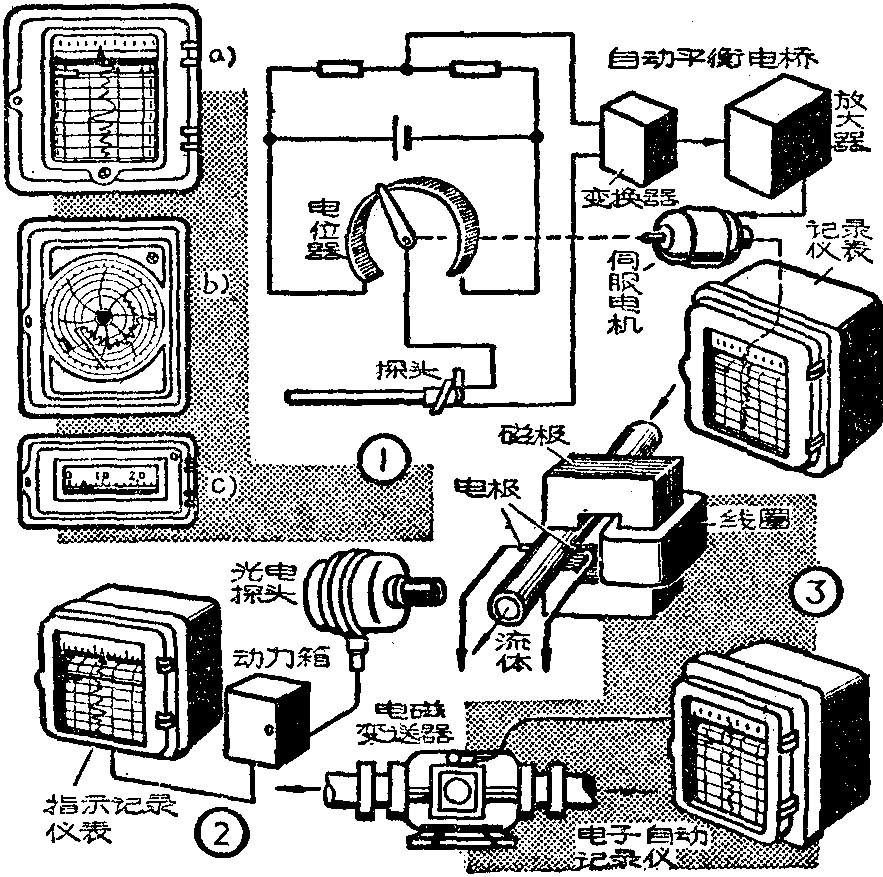
图1是常用的自动电子电位差计和自动电子平衡电桥。这两种仪表都是电子自动记录仪,形状相同,只是配用的感温元件不同。前者和热电偶、辐射高温计或其它各种形式,如反映液位、重量、速度、流量等毫伏变送器配用;后者和电阻温度计及带有电阻发送器的流量、压力等测量装置配合使用。因此,这两种仪表可以显示、记录温度、流量、压力、速度、液位、重量等参数。
上述二种仪表有长图型、圆图型、旋转刻度型三种常见规格。长图型仪表(如图1a)有长形的记录纸,可用记录笔连续记录一个地方的参数,也可以用打印鼓轮巡回记录3,6,12或24个地方的参数。记录纸的速度,打印的周期可以根据需要来调节。圆图型仪表(如图1b)有圆形的记录纸,显示记录一点的温度,记录纸一般是一昼夜转一周。旋转刻度型仪表(如图1c),指针不动,刻度盘转动,外形较小,只显示不记录。图1d所示是电子自动平衡电桥的原理结构(其工作原理本刊1964年第8期“电子式记录仪表已有介绍)。
上述仪表可附加调好装置,如电接点、电阻传送器等。电接点可调整到一定的位置闭合或断开,以便进行控制调节或发出信号。电阻传送器可以和其它调节装置 (如再调调节器)组成更完善的调节系统。
光电高温计
在测量快速运动物体温度时,比如测量轧制过程中的钢锭温度,热电偶和辐射高温计的反应显得迟缓无能为力了,而光电高温计却能出色地完成这个任务。
光电高温计(如图2)以硅光电池作测量元件,炽热物体发出的光射到硅光电池上,光电池受光照射,立即产生与物体温度成比例的电流,这个电流经电子管放大器放大,输入到快速动作的自动电子电位差计,显示、记录所测的温度。
电磁流量计
这种流量计由电磁发送器和电子自动记录仪组成。电磁发送器是一个中间装有管子的盒子,把它装于管道上(如图3)。发送器的线圈产生磁场,所测液体流经磁场,切割磁力线,在电极上产生感应电势。感应电势经电子自动记录仪中的电子放大器放大,而后由可逆电动机来传动指针和记录笔,由同步电动机带动记录纸转动,从而显示、记录流量。
电磁流量计灵敏、准确反应迅速,可以测量变化范围很大的流量。它没有管道压力损失,不会在测量点积存物体而影响测量或影响产品质量,在安装、调整、使用、维修等方面都较方便。普通流量计多充水银,影响人的健康,电磁流量计无此缺点。电磁流量计可以广泛用于化工、原子能、国防、冶金、石油、食品、造纸、制糖、煤炭、水泥等工业及科学研究单位。
三冲量电子调节仪和温度电子调节仪
三冲量电子调节仪可以测量三个参数,如压力、流量、液位等,并把测量的参数加以综合,经电子放大器放大,控制继电器,从而控制电动执行机构来对阀门等设备进行调节。执行机构上装有远方控制器,内有连接电流表指示阀门开度的电位计和用作保护的极限开关。这是一个完善的自动调节系统。
温度电子调节仪与热电偶或电阻温度计配合,测量、调节150~900℃或-120~500℃范围内的温度,能使温度准确地保持在需要的数值上。
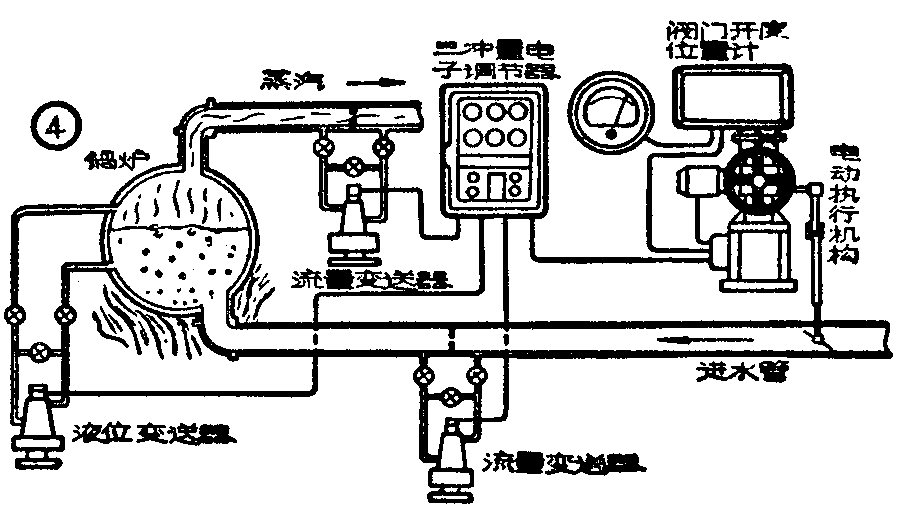
上述两种电子调节仪,只用两个电子管。仪表的体积、重量都较小,调节的质量很好。图4表示发电厂用三冲量电子调节仪,按照进水量、出汽量和锅炉水位来自动调节锅炉进水量的调节系统。
再调调节器
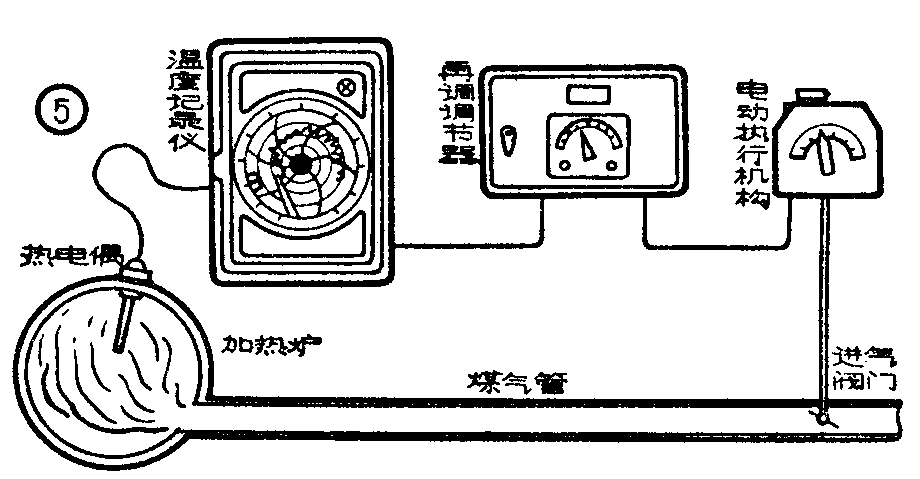
在钢铁厂中常用再调调节器来自动调节各种加热炉的温度。它和带电阻传送器的自动电子电位差计或自动平衡电桥配合使用。热电偶或电阻温度计测量出温度变化,由自动电子电位差计或自动平衡电桥指示、记录。同时带动电阻传送器,使其电阻值变化反映温度变化。这时再调调节器的电桥失去平衡(电阻传送器是再调调节器电桥的两个臂),发出信号,经电子放大器、继电器,控制电动执行机构,调节燃料阀门。电动执行机构由电动机、减速器、极限开关和电阻传送器构成。电动机转动,阀门开度改变,同时电阻传送器的电阻值跟着改变(它是再调调节器电桥的另外两个臂),使再调调节器的电桥重新平衡,停止信号输出,完成自动调节任务。
同位素钢水液面调节装置
连续铸钢是钢铁工业中的新工艺,炽热的钢水在结晶器中冷却,并连续铸成钢锭。钢水在结晶器中保持一定高度是很重要的,太低会使钢锭中断,钢水下漏;液面太高,钢水溢出。钢水溢漏会严重损坏设备,造成事故,浪费钢水。用同位素测出钢波高度,由电子仪表显示记录,并自动调节浇钢孔大小,可以提高浇成率。
电子单元组合仪表
随着生产自动化程度的提高,要求有一种标准化、系列化、灵活通用的仪表,电子单元组合仪表便应运而生。
电子单元组合仪表又称“电动单元组合仪表”,主要由“变送单元”、“调节单元”和“执行机构”组成。变送单元有多种,可以分别把差压、压力、温度、液面位置等参数变为统一的电信号,而后输入到调节单元。调节单元按照生产需要的调节规律,发出调节信号,送到执行机构,对调节对象进行控制。
电子单元组合仪表性能灵敏、准确、迅速,可以远距离调节。各单元象积木一样,不同的配合方式,可组成各种自动调节系统。由于各单元及零部件标准通用,所以在制造、使用、维修等方面提供了便利条件。由于输出信号统一,易于和自动巡回检测及电子计算机配合,进一步提高自动化程度。
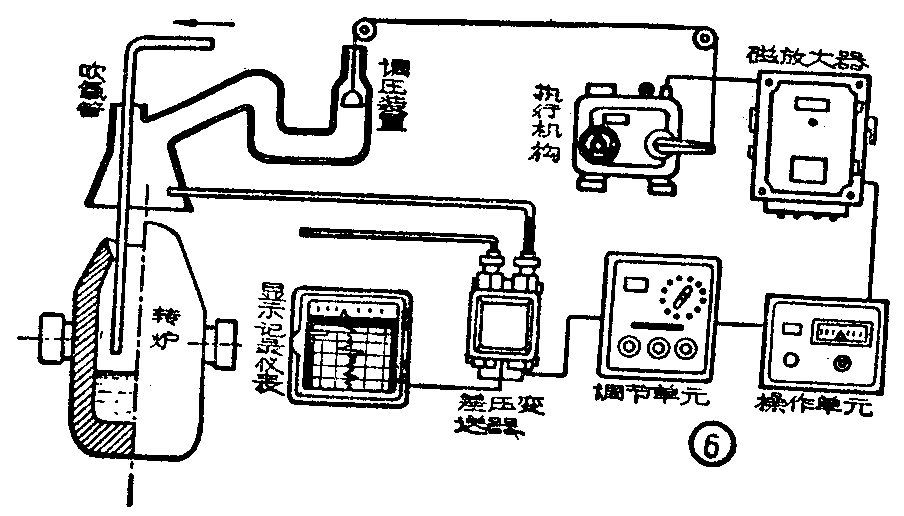
图6表示用于氧气烧钢转炉调节炉膛气体压力自动 调节系统,这是一套完整的电动单元组合仪表。炼钢时转炉内外压力要保持相等,否则,炉内气体压力大于炉外,氧气外逸;如炉外气压大于炉内,空气将涌进转炉,影响炼钢质量。用差压变送器(变送单元)测量转炉内外气体差压,由自动电子电位差计来显示、记录差压值,以备检查、分析,同时差压变送器的输出信号送到调节单元。调节单元按照生产要求,在差压超过允许值时,即发出命令,经过操作单元(操作单元有如转换开关,可以手动、自动互相转换)给磁放大器,磁放大器控制执行机构的电动机,控制烟道开度大小,以调节炉膛内压力,使炉内外气压趋于一致。
自动巡回检测装置
在大规模而又复杂的生产过程中,往往要用数百台热工仪表,有几个仪表室。仪表繁多而又分散,在操作、检查、维修等方面费人力费时间,并且占用大量投资和厂房面积。
随着电子技术的发展,产生了自动巡回检测装置。它能在较短的时间(几分之一秒到几十秒时间内)把几百处的参数检测一遍。当有参数超过允许的数值时,便自动用电铃和信号灯报警,告诉人们那一点参数不正常。还可根据人的需要,把参数用数字管指示或用打字机打印下来,以备分析。自动巡回检测装置利用晶体管和干簧继电器等元件,体积小、速度快,易于观察、操作、维护,保证生产质量、产量和安全可靠,可代替大量仪表,节约投资,节约厂房面积。
电子计算机
在热工检测、调节系统中,大量采用电子技术后,把热工参数转换为统一的电信号,就便于使用电子计算机。自动巡回检测装置测出的参数,经电子计算机运算,得出最好的生产条件,而后发出命令,使执行机构进行调节,保证生产在最佳条件下进行。电子计算机运算,调节迅速,而且能对很多生产参数进行处理,因而能把整个生产过程中的热工参数、电力传动和自动控制参数、工件尺寸检测等,进行统一检测和调节,使整个生产过程协调一致,达到高度综合自动化。(董清三)