大家知道,轮船的船体是由各种不同厚度和不同几何形状的钢板按照船舶设计的微型焊接而成的。造船厂的船体车间内,一般都有一个极宽畅铺有地板的房间,叫做“放样台”,过去样台造船工人成天蹲在地板上,将设计图纸按照实际尺寸,画在放样台的地板上,然后根据实际尺寸,用木料钉成实尺样板后,来进行划线、下料等工作,最后用气割(氧炔焰切割)切割成所需各种几何形状的钢材船体构件。这是造船的传统工艺方法,它不仅费工,费料,劳动强度大,产品质量低,而且更重要的是它妨碍了造船周期的缩短。
近年来出现的光电跟踪切割机,把放样台一套工作取消了。人们可以按着图纸,根据要求的尺寸比例,指挥切割机自动切割钢板。
光电跟踪,主要是根据两种对比度较大的色彩(一般为黑白对比)对光反射强度不同的原理来进行的。当光点照射于具有黑底白线或者白底黑线的仿形底板(即样图)时,因黑白二者的反射强度不同,产生相应的变化被光电管所接收转变成为电能,然后通过电子系统来控制伺服机构,使图纸上的线条能自动跟踪光点,来实行光电自动跟踪。
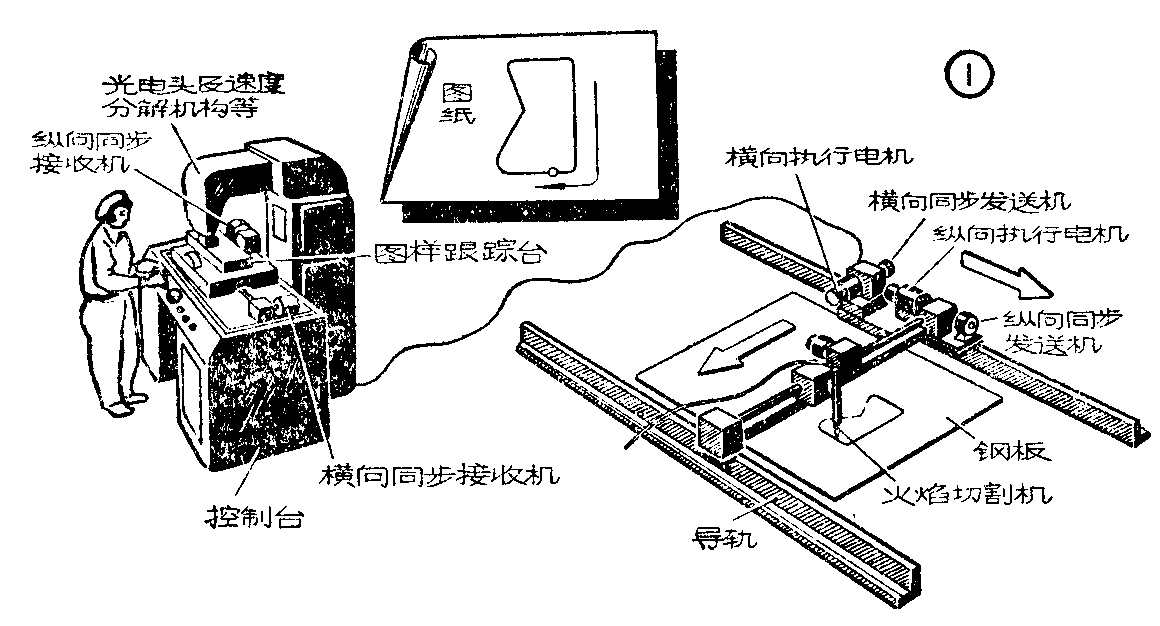
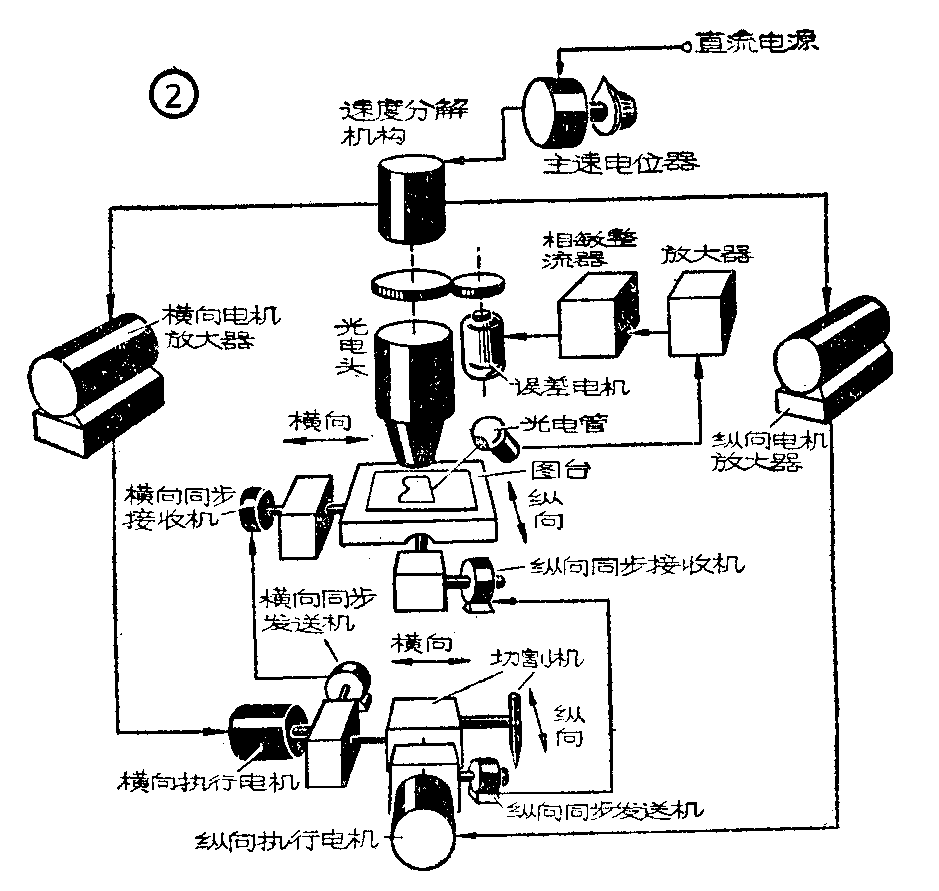
光电跟踪火焰切割机主要由光学系统、电气系统、机械传动系统和火焰切割系统等几部分构成。图1,图2是1∶10(即图纸比例)光电跟踪火焰切割机的作用原理图。
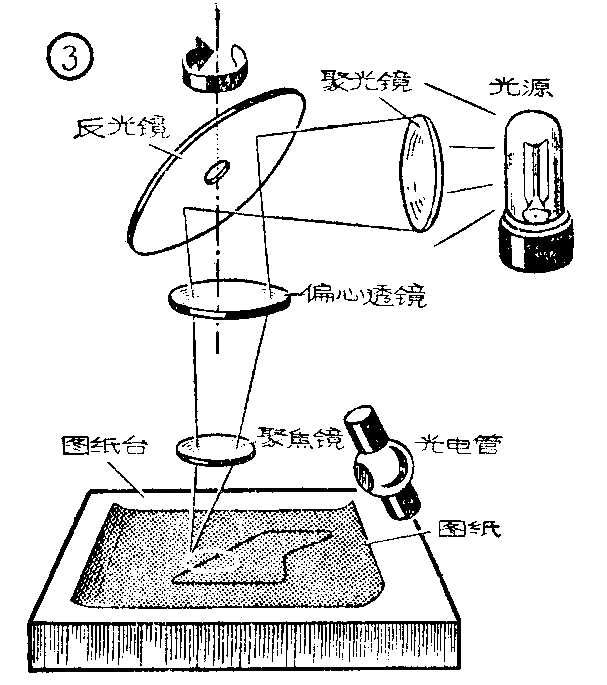
光电跟踪火焰切割机目前采用的跟踪方法,有脉冲相位法和振幅比较法两种,这里只举例谈谈脉冲相位法跟踪。图3所示,是它的光学系统。激励灯的光通过一个聚光镜投到反射镜,然后经过一个由与电源频率同步的扫描电动机(每分3000转)带动的偏心透镜和另一个聚焦镜,聚焦成一个明亮的光点。由于偏心透镜的旋转,而在图纸上形成一个小扫描光环(光环直径大于图纸线条宽度)。然后由图纸反射而照射到光电管上。把需切割的割板形状按1∶10的比例,用墨线绘在白色底板上成为仿形图,放置在跟踪机的图纸台上,使线条位于光环中心,此时在切割机的工件台上安放着准备切割的钢板,切割咀对钢板的位置相当于光环中心对仿形图的位置。
与电力网频率同步的扫描光环每旋转一周,与仿形图线条截割两次,从而使反射到光电管的光线照度也暗淡两次,形成两个脉冲信号,脉冲的相位决定于线条相对于光环的位置(见图4,图中光点扫描方向系顺时针方向,角度计算亦按顺时针方向),该脉冲信号经电子放大器放大后,加在相敏整流系统的两个闸流管的栅极上,以触发闸流管导电,两个闸流管的导电时间和脉冲信号的相位有关系,也就是和线条的位置有关系。当线条偏离光环中心时,两个闸流管的导电时间不一样,在负载上有差动电流——误差信号输出。
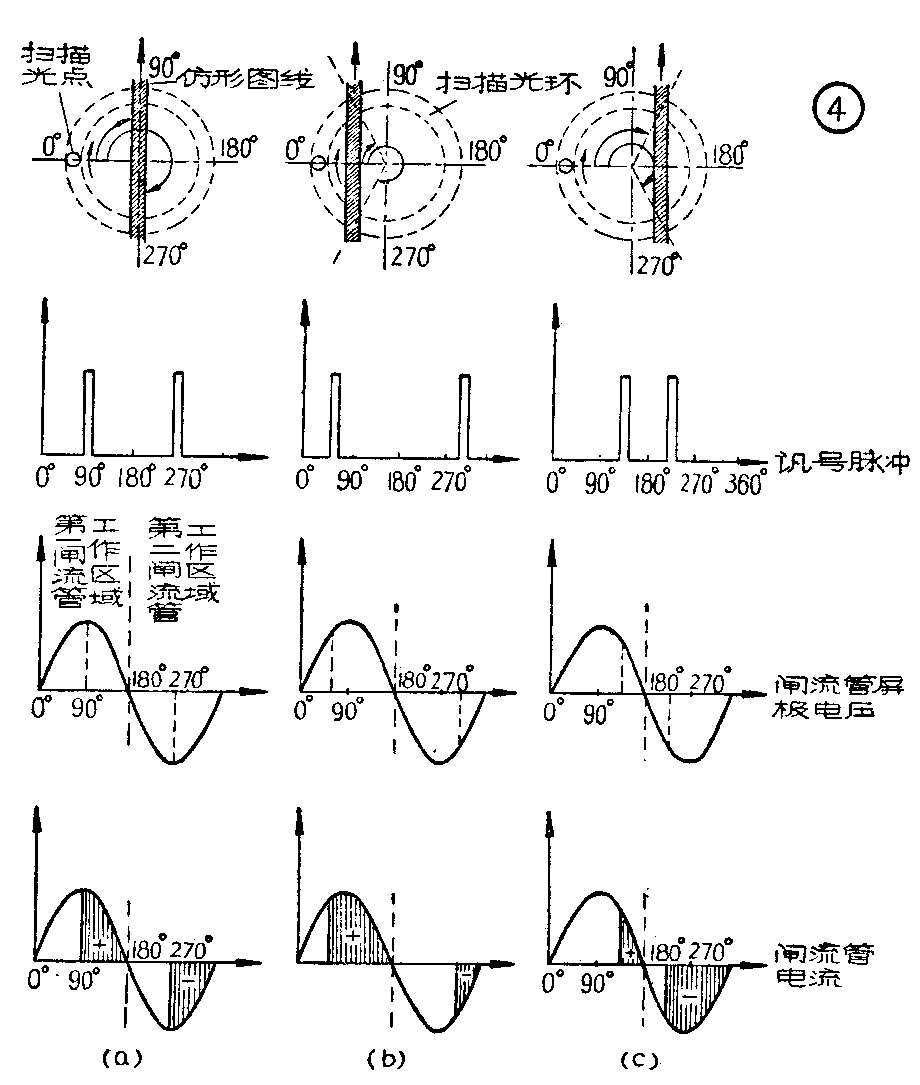
当光环对准纵向线条时,此时光环通过直线的两点,相应于电源电压相位的90°和270°(见图4a),所以此时两闸流管的导电时间均为1/4周期,故负载上的差值电流为零,此时无误差讯号输出,而经主速度电位器调节后的直流电压则全部加至纵向电机放大机,控制纵向执行电机,带动切割机机架沿着纵向方向以一定的速度作直线运动。而此时横向电机不动,执行电机旋转时,经减速齿轮箱减速后,带动纵向同步发送机转动,该发送机与驱动跟踪台运动的纵向同步接收机电气相连,因而使接收机带动跟踪台移动,使仿形线条对准光环中心。
如果线条为纵向直线,则仅有纵向执行电机和纵向同步发送机等工作,如果线条为横向直线则仅有横向执行电机和横向同步发送机工作。如果线条为曲线,或为变换方向的直线,则纵横向执行电机均同时动作。
如果线条偏离光环,(如图4b、C所示)则脉冲相位亦作相应变化,两个闸流管的导通时间不再相等,必然使一个闸流管的导通时间大于1/4周期,而另一个小于1/4周期,这样在闸流管系统差动负载上的差值电流不再为零,其极性取决于线条与光环相对位置的变化,当在图4b所示情况下,差动电流△i为正;而在图4C的情况下,差动电流△i为负。△i值的大小取决于线条偏离光环的程度。
由闸流管输出的误差信号,驱动误差电机转动,经齿轮传动装置,使速度分解机构中的误差电位计旋转一定角度,误差电位计是由(控制切割速度用的)主速电位器供电的两组同轴的电位器,一组专管纵向运动,另一组专管横向运动,纵向误差电位器的输出电压按转角α(对应于仿形图线条的方向角)的余弦变化,横向误差电位计的输出电压按转角的正弦变化。误差电位器的输出电压加在相应的电机放大机上,以控制执行电机,使之带动切割机机架按正确方向进给。同时执行电机还带动相应的同步发送机,使之发出相应的信号,由同步接收机控制跟踪台的运动,按正确的方向进给。这样就能保证切割件始终按规定的1∶10比例仿形图精确跟踪和切割。
由于误差电位计的输出电压是按转角的正弦、余弦变化的,所以切割机的运动速度和运动方向、运动曲线的形状没有关系,只要主速电位器的输出电位不变,运动速度就不变。我们下面谈一谈所以能这样的理由。
我们知道任何一种曲线运动都可分解成两个互相垂直的运动。切割机的运动也可分解成纵向和横向两个运动。纵向运动速度与纵向误差电位器的输出电压相对应,横向运动速度与横向误差电位器的输出电压相对应。误差电位差的电压输出与主速电位器的输出电压E和误差电位器的转角α(对应于仿形图线条的方向角)有关系。横向误差电位器的输出电压E\(_{1}\)=Esinα,纵向误差电位器的输出电压E2= Ecosα,E\(_{1}\)决定横向运动速度,E2决定纵向运动速度。我们从运动学知道,两个互相垂直的运动速度的合成运动速度的大小是:
\(\sqrt{(横向运动速度),}\)\(^{2}\)+(纵向运动速度)2,
我们上面已经谈过,横向,纵向运动速度分别决定于E\(_{1}\)和E2,所以总的合成速度亦决定与E\(_{1}\)和E2的合成电压。从速度合成的关系我们知道,合成电压应该是
\(\sqrt{E}\)\(_{1}\)\(^{2}\)+E22=E\(^{2}\)( cos2α+sin\(^{2}\)α)=E
(因 cos\(^{2}\)α+sin2α=1)
从上式可以看出,无论α如何合成电压恒等于主速度电位器输出电压E。也就是说无论运动方向和切割速度没有关系,只有主速度电位器的输出电压决定切割速度。从而能保证切割质量。
光电跟踪火焰切割机的出现,在世界各国造船业中,被认为是造船工业继钢板船代替木船,焊接代替铆接之后的第三次重大技术革命,它为造船业全盘机械化,自动化开辟了广阔的道路。
目前光电跟踪火焰切割技术还被所有需要切割板材的其它行业所重视,诸如钢炉制造,桥梁板金工,压力密器等工业。在国防工业上的应用亦很广。如果将氧气——乙炔代之以等离子切割,则对有色金属如铝板等的切割自动化将起重要的作用。
光电跟踪火焰切割机可以说是现代各种科学技术成就的综合表现,因为它包括了有高精度和复杂的机械传动系统,电子控制设备和光学系统等。
我国人民,在党和毛主席的英明领导下,发扬自力更生的精神敢于攀登世界高峰,已试制生产具有较高程度的自动化和全部采用国产元件的光电跟踪火焰切割机,为我国造船工业的全盘自动化,机械化创造了一定的有利条件。(励重民)