在机械制造业和修理业中,为了正确掌握每个零件的尺寸和公差,就须用各种精密量具来测量零件。一切量具的精度都应高于被测工件。在大工业生产中,量具的磨损和报废率是很高的,凡误差超过1微米的,不经修理就不能再用。
为了使不准的量具,能用较简单的方法,修复使用,我们试制了一台量具镀铬仪。经使用证明,用它镀出来的量具,达到了铬层分布均匀,合乎光洁度符号要求,并具有RC60°的硬度。铬层生长速度达每小时0.04—0.05毫米。该量具镀铬仪的主要优点是:体积小,造价低,操作简便,结构简单,一般企业都能自行制作;经镀铬后的量具,除其尺寸获得恢复外,亦提高了硬度,增强了耐磨性,还可防止生锈。
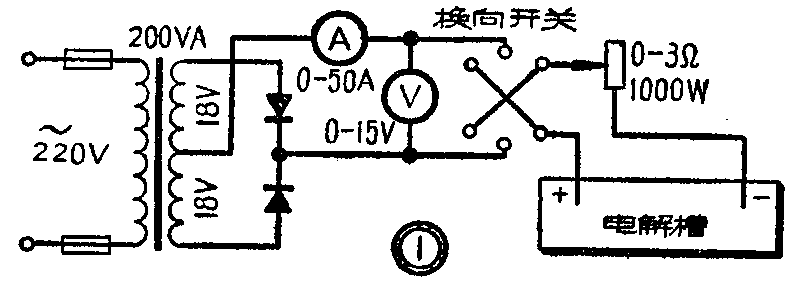
量具镀铬仪的电路如图1。所用变压器是初级220伏,次级36伏带中心抽头的200伏安变压器。所用整流器是100×100的硒堆,每片额定电流为2安培,共用了16片,每8片并联,构成一个整流臂。这样,镀铬仪的最大电流为32安,电压为7伏。阳极接在镀槽中的铅板上,阴极接在受镀工件上。
镀铬电解水溶液的配方如下:
工业用CrO\(_{3}\)(铬酐即无水铬酸)250克/升
分析试剂H\(_{2}\)SO4(硫酸)2.5克/升
由于铬酐中含有少量(0.4%以下)硫酸,在配制溶液时,应予扣除。新电解液中,没有一定数量的三价铬是镀不上铬的,因此,必须经过通电处理,使其产生一定数量的三价铬才能使用。处理方法是,在镀槽内放置较多的阴极板,其面积为阳极的2—3倍,阴极为钢板,阳极为铅板,以4~5安培/分米\(^{2}\)的阴极电流密度,通电一小时。
在操作过程中,预先将溶液用电炉加热,温度控制在55℃左右。然后按工件镀铬表面积,以50安培/分米\(^{2}\)的电流密度,计算电镀电流。
工件表面积和电镀电流的关系如下。
圆柱形表面:
A=\(\frac{DK×π×D×h}{10000}\)安培
长方形表面:
A=\(\frac{DK×a×b}{10000}\)安培
式中 DK=电流密度=50安/分米\(^{2}\)
A=电流(安)
D=圆柱形工件直径(毫米)
h=圆柱形工件高度(毫米)
a=长方形工件长(毫米)
b=长方形工件宽(毫米)
例:直径60毫米,高30毫米的塞规,外径需镀0.09毫米厚的铬层。问需要多大的电流和多长时间?
解:A=\(\frac{50×60×30×3.14}{10000}\)
=28.26安
电流强度需28安,每小时的铬层为0.05毫米,2小时即能达到要求。
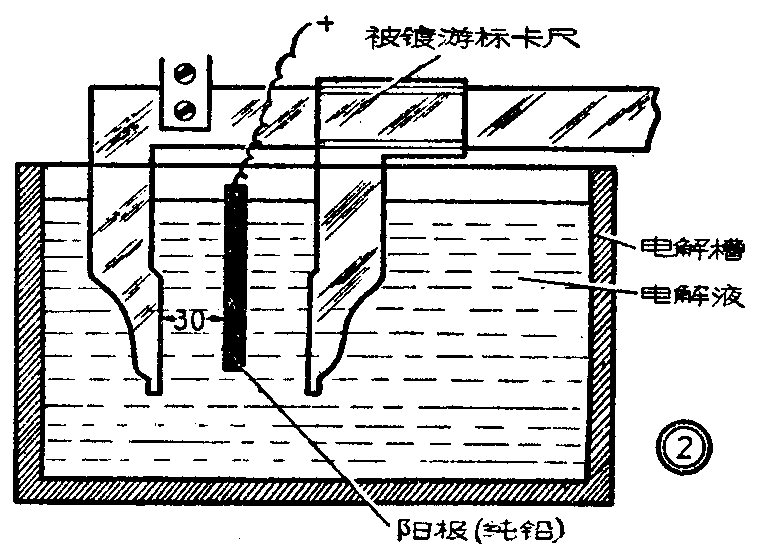
受镀量具或工件,事先应擦去锈迹,再用丙酮清洗受镀工作面,除去油污。不需镀铬的表面,要涂上绝缘剂。用重量比3∶1的二甲苯和聚苯乙烯(固体)调成糊状物,涂在非镀工作面上。待结成薄膜后,再把工件放入溶液。工件放入溶液后,先予热5~10分钟,然后再通电,以使工件温度与溶液的一样,否则,容易发生铬层剥落等缺陷。在工件予热后,开始镀铬前,最好先作一次30~40秒钟的反镀,以剥离工件表面上的氧化层,增加工件与铬层的结合力。当工件放入镀槽后,应把工件紧固在阴极接线柱上,还应注意它和阳极的距离及高低。阴极阳极间的距离应在15~30毫米之间,受镀面应稍低于阳极,以免边缘产生凹凸不平现象。我们对卡规及游标卡尺采用的是片状阳极,对塞规采用圆筒形阳极,对复杂工件采用仿形阳极。为了使电解液能自由流动,补充电极附近的电解波,最好在阳极上钻许多小孔。游标卡尺的镀铬方法如图2所示。
使用该镀铬仪,应注意以下几点。
1.电解槽与控制部分分开放置,镀槽应放在室外,以防有害气体侵蚀人体及电气设备。
2.经常测定电解液的比重,定期化验,及时补充新液。
3.待修的塞规在镀铬前,最好先磨小0.05毫米,以达延长寿命的目的。
4.当镀过铬的工件再度磨损时,先用加热到30℃~40℃的50%的稀盐酸去掉铬层。工件放入溶液时,将有大量氢气泡逸出。无气泡时,即说明铬层已溶解完毕。及时取出工件清洗,用细砂纸打光后,再重新镀铬。(王政尊)