目前,在金属尺寸加工过程中,有许多机械加工难以解决的工艺,已逐步被电火花加工所代替。所谓电火花加工,就是利用介质击穿放电时所产生的火花使金属遭到破坏的现象,来代替机械加工的一种方法。这种加工方法有很多优点,例如它可以加工很硬的金属材料,如淬火后的钢材和硬质合金等,也可以将工件加工成很复杂的几何形状,包括各种复杂的几何形状小孔。
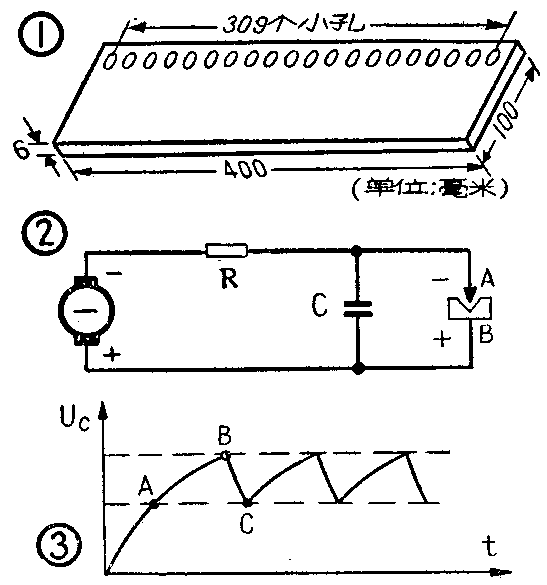
我们需要加工的产品零件,是一块体积为400×100×6毫米\(^{3}\)的黄铜板,要求在板上加工309个椭圆小孔,孔径1×2毫米,孔距0.5毫米,如图1所示。尽管我们对小孔孔壁的光洁度要求不高,但这种零件如果用机械加工方法也是很困难的。采用电火花加工就能比较容易地解决这个问题。
电火花穿孔工艺有两种,一种是将工件预先打好小孔(我们称为工艺孔),再将此孔成形修光;另一种是不预先打工艺孔,而是直接用成形的工具电极穿孔。我们的产品零件因为孔径小、铜板薄,所以采用了后一种加工方法。
电火花加工的基本原理如图2所示。直流电源(一般为150~300伏)和电阻R以及电容器C构成充电电路,在电容两端分别接上工具电极A(负端)和加工工件B(正端),它们构成放电电路。整个加工过程均在液体介质中进行。当直流电源经电阻R向电容C充电时,电容C两端的电压就逐渐升高,一直升高到B点(图3),使放电回路A、B之间的介质击穿,于是在击穿的介质区就产生电火花放电。在放电过程中电压急剧下降,一直下降到图3曲线中的C点,使工具电极A和加工工件B之间在液体介质中恢复绝缘,于是电容C又开始通过电阻R充电。这样经过多次放电以后,被加工工件B上正对工具电极A处就呈现一个凹状,这个凹状和工具电极A的形状相似,而A的形状则没有变化。如果使放电再继续下去,凹状将会被穿透,从而达到加工的目的。
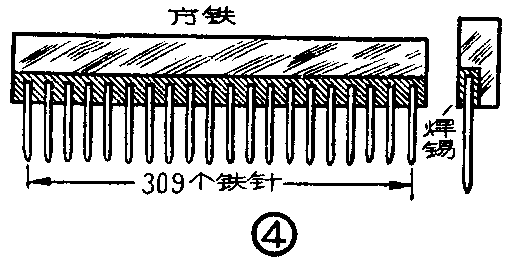
电火花加工机一般总是将被加工工件接正端,工具电极接负端。我们选用了略小于孔径的铁针309个,用锡焊在铁条上作为工具电极(见图4)。需注意所有铁针都要焊得均匀牢固,各铁针顶端要排在一个水平面上(使全部铁针顶端到加工工件的距离相等),这样才能使各根铁针的放电电压相等,达到加工过程的一致。
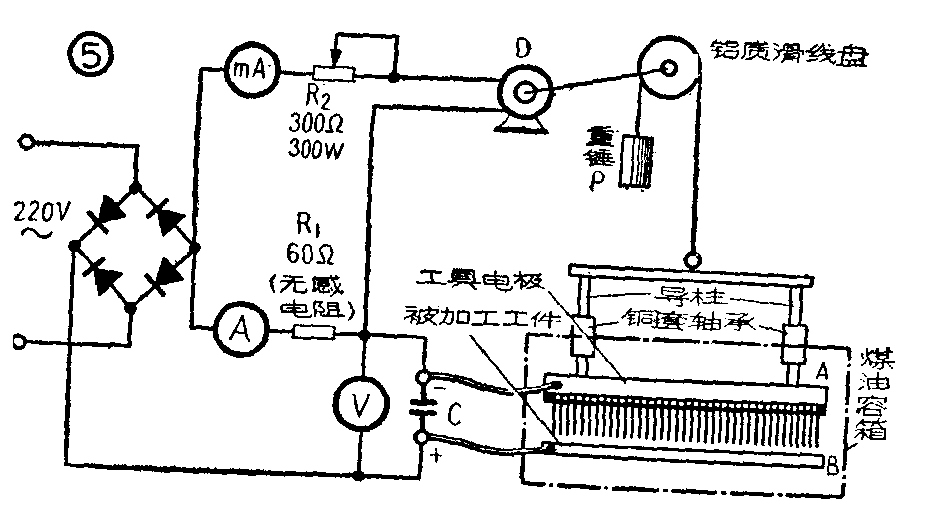
全部电火花加工机的电路和主要结构如图5所示。我们没有采用变压器,而是将市电直接经过硒堆(100×100硒整流片,共72片)变为直流电。RC充放电电路为R\(_{1}\)、C和两个电极A、B。电位器R2部分是进给伺服电路。为了要达到不间断地放电,必须保持A、B两端的间隙恒定(这一恒定值我们常称为理想间隙)。为此,我们使工具电极A的自重略大于平衡重锤P,根据电蚀速度快慢,使工具电极A徐徐而下。如果偶然因电蚀量过大或进给量太快,而造成A、B之间短路时,伺服电机D将从电阻R\(_{1}\)取得信号电压(A、B短路后,流过电阻R1的电流增大),因而朝逆方向旋转,将工具电极A吊起;当A、B之间短路消除后,伺服电机就停止工作,这样就起了自动调节的作用。正常情况下,因A、B之间的放电电路内阻很低,随放电电流的改变,电机D中也有少量信号电流流过,使电机D经常有左右往复的蠕动现象,同时能使电极A产生振动,因而有利于消除短路故障。改变R\(_{2}\)可调整电极A的振动幅度的大小。
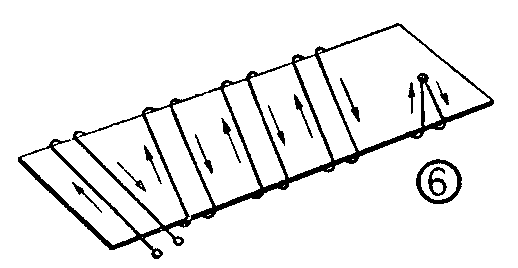
这部机器的电路虽然较简单,但它的机械结构和部分元件的制作,要求却很严格。为了使很长的工具电极A无左右偏动现象,以免影响加工的精确度,我们用了两根导柱和电极A连接起来,导柱再用轴承固定(只能上下移动),效果很好。伺服电机D宜选用功率大、转速高、体积小的。我们是将一般手持单相电钻的前端齿轮部分拆去(内部结构均不改变),直接装上使用的,经多次使用,效果良好。电容C宜采用电加工专用电容器(苏州福利工厂出品),要求容量大、 Q值高,耐压选用1000伏已够使用。电阻R\(_{1}\)可用英规18号冷阻丝在板形电阻片上绕制。为了提高线路效率,我们将此电阻作成无感式的,即用两根冷阻丝并绕,终点接到一起,如图6所示。可作多块不同欧姆数的电阻,根据C的容量大小串联使用。实验证明,RC的配合大致有下面的关系:
电容(微法)0.025 0.1 0.5 1 1.5 3
电阻(欧姆) 300 200 100 80 60 30
我们选用的是电容为1.5微法,电阻为60欧。C值越大,加工效率越高,但工件表面粗糙。C值小一些,加工后表面光洁度较高,但生产效率却大大降低。选用的时候可根据具体要求而定。还有一点需要说明,要增加放电能量,升高电压比增加电容值的效果显著得多,所以我们是将电容量固定,而将电源用调压器升高到240伏使用的,这样也没有发生电弧放电现象。
为了使机器工作可靠,我们加装了一些监视电表。工作电流一般随电源电压、充放电电容和工作物截面的大小而变,我们在加工上述零件时,工作电流在2.5~3安培之间。跨接在电容C两端的电压表V可使用0~300伏的直流电压计。在工作稳定的情况下,串联在伺服电机D电路里的毫安计指示在500~800毫安之间。(薛忠明)