金属零件经过电镀以后,不仅能增加抗腐蚀能力,而且能增强耐磨性。因此电镀技术在各种金属零件的制造业中得到了广泛的应用。随着工业的发展,需要电镀的零件不断增加,而且各方面对镀件质量的要求也越来越高。在这种情况下,电镀工业就迫切要求生产过程自动化,首先要求与镀层质量密切有关的电流密度、温度、液位、pH值和厚度等等,实现自动控制。当然这是离不开电子技术的。下面我们就简单介绍一下电子技术在这方面的应用。
超声波去油、清洗和搅拌
金属零件在电镀以前必须先去除油污。因为镀件表面留有污点,电镀以后就会在该处造成针孔。采用超声波去油,不但能提高去油速度,而且能把零件上的小孔和狭缝内的油垢也都去除,这是用一般去油方法所难于实现的。
超声波去油的原理,简单来说,是用电子管振荡器(超声波发生器)产生一个超音频电流,这个电流通过换能器变成机械振动,这一高速度有规律的振动便能推动液体,很快地把零件上的脏物除掉。图1为超声波清洗设备示意图。
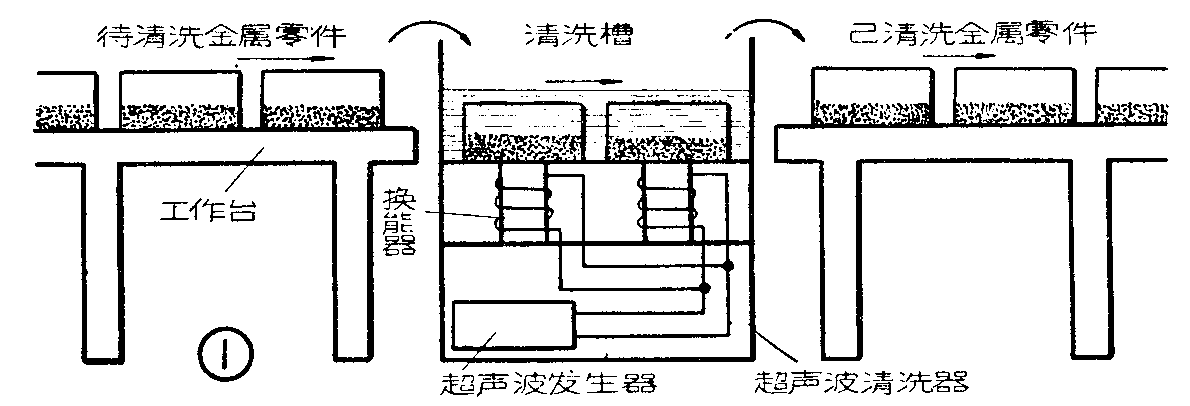
超声波清洗所采用的频率一般为20千赫,但对形状复杂而多孔的零件则需把频率提高,一般要用到500千赫或更高。
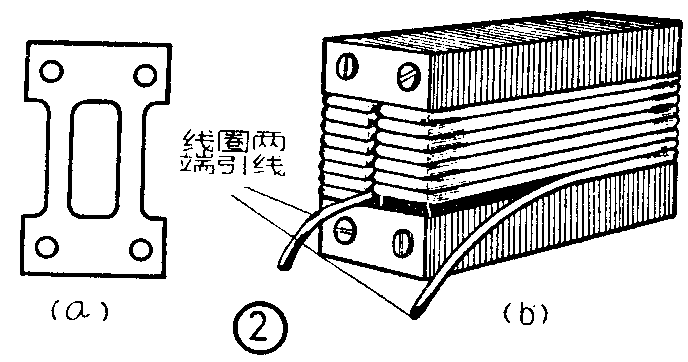
换能器是超声波发生器的一个重要部件,设计不好会影响清洗效率。一般用镍片冲成图2a的形状,再迭至一定厚度,然后绕上线圈,如图2b。如果一个换能器的功率不够,可以将数个换能器并联使用。换能器的线圈内除通以超音频电流外,还需通以一定的直流电流,这样才能得到最大的输出功率。
电镀中为了提高电解液的分散度(均镀能力),必须对电解液进行搅拌。目前多采用机械搅拌,如果利用超声波搅拌,便能获得更为均匀的沉积层,因而能提高电镀质量。
自动控制电流密度
电镀加工与电流密度有很大关系。电流密度太小,会减低电镀速度,影响生产率与设备利用率;而电流密度过大,又会使镀层结构粗糙,有的甚至会将镀层表面烧黑。因此适当控制阴极(镀件)的电流密度是一个非常重要的问题。图3是一个自动控制电流密度的设备示意图。
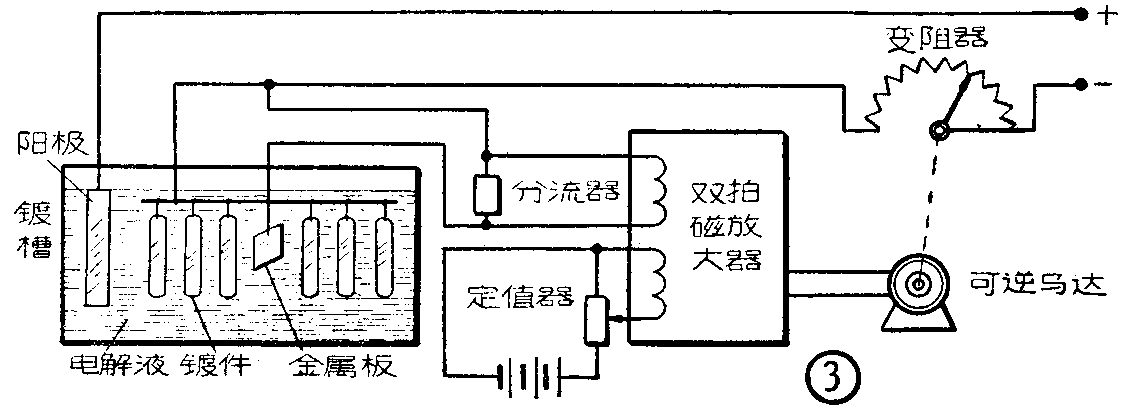
我们知道,电流密度就是在单位面积上所通过的电流。因此,如果我们把一个面积为1平方分米的金属板挂到镀槽中作为一个阴极时,金属板流过的电流就等于电流密度的数值。将这一电流(叫做信号电流)送入双拍磁放大器的一个直流绕组,和另一个作为定值器的绕组电流进行比较,如果两者相等,则双拍磁放大器的输出为零,这说明阴极的电流密度正好满足要求,这时可逆马达不动作。如果信号电流小于定值绕组的电流,则磁放大器将控制可逆马达按逆时针方向旋转。使变阻器R的阻值减小,电流密度因而加大;如果信号电流大于定值绕组的电流,情况正好相反。
定值绕组的定值必须根据镀槽内允许的电流密度来决定。信号绕组中加了一个分流器,这是因为信号电流较大,如果不分流,则会使直流绕组发热,甚至烧坏。
自动周期换向器
目前,电镀工业中广泛采用着电流自动周期换向的电镀技术,这种电镀法用于硫酸盐电解液镀锌或镀铜时,可以大大提高电流密度,因此能加快电镀过程,而镀层的质量反而有了提高,如镀层厚度较均匀,表面光滑,有的甚至能免去机械抛光。
所谓周期换向电镀,是指镀槽内的电流按照一定规律改变极性,如图4a所示。图中t\(_{阴}\)时镀件为阴极,也就是镀槽工作时间;t阳时镀件为阳极,这时镀件稍微退镀一下。t\(_{阴}\)/t阳约为5~10。
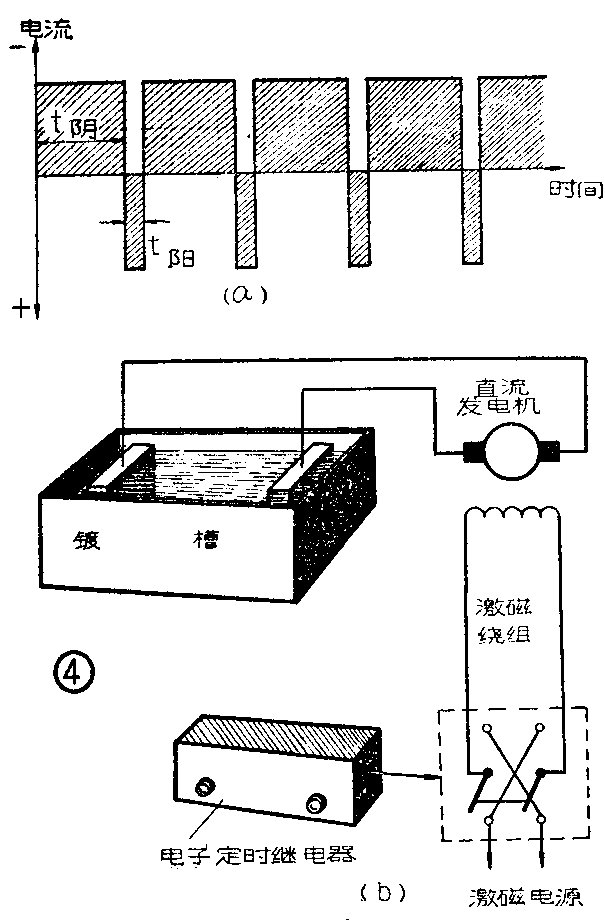
由于电镀电流很大,一般不宜直接在镀槽电路中改变电流方向,而是改变直流发电机激磁绕组的电流方向。用电子定时继电器来控制激磁绕组的电流方向是极为方便的(图4b)。电子定时继电器是利用电子管和RC充放电电路等构成的,它控制着一只双刀双掷继电器的动作,继电器吸上或放开时,直流电机激磁绕组的电流方向就交替改变,因此使镀槽中的电流方向也随着改变。
温度和液位的控制
一般电镀槽对温度的稳定度要求不很高,可以允许上下变化几度。因此只要用水银接触式温度计和电子继电器配合,控制蒸汽电磁阀或电热丝电源的通断,即能满足恒温的要求。
在电镀过程中,由于液温很高,因此电解液的水分会逐渐蒸发,使电解液逐渐变浓,从而影响电镀质量。为了保持电解液有适当的浓度和液位,又考虑到动作可靠、结构简单等因素,可采用图5所示的设备进行控制。
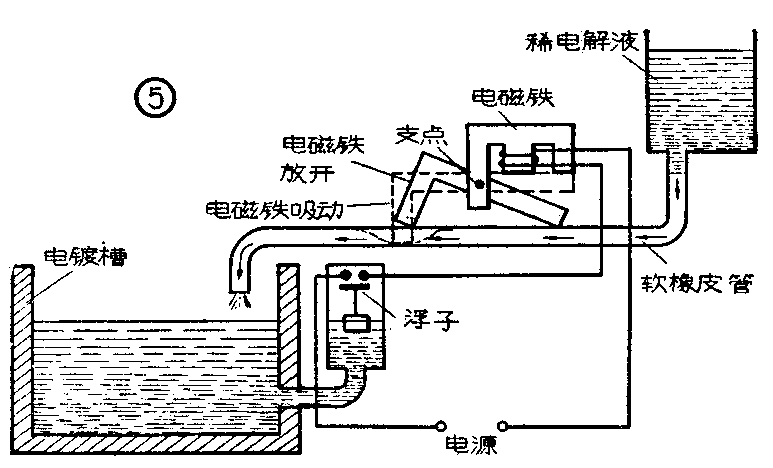
图5中当电解液的液位降低时,装在电镀槽连通器里的浮子也随着下降,于是切断电磁铁电源,使被吸在电磁铁上的角铁放开。这时预先稀释好的电解液便通过软橡皮管进入槽中。当液位达到预定高度时,浮子与上面的触点接融,接通电磁铁电源,这时电磁铁吸动角铁,把软橡皮管压紧,于是稀电解液就停止流入。
自动调节电解液的pH值
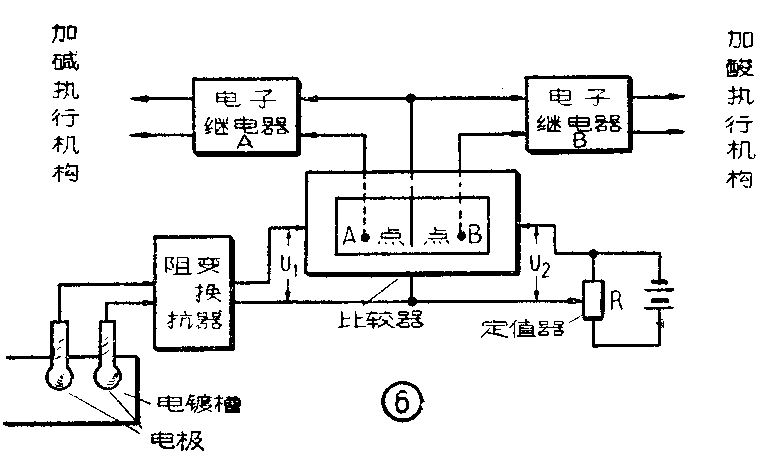
电解液的pH值(表示酸碱度数值)对电镀质量影响很大,因此在电镀过程中必须随时加以调整。图6是pH值自动控制装置的示意图。它主要包括pH值转换器、阻抗变换器、比较电路和电动执行机构等几部分。转换器是一对电极,这对电极同时侵入电解槽中,它们所产生的信号电压与溶液的pH值成正比。这个电压经阻抗变换器送到低输入阻抗的比较器中去。比较器很简单,可用一只零点在中间的电流表,在两旁各加装一个触点构成。当信号电压U\(_{1}\)等于定值电压U2时,电表内无电流流过,表针停在中间;当电解液pH值偏小时,U\(_{1}\)变小,U2大于U\(_{1}\),这时电表指针与A点接触,于是接通继电器A,继电器A又接通加碱执行机构;如果电解液的pH值偏大,则U1变大, U\(_{1}\)大于U2,这时电表指针与B点接触,接通继电器B,于是继电器B又接通加酸执行机构。如果要改变pH值的控制范围,则可调节定值器R的位置。由于电表指针上不能流过大电流,所以至执行机构间各串联了一只电子继电器。
其他应用
电子设备在电镀工业中的应用远不止上述几种,例如还可以利用电子设备直接控制镀层的厚度,以及用电子仪器自动连续分析和调整电解液的化学成分等等。在电镀工业中操作程序多,每道工序的工艺要求也多(如镀槽中要求控制温度、电流密度、分散度、pH值、镀层厚度等,并要分析电解液的化学成分),将来用电子计算机综合这些复杂的因素,来控制整个电镀作业,也是完全可能的。不过用电子仪器控制电镀生产,必须注意防潮、防腐蚀。一般情况下电镀车间的空气是比较潮湿的,而且有腐蚀性气体,如不适当保护,电子仪器就极易被腐蚀失效,如暴露在空气中的硒片,放在电镀车间,不到半年即被腐蚀损坏了。但这个问题也并不难解决,例如把硒片浸入油中密封后放在电镀车间使用,几年也不会损坏。当然,对其他电子设备,还有各种各样的保护方法,限于篇幅,这里就不多谈了。(李纲永)