磁带录音机结构上除了磁头、超音频振荡器和音频放大器等电气设备以外,还有一套由电动机带动的传动机构。在机器长期运用中,这套机构也是很容易出现障碍的。为了易于了解如何修理和调整,这里先谈谈它的结构性能。
传动机构
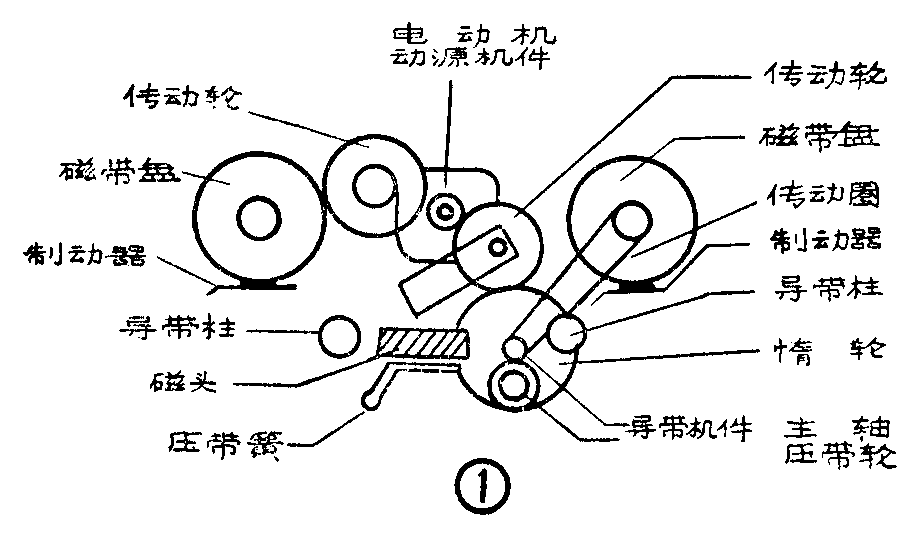
所谓传动机构包括动源机件、传动输、导带机件、磁带盘、制动器等许多元件(图1),其作用是使录音磁带能在磁头工作面上以固定的速度通过。这个固定的带速与所用录音磁带的频率特性,以及录音最高音频信号频率有关。一般普及型录音机的标准带速,约有9.5、19.05、38.1厘米/秒等几种。动源机件——传动机构中的主要动能机件是电动机,一般普及型机都采用单只单相交流罩极感应式,它的转速约为每分钟1500转,马力在1/200~1/100左右。电动机的主要性能要求为(1)起动和运转时的转速受电源电压或电源频率的不稳定影响应当很小。(2)起动与运转的力矩要尽量大。(3)机械和电气杂音要低。(4)杂散磁场要小。导带机件包括主轴滚轮(简称主轴),压带轮及惰轮。主轴和它相对的压带轮是获得等速输带的基础,运转时两者靠贴很紧,造成挤滚压力,迫使磁带在其中间走动。主轴一般都用不锈钢或钢轴铜套制成。为了避免主轴磨耗,因此都应用置有储油槽的铜质轴承,以便在磨损时取下更换。主轴与轴承的晃量应当极小,一般约不大于0.005毫米。压带轮都用钢或合金制成,外包橡皮层。惰轮主要是可以减小机械运行的转速变化,普及型结构中并利用它来担任传导主轴的旋转。磁带盘共有两个,左侧称为供带盘,右侧称为卷带盘(视卷绕方向而定)。卷带盘是收卷从主轴方面送出的磁带,它的卷绕动能利用连在导带机件的传动圈传递获得,并起了缓冲作用,从而减弱机械振动因素。由于卷带盘旋转速度略快于主轴,当磁带进入卷带盘后,因磁带运行速度还按主轴速度运行,此时传动圈就在主轴方面打滑,而将磁带紧卷在磁带盘中。随着磁带盘磁带的逐渐增加,这种打滑程度也随之而变化,起到了自动递减卷绕张力作用,使磁带在运行中保持拉直。供带盘是放置准备录音的磁带用的,供应磁带不断地输送。它的倒卷动能由一个位于电动机轴之间的传动轮来传递。因卷带盘方面有传动圈的牵连,故而在旋转中存在着对供带盘的阻尼作用,被收回至供带盘的磁带就维持了均匀的卷绕张力。导带柱(或导带轮)位于两磁带盘一边,以消除磁带在卷绕中的不均匀因素,并使磁带平稳地保持固定方位卷入带盘。停止运行时经开关及滑动连杆的控制,将位于供带盘和卷带盘附近的制动闸靠向各带盘边沿,迫使带盘停止运转。
故障检查
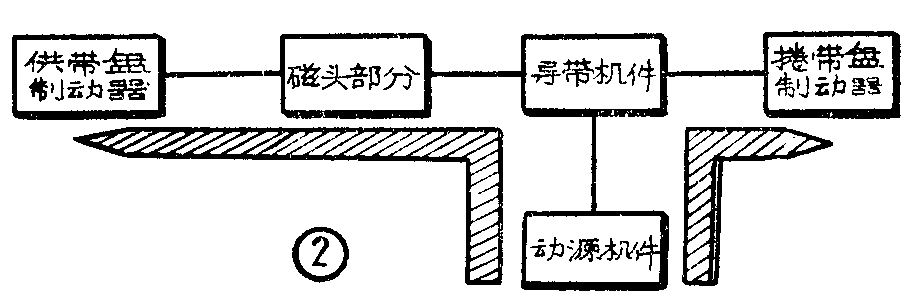
机械运转故障的检修,主要依靠熟悉它的结构和传动过程,并结合检修经验来找出故障原因。检查方法可以按传动部分的顺序,分别去寻找和试验(图2)。故障现象大致有下列几种:
1.不转动 接通机械控制开关,各盘各轮不转动(不装磁带)。这必须从电源输入部分开始检查,主要注意各动轴的活动情况。
2.卷带失常 磁带能正常地通过主轴,但卷带盘不收卷磁带。这种现象表示出卷带盘没有旋转动能,可以检查这方面的传动机件。
3.倒带失常 指的是倒带盘不运转或卷绕到满盘时缓慢。这表示倒带盘没有旋转动能或者传动力的不足。
4.正向运行失常 磁带的等速运行是依靠主轴和压带轮的挤压来实现的。因此正向输带发生不转、不等速滑走、跑带等现象,主要应检查导带机件。
5.振动噪声 检查噪声来源,可以采取局部试验。例如判断卷带盘方面的噪声,可以将卷带盘的传动圈取下确定。
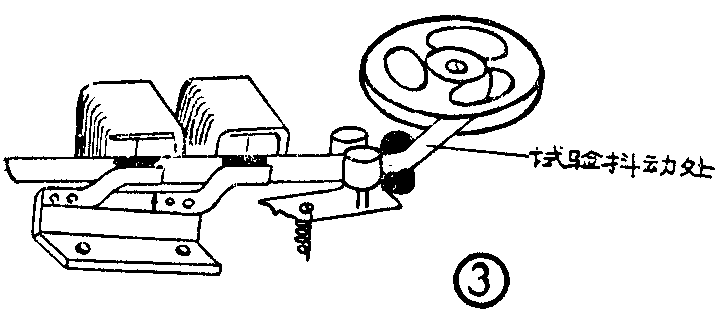
6.抖动 是一种磁带的速度变化,会使放音频率产生周期性的变动,一般超过0.5%的抖动从听觉上就很容易识别出来,可以利用慢速录音的磁带放在快速度上放音试听。磁带在走动中的抖动现象,用手指尖抚摸在卷带盘之前的一段磁带面上也能感觉出来(图3)。抖动的原因,往往都是由于与周期性抖动有关的转动机件,如主轴、压带轮、传动轮等有了偏心、划伤或变形等所造成。非周期性的抖动,主要则是由于各转动机件的轴承不圆滑或缺油而引起的。
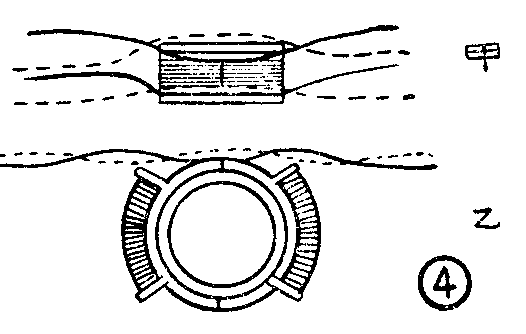
7.电平摇动 一般称为颤音,表现在放音过程中输出音量的周期性变化,这是磁带运行中摆动的结果。图4表示造成颤音的情况,图甲是磁带与磁头面成平行的横向摆动。图乙表示磁带与磁头面成直角方向的摆动。检查时应注意磁头的水平位置,主轴与压带轮的压力,卷绕张力,以及导带轮的位置。有压带板装置的设备,应调整它的压力面与磁头面平行,使压力适当。
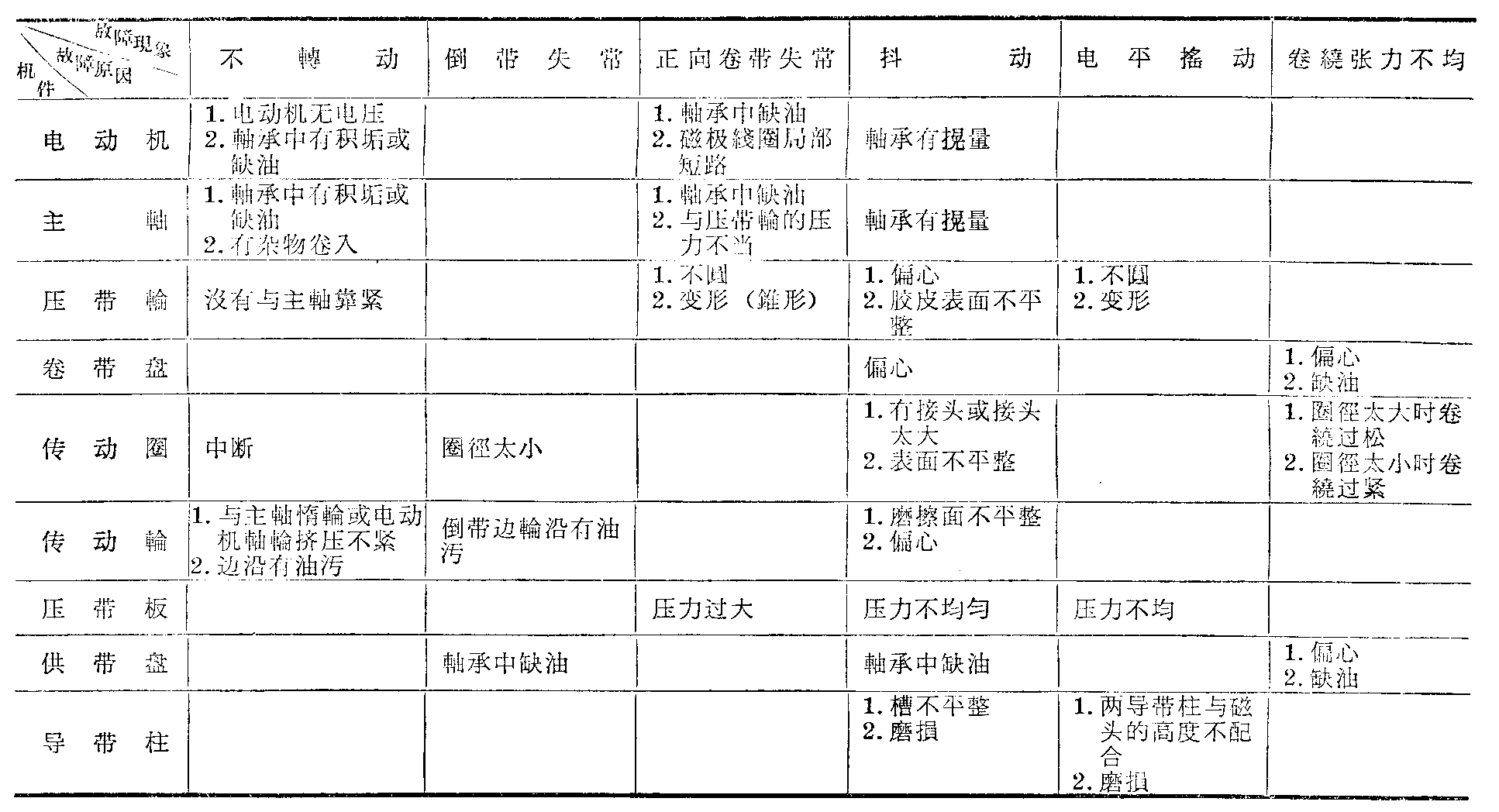
各机件的故障原因见下表。
带速测试
磁带运行速度的简单测定方法,可以将按额定速度求得的一段长度的磁带(录音机额定带速×运行时间=磁带长度)放在录音机上作正常运行,这段磁带走完的时间是录音机的实际带速时间。如果将测得的实际带速时间与额定时间相减的差数,与额定的走带时间相比,就可以得出误差的百分率。例如这段试带是19.05厘米/秒×60×5(即五分钟或300秒的运行时间)=5715厘米,实际走完的时间是306秒,与额定带速的差数是6秒,那么运行误差就是
维护
机件的维护应注意下面项目:①机件应根据使用上的频繁程度,季节的变化进行清洁处理及添加新油。一般半年至一年应大修一次,包括各机件的擦洗和加油。在特热季节润滑油容易蒸发,必须增加添油次数。并提高用油稠度。润滑用油通常都采用锭子油(缝纫机油可以代用),寒冬季节应用防冻锭子油。②任何一个动轴发生死轴(不转现象),必须拆下用汽油洗去积垢,擦干后加入润滑油。如有锈污可以用铜丝刷擦洗。轴承中严禁使用植物油或稠度高的机油。③橡胶塑料制件不应使用刀刮或汽油浸洗,应用四氯化碳清洗。橡皮轮不圆度不得大于0.2毫米。一般整修可以在机件上旋转,用细砂纸包在平光的木板上逐渐细磨,磨时手的用力应均匀。④动轴发生晃量,大多数是轴承被严重磨耗,故而应测量轴与轴承的配合直径。超过限度时以卸换轴承比较方便。⑤卸换制动器涩带时,应使用质量较好的毛毡,达到耐磨目的(可以厚呢料代用)。⑥拆卸电动机时必须在各零件上做好记号,以备装配时能按原角度固定,这样不致引起偏心。(毛瑞年)