焊接是无线电制作修理中经常要做的工作,看来简单,做起来却有一定的技巧。对于爱好者们来说,它是一项基本功。我们要想把功夫练好,有些窍门儿必须了解掌握。
无线电器件装接,主要利用锡焊。它的过程是将锡和焊件加热,使锡分子牢固地吸附在焊件金属或导线上,待凝固后把两件金属连接起来。其目的一方面是将被焊元件或导线牢牢地固定在一起;一方面又使它们成为良好的电气通路。所以质量优良的焊接,不是单纯地把多量的锡堆积到焊接点上,而是要求锡分子吸附在金属面上的数量和结晶情况,以及结合处锡量的多少都很适当。怎样才能实现这些要求呢?下面谈谈我们的理解和经验。
烙铁的使用
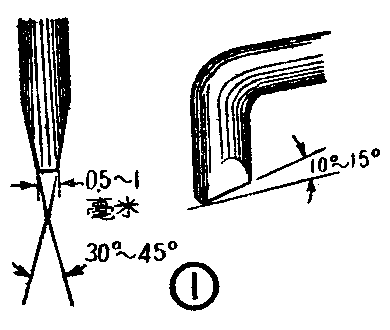
烙铁是焊接的必要工具。使用电烙铁,应当选择加热功率大小适中的。在业余制作中,最合用的是75瓦的一种。烙铁铜头要锉制成如图1所示的形状。如果铜头是直的,端部两面要锉成30°~45°的夹角,刃口是0.5~1毫米宽的钝平面。如果铜头是弯形的,还要顺着刃口锉成10°~15°的斜角(见图),这样焊锡容易流到焊接体上,便于使用。新烙铁加热使用以前,铜头端部要先锉刮干净。然后接通电源,在温度渐渐上升的过程中,先在铜头上涂上松香少许,待加热到达锡的熔点时,再将烙铁放到锡块上去蘸取,铜头上会很容易地沾附上一层光亮的锡,焊接时烙铁便很好用。以后在使用过程中,每次蘸取焊锡之前,也应先烫些松香,这样烙铁可以长期保持好用。
使用火烙铁也要同样处理。火烙铁加热时,铜头刃口应当向上,不要把刃口埋在炭火或油灯的火焰里。
焊接方法
焊接点要刮除干净 一般金属暴露在空气里,时间久了就会氧化。氧化物对锡分子的吸附力很小,导电性能也差。因此焊接前一定要将待焊的金属面层刮除清洁,露出新的表面。许多人忽视这一工序,结果焊接不牢,并容易出现虚焊。镀银元件不易氧化,可以不刮。铝质元件最易氧化,一般刮了也焊不上,必须利用特殊助焊剂或超声波振动,才能焊接上去。
适当使用焊药 无线电器件焊接对象不外是铜线、铜片和铁质底板。焊接前,焊接点除了刮净以外,还要加涂焊药。为什么焊接要利用焊药呢?道理是这样的:焊锡被蘸吸到烙铁上,由于温度升高,锡的表面就很快地氧化成膜,而且表面张力很大,拉住锡面,好像荷叶上的水珠,很难吸附到其他金属面上。金属物上加涂焊药,焊接时随着烙铁传来的温度上升而熔化沸腾,能冲破焊锡表面的氧化膜,同时驱除锡面和金属面间的空气,使锡分子能够直接吸附在金属面的分子上。同时焊锡遇到熔化沸腾的焊药,流动性增加,也有助于焊接。
锡焊通常使用的焊药为松香、焊油或盐镪水。使用时,不论哪一种,用量应当尽量少。多用后,残留部分时间久了容易积沾尘土,造成漏电短路,降低机器质量,严重的还会侵蚀损坏机器或部件。
焊接铜线、铜片、镀银片或通有高电压的电路,焊药最好使用松香,因为它没有腐蚀性,干后也不易沾积尘土。使用方法最好是将松香压成碎末,以一份放入一至四份的酒精中浸泡溶解成糊状后使用。块状松香也很好用。使用时一般是和焊锡分开,单独放在一个盘里,焊接时先将要焊的线头放在松香块上,用烙铁烫涂松香并上锡,然后再移到焊件上去焊接,这样焊的质量最好。如果是电路修理焊接,可以把松香块放到焊接处,利用烙铁熔化到焊接点上。市上有中心灌有松香的锡条出售,这种附有焊药的焊料,用起来最方便。
焊油也适合用于以上金属,使用很方便,所以人们都喜欢用它,但是焊过以后,残留部分易沾尘土。另外,焊油多呈酸性或碱性,残留久了会腐蚀元件和导线。
焊接铁质金属,特别是在铁板上焊线,松香和焊油不易凑效。如果底板是镀锌铁板,焊药可使用生镪水——即稀盐酸。它能和锌皮化合生成氯化锌溶液,起助焊作用。同时它又把锌皮剖开,使焊锡直接焊到铁板面上。如果铁板不是镀锌的,焊时首先要用刀子将铁板刮除清洁露出新面,涂上盐镪水(氯化锌溶液)来焊接,或将生镪水涂到另一块锌皮上(如旧干电池皮),等它化合生成氯化锌时(此时锌皮表面生出氢气泡),再涂到刮好的铁板上进行焊接,这样焊的效果可以很牢。但盐镪水腐蚀性很大,而且是导电的,用后焊接点要擦拭干净。一般除底板接线以外,不宜在其他地方使用。
烙铁温度和焊接加热时间要适当 为了说清楚问题,这里先谈谈烙铁蘸锡和焊锡的物理过程。烙铁加热,温度高于锡的熔点,铜头上面原来附有的锡就被熔化成为液态。蘸锡时烙铁又将温度传给锡块,锡块和烙铁接触的部分到达熔点时也将熔化成为液态。这时由于温度高,锡的分子运动速度加快,有些分子就像子弹一样冲击到烙铁的锡上,并被锡面包围起来,于是烙铁就蘸取到一定数量的锡。与此相同,烙铁将锡焊到金属上,也是先对焊接部分加热,经过一定时间,到焊件上温度高于锡的熔点时。由于焊药的帮助,烙铁上的锡分子也像子弹一祥冲击金属面,并靠它们间的分子引力而吸附到金属面上。烙铁撤开后,焊上的锡即冷却结晶成为固体。
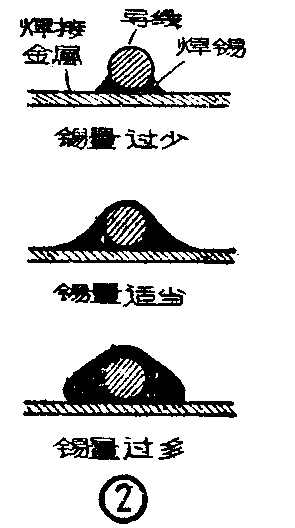
从上面分析可以了解,要想把锡牢固地焊在金属物上,必须保证烙铁铜头温度高于锡的熔点,并掌握好焊接时间。实际上由于蘸锡时锡块要吸热,焊接时元件也要吸热,都会降低烙铁头的温度,所以应当根据焊接元件大小和吸热量多少来选择适用的烙铁。烙铁太小,烙铁头的温度低,供热量不足,或是烙铁虽够大,但和焊件接触加热的时间太短,焊出来的锡面不光滑,结晶粗脆,甚至像豆腐渣一样,那就不能牢固。由于烙铁温度降低,焊药未能充分发散,在锡和金属之间还会夹隔一层焊药,形成虚焊。反之,烙铁头的温度过高,或焊接时间过长,则金属上的焊锡容易流散,接合处锡量不足,反而也不牢固。正确的焊接方法是烙铁温度要高,蘸取适量的锡,放在焊接点上加热时要掌握时间,使焊药完全挥发,熔锡均匀地扩展到焊接面上,并包围在接点的四周,但不致形成球状或流散到其他地方。冷却时不要使焊件移动,冷却后锡面光滑,结晶很细。这样的焊接一定是牢固的,并成为良好的电气通路(参看图2)。
有人焊接时将烙铁在焊接点上来回移动,或用力下压,这都是不必要的。要想焊得快,焊得好,应当先选好烙铁和焊点接触的位置,然后用烙铁头的挂锡面而不用它的刃去烫接。这样传热面大,焊接就更容易些。
最后,对于半导体器件的焊接,一般介绍要用45瓦以下的小烙铁。我们的经验是,对于这类器件,焊接操作要快,因此烙铁还是用大些热些的好。最好是先将晶体管引线上锡,并把焊接点刮好涂上焊药,这样一焊即成,反而不易烫坏晶体管。但是对于印刷电路,焊接烙铁则应小些,温度低些,否则很容易将电路烫得凸了起来。(张宝平)