在装配仪器的时候,焊接和装配工作往往是交叉进行的,然而电烙铁却始终是接通在电路里,并常常加热过度。加热过度的烙铁头不能保留住焊药(焊药很快烧完),熔化焊锡也不好。用加热过度的烙铁焊接时,零件被加热的温度比容许的要高,这样会引起零件参数的变化。此外,电烙铁使用的期限会缩短,并且不合理地消耗了电能。
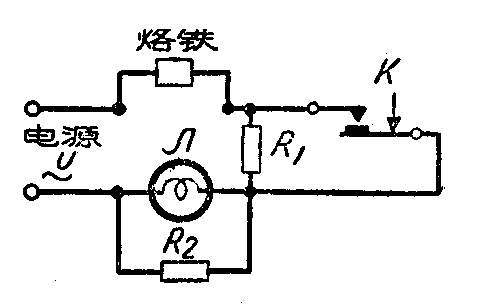
为了不使电烙铁加热过度,可以使电烙铁在“间歇”时需要的功率比规定的功率减小1.5—2倍。为了达到这个目的,可以采用图中所示的线路。这个装置做成带有盛放松香和焊锡小槽的木支架形式。在进行装配时,电烙铁放在可以沿轴上下移动的杆上,电烙铁用本身的重量压在这个杆上,因为杆的下端顶住触点K的活动板,在烙铁重量的作用下,杆便下降,触点K切断,这时在电路中引进了一个限制工作电流和所消耗功率的附加电阻R\(_{1}\)。在焊接的时候,电烙铁从架上取下,活动杆在弹簧的作用下回到了原来的位置,触点K又被接通。为了便于检查烙铁架的工作是否正常,在电烙铁的线路中接入一个灯泡Л。在触点K断开时,他的发光亮度显著减小。
采用电话交换机中的触点作为触点K比较好一些。但必须注意活动杆与触点K应该是绝缘的。
根据自己的需要,可以制成电源电压为U的不同功率(P)的电烙铁架。电阻P\(_{1}\)可以由公式决定:
R\(_{1}\)=U2P(1-k;k)欧
其中k为电烙铁在不工作时要求的功率降低系数(通常k=0.6-0.8)。
采用涂釉线绕电阻作为附加电阻,分配在它上面的功率可以按照公式计算:
P\(_{R}\)=kP(1-k)瓦。
灯泡Л是采用钨丝的,电压U\(_{л}\)=2.5~6.3伏;电流Iл=0.28安培。如果电烙铁的功率在电源电压U=220伏时超过60瓦(或在U=110伏时超过30瓦),那么灯泡就应该用电阻R\(_{2}\)分路:
R\(_{2}\)=UлUP-I\(_{л}\)U
烙铁架的调整,主要是在于修整活动杆上的弹簧。(向知根据苏联“无线电”1961年8月号编译)