上海广播器材厂扬声器纸盆小组,是我国无线电工类部门出席全国群英会的一个先进集体。这个纸盆小组的工人,在党的教育与培养之下,发挥了集体的智慧,大搞技术革新,创造了扬声器纸盆压制设备,这里介绍他们的先进思想和先进经验。今年元月份,这个生产纸盆的小组还是一个工段,青年工人占90%。生产设备和工作条件比较差。扬声器纸盆质量的好坏,对发音品质关系很大。按要求纸盆的中部厚一些、边缘部分簿一些、重量匀一、质地坚柔,才能使电声性能与工作寿命兼优。除了产品设计,原料选择以及其它因素以外,生产设备也是保证达到工艺技术要求的主要一环。原来这个工段的生产效率比较低,质量合格率也比较低。成为去年影响全厂完成跃进指标的关键问题之一。
工段长和工段里几个积极分子以及技术科都对这些关键问题费过脑筋想过办法,车间领导也支持;但是,由于当时政治没有挂帅,思想上有些问题没有解决,没有能显著地改变这种落后的生产面貌。
在大跃进形势的鼓舞下,通过轰轰烈烈的整改运动,为了提高劳动生产率争取优质高产大跃进。车间党支部针对这个情况,积极发动了群众,提出了“发挥主观能动性、开展技术革命、改变落后生产面貌”的响亮口号。支部书记亲自挂帅,担任了技术革新小组长,在工段大会上,他分析了以往别人搞革新没有依靠集体力量而失败的原因,强调必须发挥集体智慧,人人献计,个个出力,来改变落后的操作面貌,向机械化自动化进军。大家批判了以往的错误思想,明确了只有大闹技术革命才能更快更好地改变生产的落后面貌和改善劳动条件,实现生产大跃进。认识到技术革命的目的是为了提高生产力,加速社会主义建投。由于政治挂了帅,解放了思想,发挥了敢想敢做的共产主义风格,这个小组的技术革命就开始走上了光辉的征途。
起初,人少困难多。经过党支部反复动员,绝大多数人都行动起来了,由“成形”、“烘箱”、“压制”三个突击组分头包干。厂党委书记吴椿经常下工段鼓励和关心大家,支部书记不但抓思想,几乎每天晚上和大家一起参加革新,并且亲切地关心工人的生活,亲自照顾大的食宿。由于支部不断鼓励大家打破迷信学着做,又得到工具模具车间、机修车间的大力支持,因此很多技术问题解决了,更进一步激起了群众的积极性,工段长龚汉超表示:“这项革新我发誓要搞好它,不搞好它决不罢休”。
在党的总路段的光辉照耀下,大家越干越有劲,没有材料就找遍全厂到每个角落去找废料,干起活来就忘记了白天黑夜、吃饭和星期天休息。经过一个月的顽强奋战,终于制成了第一部“扬声器纸盆压制设备”,连马达在内只花了368元。这一设备制造成功,给全厂技术革命运动树立了光辉的榜样。事实有力地证明了任何技术革新,只要有党的领导,大家同心协力。就一定能够成功。初步的成功鼓舞了大家,形成了全工段人人参加革新的热潮。
这部机器在投入试验性生产以后,生产效率提高了三倍多,废品率比原来降低了5分之4。大大改善了劳动条件,工人缩减到原有人数的六分之一,以1958年最高月与1959年8月比较,劳动生产率提高532%,质量合格率提高到96.7%。
以后又在原有基础上,吸收了群众的意见,继续进行改进,制成了自动控制设备程度更高的“多类型纸盆联合机”,使纸盆生产完全摆脱落后的手工操作。第一部机器只能生产12.5厘米扬声器纸盆;而改进后的这部机器能生产多种圆形和椭圆形纸盆;并用抽水泵自动循环加浆,比前一部机器的生产效率再提高一倍。由于这种一再革新的成就,上海团市委授予了这个小组“上海市青年红旗突击队”的称号。
通过学习八届八中全会的公报和决议后,使他们更清楚地看到大跃进的形势和任务的重大,干劲更大,他们积极响应党的鼓足干劲,更进一步开展增产节约运动的号召,努力节省工作场地和用电,苦思苦干,试制离心干燥器。在党的领导和支持下,经过四次试验和修改,终于用一些旧另件试制成功了,这部机器投入生产后,立即发挥了巨大作用,不仅解决了生产场地问题,而且还使生产效率提高一倍以上,质量又大大提高了,废品将近绝迹,用电量由原来每小时48度减少到2度,并且使九月份提前九天完成生产任务,向伟大的建国十周年献礼。
通过这次离心干燥器革新成功所取得的成就,更进一步坚定了他们不断革命的信心,证明只有走技术革新的道路才能实现生产上的更大跃进,做到多、快、好、省,加速建设社会主义。
这个小组所以能够获得这些成绩,主要是紧紧依靠了党的领导,坚决贯彻党的鼓足干劲、力争上游,多快好省地建设社会主义总路线的方针,大搞群众运动大闹技术革命、技术革新运动的结果。
最近厂党委又提出了“力争在年内将五灯机的装配基本上做到半机械化和半自动化生产”的技术革命目标。这个小组为了适应收音机总装需要,也提出了力争在1960年内实与纸盆生产自动化,将工作人数再压缩四分之三,并使扬声器装配实现机械化或半自动化。用实际行动来响应全国群英大会的倡议,为高速度建设社会主义而奋勇前进。
过去在纸盆压制的三道工序(沥制纸盆毛坯,用烘箱烘燥,热压)中,还存在着一些缺点,如:1.沥制纸盒毛坯用手工操作,纸盆重量以及纸盆中部和边缘厚度的差别很难控制,工人操作条件差,两手需经常浸在冷水中;2.烘箱烘燥程度不匀,热压时容易使纸盆中部和边缘颜色深淡不匀;3.废品率高;4.劳动生产率低。革新就是针对这些问题而展开的。
革新后的扬声器纸盆压制设备,使劳动生产率提高6倍,废品率下降到3.3%,摆脱了这个工种手工操作的落后面貌。
革新后的纸盆压制设奋,基本上使过去需用手操作的过程自动化,避免了操作的不准确和缓慢,并改善了劳动条件。这套设备由下列三部分组成(图1)。
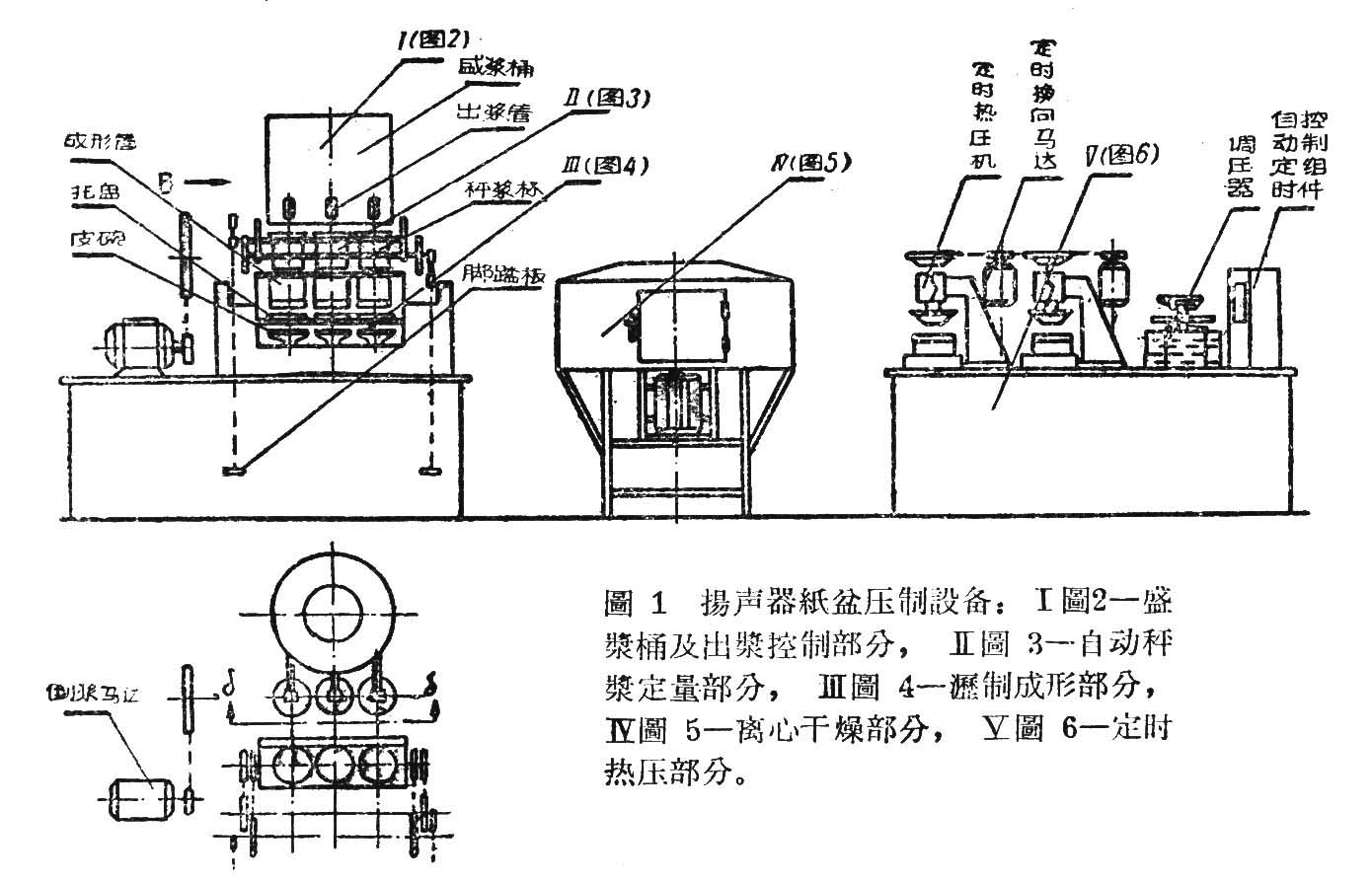
纸盆定量沥制毛坯机:纸盆定量沥制毛坯机由盛浆桶和出浆控制部分(图2),自动秤浆定量器(图3),沥制成形器(图4)组成。
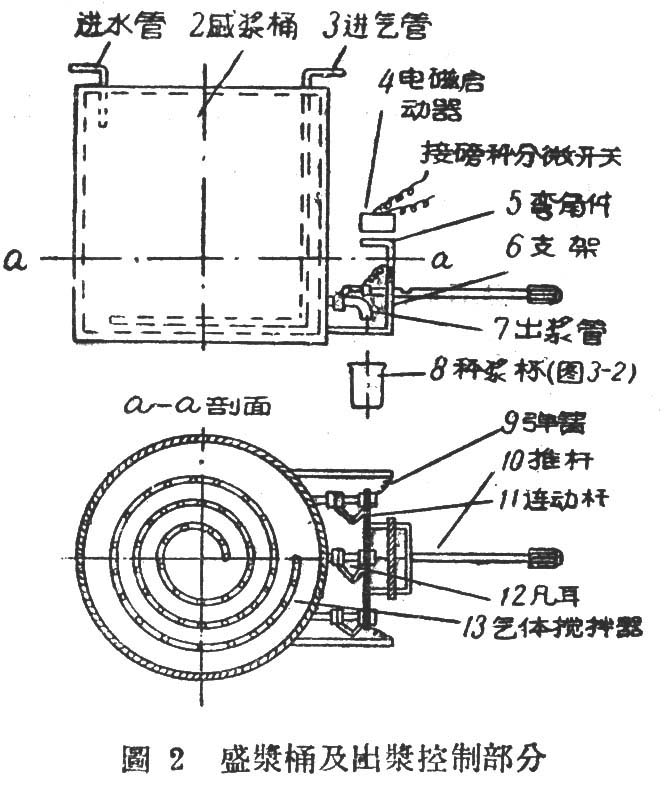
盛浆桶底装有螺形管(13)(管壁有气孔),作气体搅伴用,使桶内纸浆液上下均匀不致沉淀底部。桶壁外有三个出浆管(7),管上都装有活门(12),通过连动杆(11)把出浆活门和推杆(10)连成一体,并由拉力弹簧(9)使活门保持闭塞。在推杆上方装有电磁启动器(4),后动器的线圈未通电时,弯角件(5)下垂。操作时将推杆推进,弯角件便扣入推杆上的凹槽,把活门打开,浆液便流出注入秤浆杯(8)。
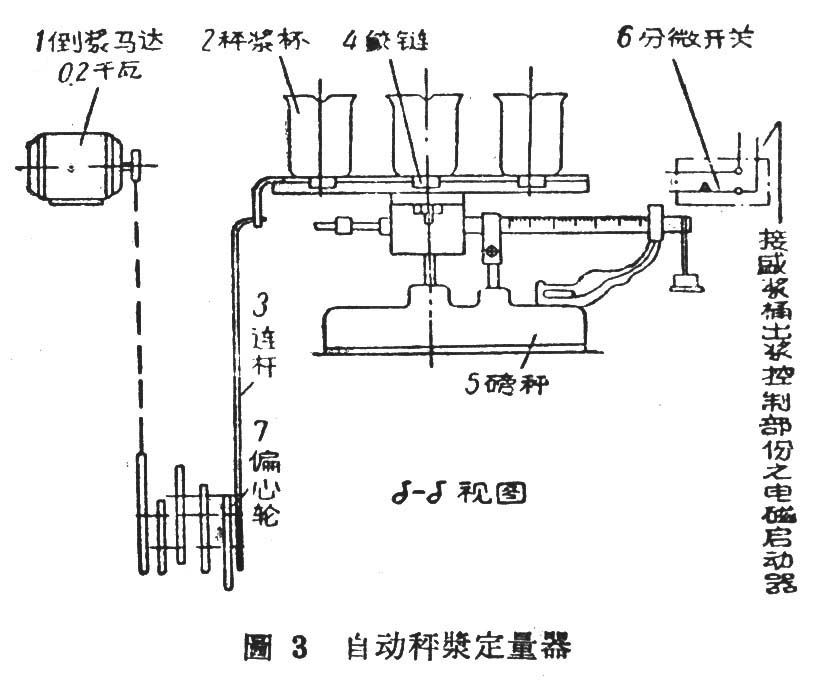
秤浆杯固定在自动秤浆定量器(图3)的秤盘上。定量器用磅秤制成,通过左边的连杆(3),由倒浆马达(1)牵动以及偏心轮作用,使秤浆杯作迎面倾斜90℃的动作。在磅秤右边的秤杆端点装有分微开关(6),用来自动接通出浆控制部分的电磁启动器电源。
注入秤浆杯的浆液(2)到规定重量时, 分微开关闭合,出浆控制部分的电磁启动器电源被接通,弯角件被吸向上脱出了推杆凹槽,活门恢复闭塞位置。这样就完成了出浆定量控制的动作过程。
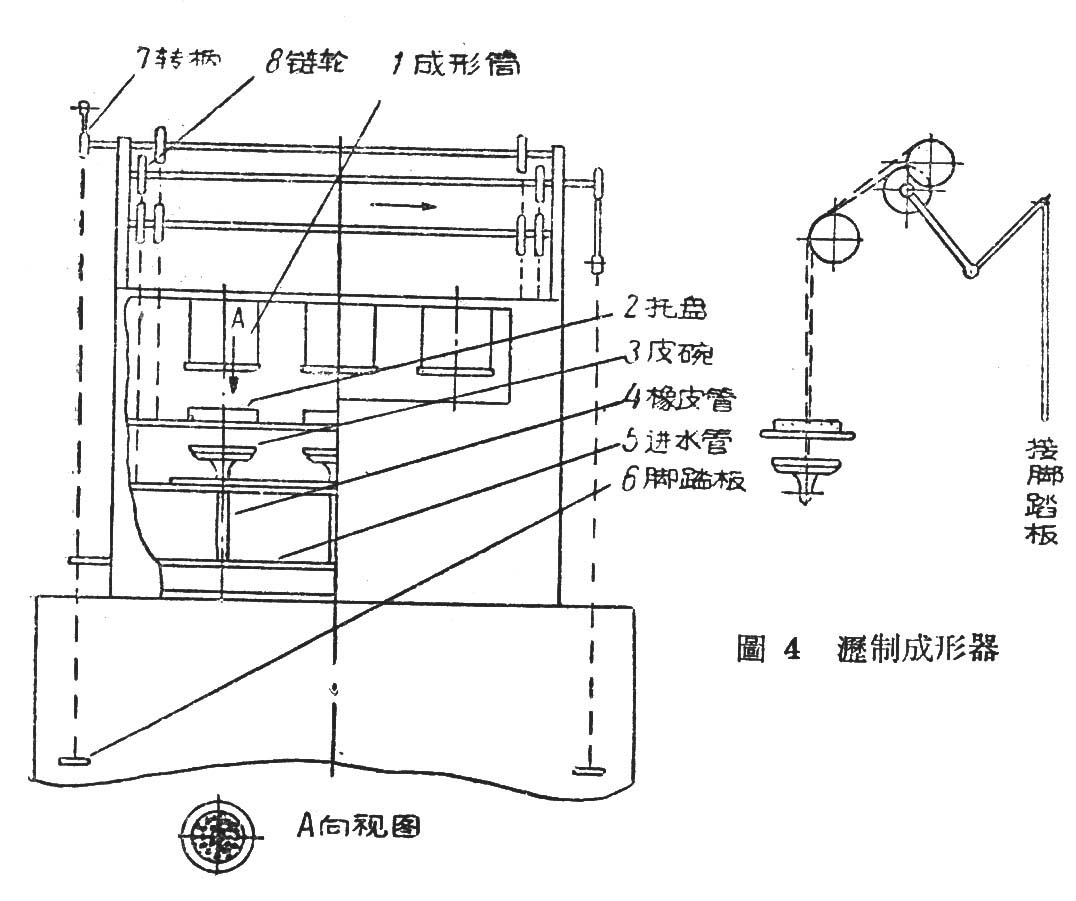
操纵倒浆马达电源开关,秤浆杯便自动把定量的纸浆倾入沥制成形器(图4)的成形筒(1)内。
沥制成形器:主要部件有成形筒(1)、托盘(2)以及皮碗(3)等。成形筒是固定的,皮碗和托盘是可以向上运动。当操纵皮碗、托盘上升后,便成为成形筒的底部。皮碗和托盘的上升动作暂由键轮(8)牵动并通过脚踏板(6)操纵(今后将由气动机构代替)。为了使制成的纸盆中部较厚边缘较薄,托盘的边部制有稀疏孔眼,中部挖空(见图4的托盘A向视图)。
操作时,托盘上放一铜丝网托模,操纵皮碗和托盘上升到成形筒下方接受秤浆杯倾下的浆液,同时皮碗底部橡皮管(4)进水。由于上下水流同时注入,纸浆在成形筒内上下翻滚不会沉淀,待秤浆杯里的浆液倾完后,再操纵皮碗和托盘相继而下。但必须保证皮碗比托盘先数秒钟下垂。这样,纸装便按要求沉淀在铜丝网托模上,成为纸盆毛坯。
皮碗落下后,橡皮管弯折,自动闭塞了进水。
离心干燥机:把纸盘毛坯和铜丝网托模放入离心干燥机内进行干燥处理,待半干时(含水量约20%)进行热压。
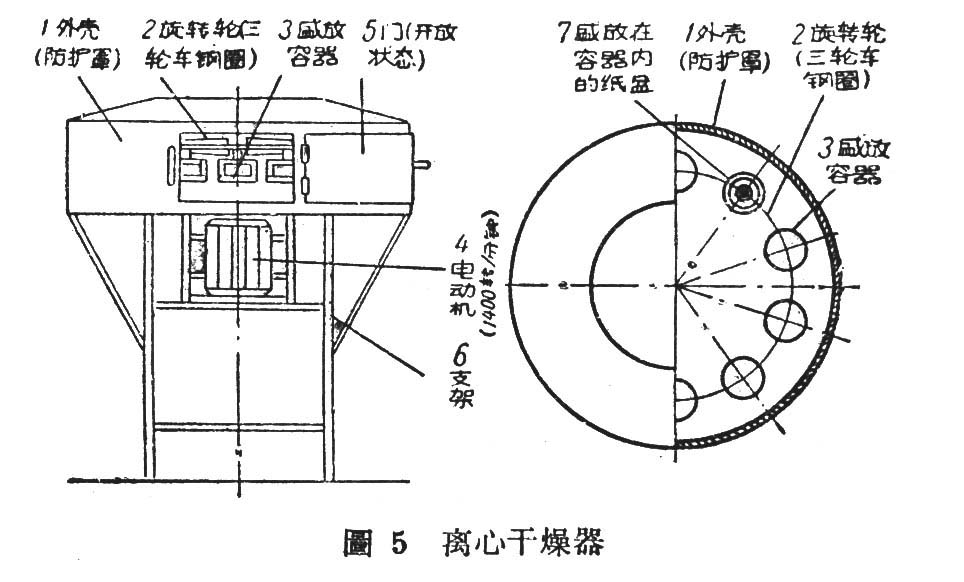
离心干燥机(图5):在旋转轮(2)周围,用铰链连接着10只盛放容器(3)待干燥处理的纸盆便放入容器内。旋转轮每分钟1400转,在离心力的作用下,纸盆所含水份因而飞散,约6-8秒时间后,便完成了干燥处理过程。
定时热压机:定时热压机(图6)由两部热压机(1)和自动定时控制组件组成。
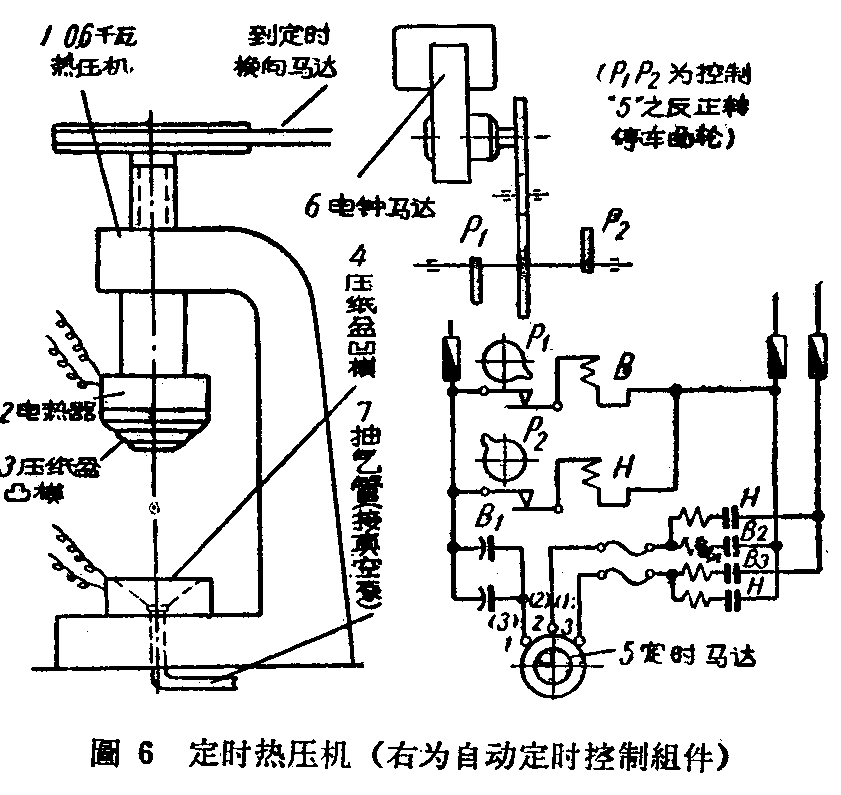
自动定时控制用电钟马达(6)带动两个凸轮(P\(_{1}\)、P2)转动,每转半周,便有一个凸轮触及接点,接通一组继电器(B或H),两个热压机马达(5)的电源跟着换向,使它定期往复反向旋转。凸轮每次接通电源的时间各为2秒,热压机停留在上下方各为5秒。
热压机是一种小型的台式压机,压模3、4按产品设计要求制造。但在凹模上刻有几条沟槽,深约2毫米,宽约1.5毫米,凹模中心穿一直径8毫米的孔,经抽气管(7)接到真空泵。因为纸盆毛坯在热压前还保留20%的水份,当上模下压时,将有大量蒸气向四周扩散;为了缓和扩散气体,加速干燥过程,因此加了这套排气设备。在这套排气设备里,还有一组滤器来冷凝蒸气,保护真空泵。
这套革新的设备,可以由2人操作,每八小时能生产纸盆2000只,质量可靠均一。由于结构并不复杂,制造费用也比较低,因而适合一般无线电器材厂推广使用。 (本刊根据上海广播器材厂供给的材料编写)